
Don’t Forget the Cold Slug Well
Injection Molding Know How
Its primary function—as the name suggests—is to act as a trap, or “well,” for the cold slug.
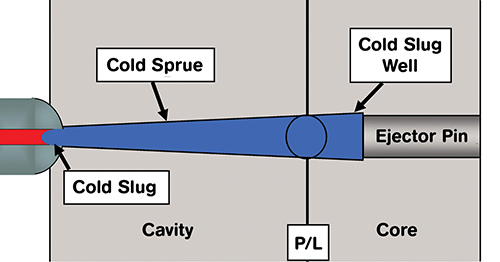
FIG. 1: In a cold-runner mold, the cold slug forms inside the end of the nozzle where it touches the cold mold steel. The cold slug well received that plug of solidified plastic on the next shot.
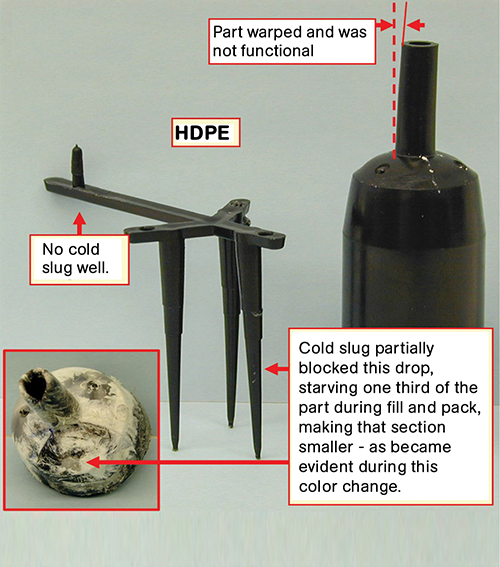
FIG. 2: Here’s a real-world example of the headaches that can result when a cold slug partly blocks a runner drop
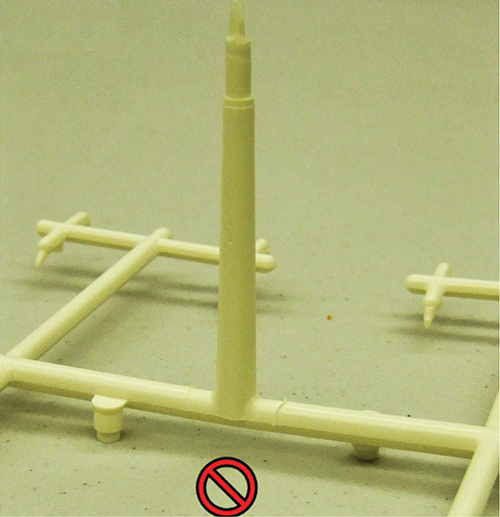
FIG 3: The moldmaker didn’t think a cold slug well was necessary here because two sprue pullers were placed on either side of the sprue. While they do remove the sprue during ejection, they don’t trap the cold slug.
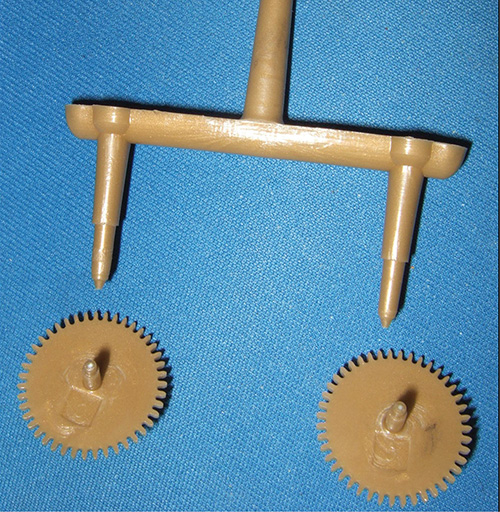
FIG 4: One gear in this two-cavity mold was always slightly smaller than the other, and it was entirely random as to which cavity it would be. Care to guess why?



Many people think the fat end of a cold sprue is there simply to pull the sprue out of the sprue bushing when the mold opens. While it often is tasked to do that job, that’s not the cold slug well’s only function. Its primary function—as the name suggests—is to act as a trap, or “well,” for the cold slug. What’s the cold slug? It’s the small nub of plastic that cools and solidifies inside the nozzle tip during the cooling phase of the injection cycle.
This occurs because—while the nozzle is heated—the tip of the nozzle is pressed against the cold, water-cooled mold steel. The cold slug that forms at the nozzle tip is actually kind of handy in that it can act as a small plug to prevent drool during ejection. The problem is that during the next shot that little nub of cold plastic has to go somewhere, and you’d rather it not go into your part! Or just as bad, it can lodge in a subgate or pinpoint gate, partially blocking the flow.
This is not an academic issue. See Fig. 2. The warped part and the runner system that caused it nearly derailed a multi-million-dollar product launch and caused much wailing and gnashing of teeth until the root cause of the problem was identified as a runner drop obstructed by a cold slug.
Fortunately, most moldmakers do put a cold slug well in the mold since, as mentioned previously, it’s useful for pulling the sprue out of the cavity when the mold opens. But many moldmakers must think that’s its only function, for when they use another method for pulling the sprue they often leave it out (Fig. 3). If you get a cold-runner mold in your shop and there’s no cold slug well, insist that one be put in. It’s generally a cheap and simple mold modification, and one that could save you a lot of headaches.
Related Content
-
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
-
How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
-
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.








