
Why Processors Are Rediscovering Liquid Colorants
In extrusion, injection, and blow molding, liquid color is enjoying something of a renaissance. Cost is one reason, but advances in pigments, carriers, delivery systems, and innovative service programs have played a role too.


PCC’s newest product offerings are customized liquid colorants that include other additives ranging from flame retardants, UV stabilizers, fillers and antioxidants to anti-counterfeiting tags

Personal-care packaging is yet another promising area for liquid color with custom molders such as Currier Plastics moving in that direction. (Photo: Clariant)

Liquid color has traditionally made a splash with OEMs of housewares and toys. (Photo: PolyOne)
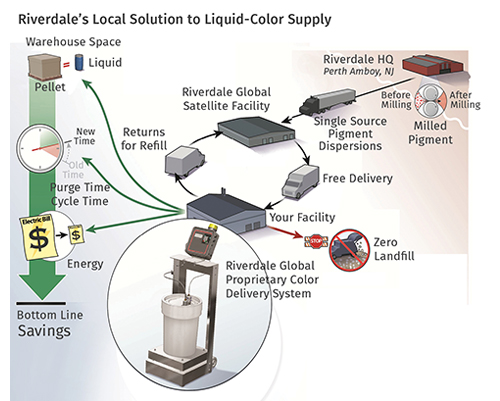
Riverdale Global is setting up local “satellite” facilities in places with high concentrations of processors to facilitate just-in-time liquid color distribution and expedite service.


More and more processors and brand owners in packaging and consumer goods are taking keen interest in liquid color, and a growing number have already made the leap.
Liquid color is a dispersion of pigments and/or dyes in specially selected liquid carriers. The technology has been around for decades, but its growth has been hamstrung by negative perceptions suppliers have worked to address.


In recent years, there have been improvements in pigment blends and carrier technology for better compatibility and dispersion across a broad range of plastics. There have also been advances in delivery systems that make the liquid-color option more precise, safe, and clean.
Still, more than 90% of all color masterbatches sold in North America are in solid pelletized form, notes Peter Prusak, head of marketing at Clariant Masterbatches North America, Holden, Mass. “A lot of potential users have a negative view of liquids because some suppliers are still offering outdated carrier and dispensing technology that has limited applicability in today’s world,” he explains. “As we are able to show molders and OEMs the true benefits of liquid masterbatches, I think those prejudices will vanish and we could see double-digit growth in the coming years.”
Suppliers seem to be preparing by adding capacity and initiating service programs aimed at addressing increased demand. Long-time liquid-color specialist Riverdale Global, Perth Amboy, N.J., is devising a “local” satellite supply-and-service program that is intended to make the liquid-color option more appealing and convenient. Riverdale has two such satellite facilities running within a 200-mile radius of major customers, and expects its network of satellites to include three more by the end of 2015. With these satellite facilities, Riverdale can satisfy the just-in-time approach adopted by many companies that don’t want lots of inventory on hand.
The facilities provide local support for equipment and color and can provide fast response for color “emergencies” with their local inventory and color matching and blending capability. Service technicians can help customers maintain the proper inventory with more frequent deliveries that help reduce color stock levels. Riverdale offers free delivery plus automatic pickup of empty containers as part of its “return for refill” program that bolsters sustainability.
Since its entry into liquid color in 2011, Plastics Color Corp. (PCC), Calumet City, Ill., has expanded its liquid-color production with a plant on each coast. Mark Hass, product manager for PCC’s Liquosol liquid-color line, estimates the current annual growth of liquid colorants could be in the 5-10% range.
Why all this activity? Hass and others see lower cost as the key factor convincing most processors to make the transition to liquid color, particularly in view of recent years’ economic constraints and price volatility in commodity resins. Liquid masterbatches are highly concentrated so that less is needed to achieve brilliant, vibrant color, especially in translucent and transparent polymers. Hass says liquid color can lower costs by 10% to 40% compared with solid masterbatch, depending on the application. He points out that typical addition levels for liquid colorants are 0.5% to 1% for opaque colors and less for tints, vs. 3% to 4% for most solid concentrates.
At Riverdale, president Paul Maguire points out that the cost savings extend beyond the colorant’s purchase price. “You can run at cooler temperatures; you can speed up cycle time; your color changeover time is much reduced; liquid colorants take up less floorspace; and there are cost savings on reusable containers.” He adds that the company’s gravimetric delivery systems, from sister company Maguire Products, Aston, Pa., provide precise metering that ensures correct letdown ratios so that color is never wasted. Use of gravimetric instead of conventional volumetric metering nearly always reduces color usage by 10%, Maguire says.
Gary Fielding, marketing director at PolyOne Corp.’s ColorMatrix Group, Berea, Ohio, says liquid color continues to gain market share in injection molding. “The ability to change colors quickly can help reduce waste and changeover time. For molders with niche applications and shorter production runs, the ability to order smaller quantities helps them to manage inventory and keep working capital costs down.”
Maguire says liquid colorants have been used mainly in housewares and toys. Within the last five years, the company has seen a dramatic increase in demand for liquid colors in packaging, with major brand owners such as Procter and Gamble, Unilever, and Colgate requiring that its processors have liquid-color capabilities.
Both Maguire and Hass note increased interest in liquid additives generally—ranging from slip and mold-release agents to antioxidants and UV stabilizers—that can either be formulated with the liquid color or fed separately. Says Maguire, “Whereas with a solid masterbatch, typical use levels are 3-4%, with liquid colorants and additives, use levels are closer to 0.2-0.3% because of the easier dispersion. We want people to know that these liquid additives are available and that if they opt to use them, they can expect improvements in processing such as faster cycle times, improved surface aesthetics, and easier assembly of parts.”
In any event, suppliers say processors should realize that liquid color is not a product but a system, and they should consider metering equipment and delivery, inventory, and cleanliness issues.
Says Clariant’s Prusak, “We recognize liquid color is not for everyone, and since Clariant offers both solid and liquid, we are unbiased. Our objective is to help customers select the right solution for their particular needs.”
GETTING THE WORD OUT
Clariant recently launched an initiative to build awareness and acceptance of liquid color and additive masterbatches among North American processors, product designers, and brand owners. Late last year, the company launched HiFormer, a new global brand that encompasses its high-performance liquid color and additive concentrates, dosing/handling equipment, expertise, and service.
Raymond Sloan, director of liquid colorants at Clariant, says liquid masterbatches can be used in many of the same applications as pelletized material and in some cases offer critical advantages to the packaging and consumer goods sectors. “The personal-care market is growing rapidly and there is increasing interest in medical applications. We see the next big wave coming in the extrusion blow molding market as liquid color offers exceptional processing and economic benefits.”
Liquid color has been integrated into Clariant’s ColorWorks North America design and technology center in West Chicago, Ill., so that the technology can be considered along with other options early in the product-development process. Clariant’s proprietary dosing/handling equipment uses gravimetric (loss-in-weight) dosing of the color or additives, and training at the customer’s site is provided.
In the case of Riverdale, all colors are blended from pre-milled “single-pigment dispersions” (SPDs)—a process that takes more time, but reportedly ensures excellent repeatability. Such colors are said to be stronger and brighter and to be an easier route for companies that wish to develop in-house color blends.
Riverdale’s Maguire also emphasizes the importance of the cleanliness of its fully sealed delivery systems. Every container—drum or pail—has its own permanent, built-in pump. Called Pump-In-A-Drum and used by Riverdale for more than 10 years, these containers remain sealed and have built-in shutoffs to prevent leakage even if a container is laid on its side. All connections are quick-disconnect style for rapid changeover to a new container. Delivery tubes are also sealed with shutoffs at both ends to eliminate dripping, and throat adapter plates are now sealed to eliminate the dripping common with other designs.
PROVEN ADVANTAGES & TRENDS
Liquid color can be applied to most thermoplastics, but it has been most commonly used for PET packaging. One of the key reasons is that with these highly concentrated formulations, less colorant is required to achieve the tint and translucent effects common in PET packaging, explains PolyOne’s Fielding.
PCC’s Hass says the PET industry is very educated in processing with liquid colorants. In fact, he sees the industry driven in that direction by cost and processing advantages, especially when incorporating liquid colorant in very thin-walled, tinted packages. Some processors say that liquids are easier to disperse uniformly than solid colorants when used at low levels for tints.
Other key advantages demonstrated for liquid vs. solid colorants: Liquids do not require predrying of the colorant; they leave less residue on screws and barrels, allowing for quicker changeover; and there are lower shear forces in processing, which protects both the equipment and sensitive pigments. Also, for intricate mold designs, the overall melt flow can be better with liquid colorants.
In extrusion blow molding, liquid color has been used for some time, particularly for large parts, says PCC’s Hass. But in the last few years, liquid-color suppliers have made significant dents in delivering carriers that are more compatible with a variety of plastics, including polyolefins, styrenics, and engineering resins.
In injection molding, liquid colorants are playing an increasing part across the board. This is particularly true in packaging and housewares such as storage and totes. “Many of the bigger players have moved in this direction, and this is trickling down to smaller molders,” says PCC’s Hass.
In extrusion, liquid colorants offer faster color changes, as the colorant is introduced right above the screw. “You turn off the pump, run virgin resin though the machine instead of a purging agent, and then introduce the new color,” says Hass. Liquid-color suppliers concede that how much time is saved depends on the color and also on the machine, but in “apples-to-apples” comparisons, liquid-color changes generally achieve quicker changeovers than their solid counterparts. Moreover, there is less screw wear and easier machine cleanup.
WHAT PROCESSORS REPORT
Hayward Industries, Clemmons, N.C., manufactures a broad range of pool products blow molded in multiple sizes and colors with finished part weights from 7 to 100 lb. In 2010, it switched from pellet concentrates to liquid color on three large blow molding machines producing housings for filter tanks.
After several trials, the company chose Riverdale’s Pump-in-a-Drum system combined with a gravimetric blender from Maguire Products. In an October 2013 presentation at SPE’s Annual Blow Molding Conference, Scott Pugh, business unit manager for Hayward’s sand-filter product, discussed the company’s blow molding color-change experience with liquid colors vs. pellet concentrates. He cited these savings:
• Mold changes went from 93 min to 33.8 min.;
• Head tooling changes from 330 min to 150 min;
• Purge compound processing time: 120 min to 0 min;
• Scrap due to color streaks: 55 parts on average down to 18;
• Total changeover time: 14.55 hr to 4.9 hr;
• Total cost per changeover: $3086 to $800.
Addressing the faster changeovers, Pugh explained that 80% of the color dispersion takes place before the resin enters the extruder, and 100% dispersion as soon as the resin mixture hits the melt zone. Also, viscosity is reduced and the melt moves more easily downstream. This allows lower processing temperature and minimizes the buildup of colorant in stagnant areas of the accumulator head.
Currier Plastics, Auburn, N.Y., an injection and blow molder of packaging for personal care, healthcare, cosmetics, household chemicals, and hotel amenities, has delved into liquid color for various projects and sees it as promising for more in the future. The company uses ColorMatrix systems. Starting with experience with liquid colors in blow molding, Currier cites such advantages as more homogeneous dispersion of color than with pellet concentrates and the ability to introduce colorant directly into the feed throat with only adapter plates and nozzles required.
Currier also says peristaltic pumps ensure very consistent and reliable color from shot to shot compared with auger and disc feeders for pellet concentrates. Currier also likes the fact that liquid-pump controllers are inexpensive and user-friendly, especially when introducing regrind into the system. Company sources also appreciate reduced storage space and say the metering equipment has come a long way, resulting in an extremely clean process.
Despite higher cost/lb for liquid colorants, Currier says there are often opportunities for cost savings due to extremely low letdown ratios. Also barrels and screws clean very easily compared with color pellets, reducing the need to pull screws to remove color buildup on flights. In addition, the material does not need to be dried. Currier also speaks favorably of the dual-feeding system that allows the co-introduction of more than one liquid additive into the feed throat, such as a color and a UV inhibitor, slip agent, or regrind.
Currier says cost is not necessarily the main reason it uses liquid color. The company cites cases where a customer is willing to pay more due to the quality and operating benefits of liquid colorants. Currier is also looking to make the transition to liquid color in its injection molding, noting that many of its custom programs already have been switched from pellet concentrates and more are in progress.
Cobra Plastics, Macedonia, Ohio, a maker of aerosol caps, is also aiming to make a transition to liquid color from ColorMatrix. Says Cobra’s Jerry Bialko, v.p. of operations, “As we find the right balance between cost and consistency of our products for our customers, we will utilize liquid color where it makes sense. We are exploring opportunities for liquid color for other overcap styles and we are currently requesting color matches. We are in the preliminary stages of utilizing liquid color, but we are optimistic on what we have seen so far. There are great improvements in liquid-color metering in the past couple of years, which allow for quick and efficient color changes.”
















Related Content

Get Color Changes Right In Extrusion Blow Molding
Follow these best practices to minimize loss of time, material and labor during color changes in molding containers from bottles to jerrycans. The authors explore what this means for each step of the process, from raw-material infeed to handling and reprocessing tails and trim.
Read More
Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read More
As Currier Grows in Medical Consumables, Blow Molding Is Its ‘Foot in the Door’
Currier Plastics has added substantial capacity recently in both injection and blow molding for medical/pharmaceutical products, including several machines to occupy a new, large clean room.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More