
Wittmann Battenfeld Previews New Tech For Composites & Cell Integration
Open house in Austria offered a vision of a future with controls linking injection machines to a wide range of auxiliaries. Wittmann also signaled its debut in composite organosheet overmolding—with an added twist.


Wittmann 4.0 is a new effort to integrate controls of Wittmann Battenfeld injection machines with all Wittmann auxiliaries, including (at present) TCUs (pictured), robots, blenders, and water-flow controllers. Control screens for these peripherals are integrated in the press controller, which can configure and store setups for auxiliaries as part of the mold setup recipe.
Also part of Wittmann 4.0 is the new WiBa QuickLook mobile app that displays operating status of presses and robots.
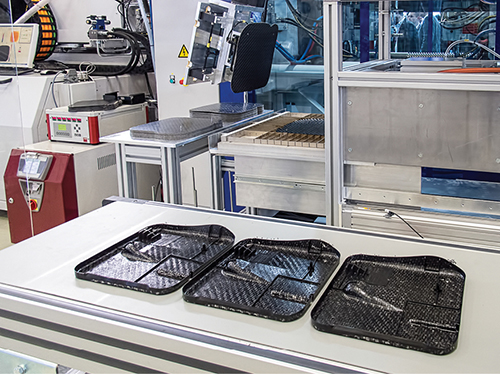
MacroPower Days provided the first public look at Wittmann Battenfeld’s thrust into composite organosheet overmolding. PP/glass sheet blanks were picked from a stack by a robot, preheated in a drawer-type oven, hung on pins in the mold (below), and overmolded into automotive-type demo parts.

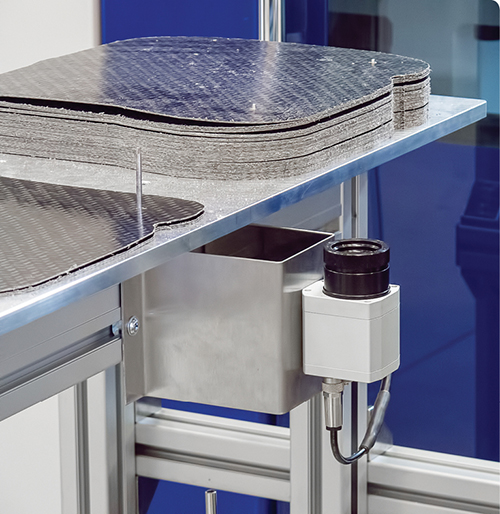
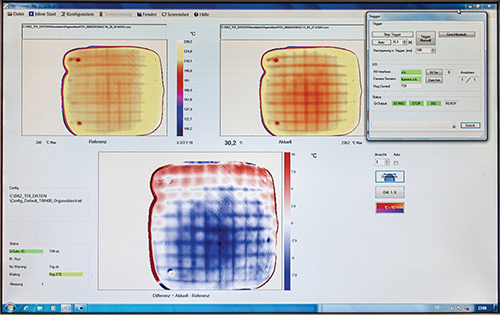
Preheated organosheet was presented to an infrared camera by the robot, and the thermal profile was displayed (below), using a system from SKZ.


At its recent MacroPower Days open house in Kottingbrunn, Austria, Wittmann Battenfeld hosted an overflow crowd of 500 visitors for two days of technical presentations, machine demonstrations, and tours of three facilities in Austria and Hungary. In a program focused on large machines, the company outlined its capacity expansion plans and gave a first public look at its entry into the burgeoning field of composite “organosheet” overmolding. However, the most prominent theme of the open house was progress in integrating injection machines with a host of auxiliaries and even with central plant MES or ERP computers—a goal often referred to as “Industry 4.0.”
DON’T WAIT—INTEGRATE!
In the U.S., it is sometimes called the “industrial Internet” or the “Internet of things.” To enthusiasts, Industry 4.0 is “the fourth industrial revolution”—after mechanization in the 18th century, mass production in the 19th century, and automation/computerization in the 20th century, comes networking/intelligence in the 21st century.



To more sober observers, we’re not exactly there yet. In a speech at MacroPower Days, Johannes Rella, Wittmann’s head of software engineering, said implementation is currently limited by low data throughput and a lack of generally accepted standards for cables, interfaces, and protocols. While development and promulgation of such standards will take some time, Wittmann asks the question, “Why wait?”
In the unique position of manufacturing injection machines as well as a wide range of auxiliaries, Wittmann has pushed ahead on its own with the release of its connectivity program called “Wittmann 4.0” at NPE2015 in Orlando. This is a standardized Ethernet communication protocol between all Wittmann machines, robots, and peripherals from a central hub—the Unilog B6P controller of the injection press. This allows visualization of the control screens for robots and auxiliaries on the machine display. Therefore, teach programs for the robots, as well as settings for Tempro TCUs, Gravimax blenders, Flowcon water-flow controllers, etc., will now be stored as part of the complete mold or workcell setup on the molding machine’s controller. Each time a mold is changed, settings for the entire cell are downloaded automatically to all the peripherals, reducing chances for error and saving time. It is now even possible to control the injection machine from the robot control pendant.
In this approach, each injection machine constitutes its own I.P. subnet with up to 16 connected devices, including up 12 TCUs. This hot-swappable, plug-and-play configuration boasts numerous advantages. It is said to run fast, thanks to use of native code. It offers automatic device recognition and auto configuration of the connection, as well as automatic software synchronization.
In Wittmann’s implementation, the peripheral device provides an interface for direct data access; all calculations with respect to screen presentation are handled by an app that can run on the peripheral as well as on the the injection machine controller. This eliminates any issues regarding which software versions are running on the various peripherals. Each peripheral’s software is always sunchronized to the molding machine and runs there in its particular version. Unlike in the past, the injection machine control presents the peripheral screen interfaces just as they would appear on the auxiliary units, not in the format of the injection machine’s interface. Thus, plant personnel visualize the peripherals in the same way as when working with them independently.
Wittmann 4.0 is a work in progress—it currently links Wittmann Battenfeld injection machines to Wittmann robots, blenders, TCUs, and water-flow controllers, though more will follow in the future. In Europe, Wittmann also offers integration of the molding cell with central plant MES or ERP computers through collaboration with T.I.G. GmbH in Austria, an MES software vendor. (For another machine builder’s implementation of Industry 4.0, see Starting Up.)
Another element of Wittmann 4.0 is new WiBa QuickLook, a free mobile app available from the Apple iOS App Store and from Google Play for Android phones. It allows users to check the status of injection machines with Unilog B6 controls and robots with R8 controls from a smartphone or tablet, showing production data and equipment condition, such as alarms. To keep things simple, the app provides only the most important current parameter (or robot program) settings in a production cell. For more detailed information, users must go directly to the machine or robot.
Machine or robot status is color coded green, yellow, or red. Anything in red, indicating a problem, goes to the top of the list on the screen. For security, QuickLook can monitor, but cannot change, machine settings. Also, it is intended for use only within the plant via LAN/WLAN. However, equipment settings viewed on QuickLook can be forwarded to others via email.
TECHNOLOGY DEMOS
Apart from nine technical presentations, the open house presented 10 machine demonstrations, seven of them involving the MacroPower two-platen line. All machines were all-electric or servo-hydraulic powered for energy efficiency and several showed off the versatility of Cartesian robots with five or six axes.
• COMPOSITES: This event was the first public unveiling of Wittmann Battenfeld’s entry into lightweight, high-strength thermoplastic composites. As reported in last month’s Starting Up column, the cell utilized a MacroPower E 450 (450 metric tons), a relatively new hybrid press with servo-electric injection unit. In this cell, a new-model Wittmann W843 pro robot (five-axis with servo wrist) picked up precut blanks of PP organosheet reinforced with continuous-glass fabric, placed them in a drawer-type preheating oven, and then hung the heated sheets on two pins in a mold, where the sheets were formed and overmolded with additional PP. The net-shape (no post-trimming), automotive-type demo parts were made with Tepex sheet from the Bond-Laminates unit of Lanxess (U.S. office in Pittsburgh).
An additional feature, not previously revealed, was an infrared camera that “read” the thermal profile of the sheet after the robot removed it from the oven drawer and displayed that profile on a screen beside the press. The online thermography system was developed by the South German Plastics Center, or SKZ Würzburg, which has collaborated with Wittmann Battenfeld at various shows since K 2010 (see Jan. ’11).
• SANDWICH MOLDING: A pioneer in coinjection technology, Wittmann Battenfeld signaled its return to active participation in this field by molding a large planter pot from solid/foam/solid PP on a MacroPower 450 press with twin injectors in a side-by-side “V” configuration. The five-axis W843 robot with two-axis servo wrist had a sprue-picking and cutting function directly on the end-of-arm tooling.
• AUTOMOTIVE: A MacroPower 1600 (1600 m.t.), the largest press in Wittmann’s line, was outfitted with electric screw drive and a separate hydraulic power pack for core pull and ejector. It molded a glass-filled nylon 6 automotive grille.
Also, a MacroPower 700 Combimould unit performed two-component molding of an air duct from 20% talc-filled PP with a TPE sealing lip. The two injectors were arranged in an “L” configuration, and the mold had slides that withdrew to make room for the second shot.
• PACKAGING: A MacroPower 1100, also with electric screw drive, molded a PP folding crate in a family mold. The five pieces were demolded by a W843 robot with two-axis servo wrist (five axes total) and placed in an automated assembly fixture.
• APPLIANCES: A MacroPower 850 with electric screw drive molded a PS freezer-compartment door, with parts removal and handling by a Wittmann W853 robot with a three-axis servo wrist, giving it a total of six servo axes. David Preusse, president of Wittmann Battenfeld Inc., Torrington, Conn., says a six-axis Cartesian robot costs about the same as an articulated-arm robot with six axes but can work with less daylight in the press, occupies no space beside the press, and has greater payload capacity over its full reach.
Preusse says articulated robots are used in less than 5% of injection molding applications—for example, where ceilings are low or for adding value in downstream secondary operations. Preusse notes that six axes are not the limit for Cartesian robots: Wittmann Battenfeld is working on a system in which a separate degater forms a seventh axis.
A second appliance application involved a 11-lb PP washing-machine drum molded with the Cellmould physical foaming process on a MacroPower 800 equipped with an hydraulic accumulator. The cell included a nitrogen generator, shutoff nozzle, and 120-mm diam. screw, the largest the company currently supplies for this process, though a 135-mm application is in the works.
Building Out
In 2013, an assembly hall for large machines was built at Kottingbrunn to accommodate presses up to 1600 m.t. This year, a further extension of 650 m² has been added to the new hall to expand in-house production of all major clamp components of MacroPower presses, including platens for the largest machine sizes (photo). Startup of the first large-scale machining center was underway in April, and another is planned for October.
This summer, Wittmann plans to modernize its sheet-metal fabrication facilities with new laser-cutting and bending equipment, and will reorganize assembly of EcoPower and SmartPower machines for smoother flow. An extension of the technical center for tests, training, and demonstration of MacroPower presses is planned to open in Spring of 2016. It will house two or three machines for all processes and special applications.
Meanwhile, Wittmann Material Handling in Vienna is building a new 6837 m² plant for auxiliaries in nearby Wolkersdorf, due for completion in September. Another 3100 m² building is being reconstructed for the new home of Wittmann’s process-cooling division, to open in December. And the headquarters building (9500 m²) is being remodeled as a dedicated production facility for side-entry and larger top-entry robots by April 2016.
Wittmann Hungary was expanded by 2514 m² (39%) at the end of 2014 for assembly of smaller robots and EcoPower machines from 55 to 180 m.t. And Wittmann Battenfeld Mexico was expanded in March to 2000 m². Mexico has surpassed China to become Wittmann’s third-largest revenue source, after Germany and the U.S. Wittmann also just finished reconstructing a 1400 m² plant in Taiwan.
















Related Content

IPEX Opens Injection Molding Facility in North Carolina
The pipe and fittings manufacturer’s new 200,000-square-foot facility represents a $200 million investment and will create 150 jobs.
Read More
Compact Hybrid Injection Molding Machine Launched
Sumitomo Heavy Industries Ltd. (SHI) has introduced the iM18E, promising the smallest footprint in 20-ton machines.
Read More
Custom Injection Molder Plugs into All Electric Machines
Formerly a showroom for early-aughts-era Van Dorn hydraulics, the newest additions to Drummond Industries’ transforming fleet are all-electric Niigata injection molding machines.
Read More
Consistent Shots for Consistent Shots
An integral supplier in the effort to fast-track COVID-19 vaccine deployment, Retractable Technologies turned to Arburg and its PressurePilot technology to help deliver more than 500 million syringes during the pandemic.
Read MoreRead Next

INJECTION MOLDING: Automation and Integration At K Show
There were new presses of all stripes aplenty at K 2010, but the “wow” factor was supplied by automated work cells and integrated manu-facturing systems performing multiple operations before, during, and after molding.
Read More
Wittmann Battenfeld Unveils Composite Molding System
Another injection-machine builder enters the competition in organosheet overmolding.
Read More
Wittmann Battenfeld Unveils Composite Molding System
Another injection-machine builder enters the competition in organosheet overmolding.
Read More