What You Don't Know About Solids Flow Can Hurt Your Feeding Efficiency
Plastics processors who want to specify an optimal resin feeding and conveying system need to know about the handling characteristics of their materials.



You need to understand the flow characteristics of your bulk solid materials in order to specify a material handling system that will perform efficiently. Testing your materials in advance at a properly equipped lab can prevent costly mistakes.
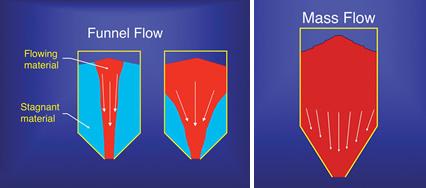
Among the most common flow problems, funnel flow occurs when the sloping hopper walls of a silo are not steep enough and sufficiently low in friction for material to flow along them. Particles slide on themselves rather than the hopper walls, and an internal flow channel develops. Mass flow is the desired flow pattern where upon withdrawal of any material, all of the material in a silo moves.

The Jenike Direct Shear tester is a valuable tool for measuring a range of flow properties such as cohesive strength, internal friction, and wall friction.
Plastics processors who want to specify an optimal resin feeding and conveying system need to know about the handling characteristics of their materials. That’s the expert opinion of Jenike & Johanson, Tyngsboro, Mass., a leading supplier of laboratory and engineering services for powder and bulk solid processing (jenike.com). Too often, J&J sources say, processors are not informed about the flow properties of their materials, thus putting their operations at a severe disadvantage and potentially exposing them to quality problems and downtime.
“A quick analysis reveals that there is a lot more than most people realize to understanding how bulk solid materials convey and flow and how that affects the design of a materials handling system,” says Brian Pittenger, senior consultant for Jenike & Johanson. “Processors on the whole know very little when it comes to material flow characteristics.” J&J provides extensive testing services to ensure that bulk raw materials move through a system smoothly. In nearly 50 years in business, the company has tested over 10,000 bulk solids.



“Too often, the design effort consists of sending out bids to equipment vendors with little detail on the solids being handled and a focus on the lowest price,” says Pittenger. Often, processors pay little or no attention to solid handling before a system is installed and then must deal with flow problems when the system starts up, he adds. At that point, they’ve spent their capital budget and they must deal manually with problems at the floor level until they become such a severe quality or product issue that changes are made through the floor operating budget.
Pittenger cites a Rand Corp. study, which reveals that manufacturing plants generally perform poorly in the area of “mechanics of flow,” with most plants never reaching their nameplate capacity. Flow problems give rise to throughput variation and product non-uniformity and, at the extreme, can cause plant downtime, equipment failure, and product rejects.
Tailoring a material handling system to the bulk material’s flow characteristics can influence specifications for a wide range of system components. These include hopper sizes and shapes, conveying line sizes and construction, vacuum pumps, chutes, feeders, dust collection, drive sizing, and operating and data-collection systems.
The key to reliable handling of materials is to design the handling system equipment based on the measured flow properties of the material to be handled. At the time that a handling system is specified and ordered, data on powder flowability are generally incomplete, unavailable, or non-representative of the actual material to be processed, notes Pittenger. Flow property testing should be part of routine pre-engineering work, he says. By obtaining flow properties beforehand, processors can make important engineering decisions.
WHY MATERIALS WON’T FLOW
Plastic resin, either in pellet or granular form, is susceptible to flow problems such as blocking, sticking, erratic flow, inconsistent discharge, poor mixing, and lack of first-in/first-out flow. All of these problems stem from an incompatible combination of solid flow properties and equipment design details.
Two of the most common flow problems experienced in an improperly designed silo, bin, tank, or hopper are no-flow and erratic flow. No-flow from a silo is typically due to either arching (bridging) or rat-holing. Arching or bridging occurs when an obstruction in the shape of an arch or a bridge forms above the outlet of a silo and prevents further discharge. It can be an interlocking arch or a cohesive arch. An interlocking arch, where the particles mechanically lock to form the obstruction, occurs when the particles are large compared with the outlet size of the hopper. A cohesive arch occurs when particle-to-particle bonds form, allowing the material to pack together and obstruct flow.
Rat-holing occurs in a silo when flow takes place within a narrow channel above the outlet, while material on the periphery remains stationary. If the material being handled has sufficient cohesive strength, the stagnant material outside of this channel will not flow into it. Once the flow channel has emptied, all flow from the silo stops.
Erratic flow is often the result of an obstruction alternating between an arch and a rat hole. A rat hole may fail due to an external force, such as ambient plant vibrations, vibrations created by a passing train, or vibrations from a flow-aid device such as an air cannon or mechanical vibrator. While some material may discharge as the rat hole collapses, falling material often gets compacted over the outlet and forms an arch. This arch may break due to a similar external force, and material flow resumes until the flow channel is emptied and a rat hole forms again.
These problems occur in silos where flow takes place through a channel formed within stagnant material. This is called a “funnel flow” pattern, in which some material moves while the rest remains stationary during discharge. Funnel flow occurs when the sloping hopper walls of a silo are not steep enough and insufficiently low in friction for material to flow along them. Under these conditions, particles slide on themselves rather than the hopper walls, and an internal flow channel develops. The desired flow pattern, called “mass flow,” is a the flow pattern when, upon withdrawal of any material, all of the material in a silo moves.
HOW TESTING CAN HELP
Knowledge of solids flow properties is crucial to understanding and solving these costly flow problems. To fix flow problems in existing solids handling systems or to develop recommendations for new systems, Jenike & Johanson uses a scientific approach based on fundamental flow properties of bulk materials, including cohesive strength, internal and wall friction, compressibility, and permeability. At Jenike’s fully equipped laboratories, bench-scale tests on small quantities of materials can be used to design large and complex handling systems that will perform reliably. When evaluating bulk solids properties, it is vital to replicate actual or expected process conditions.
The minimum arching and rat-holing dimensions for a given bulk solid can be determined by measuring the cohesive strength of the material. This is done using Jenike Direct Shear testing methodology (ASTM D 6128). By measuring cohesive strength, the minimum outlet size to prevent cohesive arching or rat-holing can be calculated.
With the direct shear tester, J&J also recommends measuring the internal friction and wall friction. The internal friction may be used to understand how the material shears on itself in an internal flow channel, while wall friction is the shearing along the equipment surface. Both internal and wall friction measurements are used to calculate the necessary hopper angle to achieve flow along the walls and ensure mass flow to eliminate dead and stagnant regions.
Compressibility, or bulk density as a function of consolidating pressure, is another important flow property to be tested. Using a compressibility tester, Pittenger recommends material testing at seven pressure levels. The compressibility value is a useful tool in optimizing material handling systems. It allows processors to take into account feed rate, storage capacity, blend sizes, and mechanical considerations such as torque, horsepower, and loads.
Permeability, or the movement of air or gas through a settled solid bed, is an important property that enables calculation of the limiting discharge rates from hoppers as well as the limits of gas injection in processing vessels. The calculation will affect decisions on hopper size, outlet size, feeder size, and possibly the number of process trains. When dosing additives or fine powders, a consideration of the permeability can help to prevent problems like flooding and uncontrolled discharge.
Related Content

Conair Names New Execs in Sales, Systems, Product Management and Extrusion
Moves aimed at strengthening customer focus, market awareness, and technical expertise in key areas of our business.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read More
Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Need a Better Way to Convey Powders from Point A to Point B?
Vacuum conveying systems for powders and difficult-to-convey materials involves a starting point and a destination where hazards need to be avoided along the way. Here are the top 10 tips to design a system to maximize movement and minimize dust exposure.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More