EXTRUSION: Double Flights Are Not a Cure-All
There are certain applications where double-flighted feed sections make sense, and others where they don’t.
.jpg;width=70;height=70;mode=crop;format=webp)
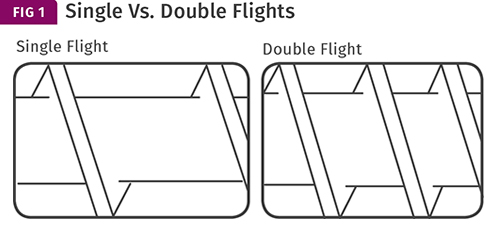
Single-flighted feed sections work better in smooth-bore extruders. Double-flighted feed sections work best when teamed with grooved barrels, or when the application requires side feeding or cramming. When misapplied, double flights can sometimes reduce feed capacity at the same pitch depth.
The cross-channel component of the moving force, Fz (barrel rotation relative to the screw), increases as the flight pitch increases, while the down-channel component, Fx , is reduced proportionally. The frictional coefficient is proportional to the pressure or normal force (Fz). This then increases the drag of the solids on the screw surface, indicated by the frictional forces (purple), which impede the solids movement and offset the effects of the wider channel.


I often see double flights in the feed section of screws designed primarily for recycling. Basically, a double-flighted feed section is best used for either grooved-barrel extruders, where the extreme pressure buildup needs to be balanced around the screw, or where the screw is going to be subjected to a side load from a feeder, crammer, or stuffer, which is common in recycling applications.
Double flights provide more consistent pressure around the screw circumference and more bearing or support area for the screw. That way, the contact pressure between the screw and barrel is reduced, thereby relieving the condition where adhesive wear can occur. Under adhesive wear conditions, the screw flight and the barrel surface are forced together with such pressure that the sliding friction becomes so great the surfaces actually gall or fuse, causing catastrophic screw/barrel wear.



With gravity feed in a smooth-bore extruder—where there is no mechanism to develop such high side pressure in the solids feed—the double flights will actually reduce the feed capacity at the same pitch and depth. For one thing, the additional flight takes up some of the channel space and presents an obstruction to the screw filling, as there is always a flight partially blocking the feed opening. This could be particularly restrictive for materials that are not free-flowing, like much recycle feedstock.
But probably more important is the additional screw surface area that the polymer must slide on to move down the screw. The basic premise is that the polymer must stick to the barrel more than it sticks to the screw in the solids feed area in order to move down the screw. It’s then expected that if the surface area of the screw is significantly increased due to the addition of the second flight, while there is a fixed area for the barrel, the feed rate will be reduced against the same down-channel pressure.
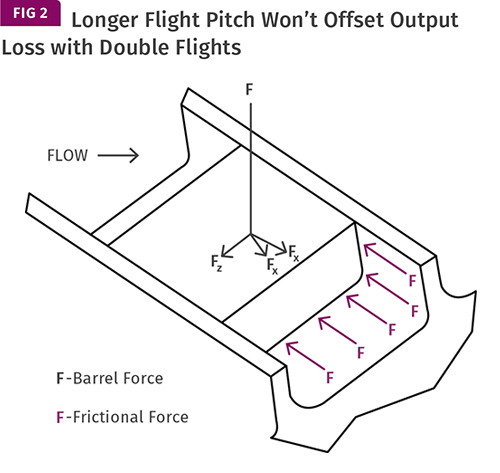
Making adjustments to offset that output lost due to the additional flight—such as designing a longer flight pitch or deeper channels to increase the volume of solids—is not a straightforward solution. The use of a longer pitch increases the cross-channel force and in turn increases the frictional coefficient of the solids against the screw surface.
The cross-channel component of the moving force, F (barrel rotation relative to the screw), shown as Fz in Fig. 2, increases as the flight pitch increases; while the down-channel component, Fx , is reduced proportionally. The frictional coefficient is proportional to the pressure or normal force, in this case Fz. This then increases the drag of the solids on the screw surface, indicated by the purple frictional forces, which impede the solids movement and offset the effects of the wider channel.
Deepening the channel also may not be as much of an offset as one would expect. A force balance on the solid resin shows the conveying efficiency decreasing as channel depth increases. This is due to greater particle slippage of the solids, causing a reduction in the average velocity of the solid bed with increasing depth. Reducing the flight widths to offset the reduction in channel volume due to the addition of the second flight has almost no effect, as that volume change is very small compared with the effect of the change in screw surface area. Mechanical and manufacturing limitations usually restrict how much the flight width can be reduced anyway.
Given these potential negative effects of double flights in the solids feed area, I suspect that the inherent advantages of double flights in the melting and venting sections precipitated their use. Because of uncertainty about how and where to start them after the feed section they are simply being extended backward into the feed section.
This whole analysis is greatly complicated by the changing frictional coefficients with temperature and the polymer particle characteristics affecting compaction. Also, frictional coefficients vary widely for the same polymer, so data is hard to come by. Finally, solids velocity and a force balance are undefined until compaction occurs, and that is also hard to define.
This means feed-section design still depends a lot on empirical data. However, the relationships noted above generally hold. So proceed with caution if you are looking to specify a screw with double flights in the feed.
Related Content

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
The Right Way to Design Vents in Single-Screw Extruders
Designing vents for single-screw extruders requires understanding of polymer flow in the screw channels. Some designs are more effective than others. Here are some guidelines.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
How Screw Design Can Boost Output of Single-Screw Extruders
Optimizing screw design for a lower discharge temperature has been shown to significantly increase output rate.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More