
Unscrewing Molds Go Electric
Hydraulics are the usual power source driving unscrewing cores to separate threaded parts from injection tools.



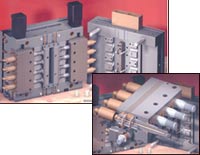
New PERC System from B A Die Mold uses servo motors in place of hydraulics for faster, more accurate, and more compact unscrewing of threaded cores.

Producing a multi-threaded part with a conventional hydraulic unscrewing system would call for a large vertical rack and hydraulic cylinder, plus ample space above and below the press. None of those are required with the electric PERC system.
Hydraulics are the usual power source driving unscrewing cores to separate threaded parts from injection tools. Though hydraulics are fairly reliable, they have drawbacks. “Hydraulics are usually efficient but not so fast and not so precise,” says Alan A. Petrucci, president and owner of B A Die Mold Inc., a moldmaker with expertise in unscrewing core designs.
These shortcomings make it difficult for a hydraulically driven unscrewing system to meet the needs of parts with very precise dimensions, larger diameters, or many threads that require multiple turns of the core. Typical unscrewing applications such as bottle caps, plumbing connections, and medical components are moving toward these tougher requirements, Petrucci says.



To address these needs, B A Die Mold developed a new unscrewing core design that is driven electrically with servo motors. Benefits of its new Programmable Electric Rotating Core (PERC) system over hydraulic systems reportedly include compactness, programmability, fast and accurate core positioning, and elimination of parts contamination with hydraulic oil. The patent-pending PERC system can also be easily adapted to unscrewing operations on the parting line, which are quite difficult to accomplish with conventional hydraulic-drive systems, Petrucci says.
PERC can be retrofitted to many existing molds. It virtually eliminates overhead space requirements, so smaller presses can be used, says Petrucci. The PERC system costs approximately 5% more than a hydraulic unscrewing system. B A Die Mold can build a PERC tool in 12 weeks, on average.
Why PERC is different
Unscrewing-core tooling with hydraulics uses a rack (a linear, toothed rail) that is usually mounted atop the mold. The toothed grooves of the rack enter the mold through the top and intersect with spur-type gears inside, which turn the core. A hydraulic cylinder moves the rack to turn the core. The rack moves in a linear fashion, so a 3-in.-diam. cap may need 10 in. or more of linear rack travel to turn the core one complete revolution. “The hydraulic system requires a cylinder equal in length to the rack, and space underneath the molding unit when the traveling rack moves through the mold,” notes Bill Sigsworth, design and engineering manager at B A Die Mold. Hence, larger-diameter parts or parts with many threads require a longer rack and cylinder. Overall, the rack and cylinder structure may require so much space above the mold that a larger press may be required to accommodate it, says Petrucci. Use of a planetary gear between the rack and core can trim the length of the rack somewhat but does not eliminate the problem.
Control is another problem with a hydraulic system. Material shrinkage around the core makes separation from the core difficult. “High torque and low rpm are needed initially to generate break-away force, then high rpm and low torque are required for fast unscrewing,” says Petrucci. “However, a hydraulic system generally cannot be programmed to adjust torque and rpm while operating. Molders typically choose a high-torque/low-rpm setting for breakaway force. But mold unscrewing as well as the return of the rack to a ready position also occur at the slower rpm setting.”
In addition, a clearance between the rack and spur gears can lead to misalignment (under- or over-turning) of the unscrewing core. Hydraulic systems also tend to be open-loop systems. If an overpacked part is jammed onto the core, the hydraulics would continue to push the rack even though the core doesn’t turn, leading to damage of the cores, says Sigsworth. The use of hydraulics also raises the potential for contamination with oil, a serious issue for clean-room molding, he notes.
The PERC system uses electric servo drives mounted on the mold. The servo motors are relatively small. “We eliminate the need for a rack or cylinder,” says Petrucci. Instead, a screw shaft is tightly linked to a train of specially designed worm gears. The servo motor turns a specially designed worm gear that reportedly engages the cores more accurately than spur gears. B A Die Mold designed the cores to retract partially from the mold when unscrewing.
The servo motor allows for programmable core movement. Users can profile the operations of the system to get high torque and low speed followed by rapid unscrewing at low torque. In addition, the return speed of the core to its idle position can be programmed. Servo control, the worm-gear design, and use of proximity sensors are said to deliver positioning accuracy of 0.0003 in. Use of the motors also helps to prevent tool damage if a part jams, since the motor will stall if torque levels rise beyond the rated capacity. On the other hand, “Higher torque or more rpm can be added simply by installing a slightly larger motor,” says Sigsworth.
Users have the option of controlling PERC with a stand-alone, Windows-based control (programmable by laptop or PC) or integrating its operation into the primary machine controls.
By repositioning the unscrewing mechanism, PERC also allows for unscrewing on the parting line. A hydraulic unscrewing system on the parting line would likely have to be built completely outside of the mold and would be quite bulky, Sigsworth notes.
Performance in the field
One of the first users of PERC technology is Precision Sampling & Molding (PSM) Inc. in St. Charles, Ill., a $4-million/yr injection molder specializing in short runs and product testing. “One of the first questions I raised was whether the tool could provide enough torque,” says David C. Grandquist, PSM president. The PERC system, with a 5:1 ratio of torque to rpm, provided 360 in.-lb of torque.
A customer shipped an eight-cavity tool for an acetal plumbing part to PSM for product sampling. The 137-g parts had 32 threads per cavity. “A hydraulic system would have required a 5-ft-long rack and cylinder to do this job, which would mean a significant space requirement above the mold, as well as space underneath the mold, and would raise concerns about mold storage,” says Grandquist. With the PERC system, those issues did not come up. In fact, the results were so good that the customer, usually an in-house molder, has left the molding to PSM.
PSM also uses PERC to make a 76-g, 16-thread, acetal plumbing part in an eight-cavity mold. PSM achieves cycle times of about 57 sec on the 32-thread part (molded on a Van Dorn Demag 400-ton press), and 42 sec with the 16-thread part (produced on a Van Dorn 300-tonner). These times are 30% faster than if a hydraulic unscrewing system were used, says Granquist. PSM produces more than 100,000 pieces a month with each PERC system, and has had no significant problems.
B A Die Mold itself has used PERC to test mold a part with three threaded ports for a potable water application. The part requires three cores to intersect inside the mold, with one core passing through another core, a feat impossible to achieve accurately and repeatably with a hydraulic system, according to Petrucci.
















Related Content

How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read More
How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More