
Extrusion: What’s the Best Way to Vent?
There are advantages and disadvantages to each, and they must be evaluated before making a decision.
.jpg;width=70;height=70;mode=crop;format=webp)
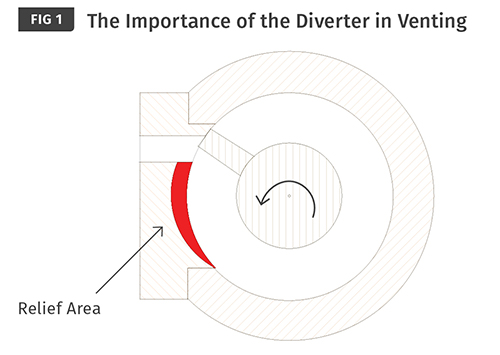
The diverter is a precision-fit plug that is shaped to precisely match the barrel wall with a contoured “relief” area on the bore surface. As melt passes the opening in the diverter, it reaches a relief area designed to accommodate the material until it is forced back into the barrel
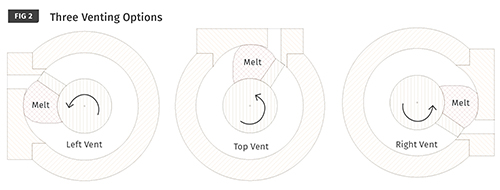
Extruders can be vented in one of three ways. The images above depict the choices when the screws rotates counter-clockwise. The left-hand vent is generally the best approach because as the melt bank passes the opening and enters the relief area of the diverter, it tends to sag back into the barrel due to the pull of gravity


Most single-screw extruders turn in a counter-clockwise (right-handed) direction and are vented on the left, facing downstream. The few extruders that turn clockwise (left handed) are usually vented on the right, also facing downstream. Both right- and left-handed rotating screws can be vented on top as well.
Which option is best? Choosing vent locations has consequences, so you need to understand the advantages and disadvantages of each before making up your mind.



You first have to understand the purpose and function of the vent diverter to comprehend why left-, right- or top-style venting makes any difference. Simply put, the design of the diverter is crucial to trouble-free venting. The diverter is a precision-fit plug that is shaped to precisely match the barrel wall with a contoured “relief” area on the bore surface (see Fig. 1). Remember, the melt that’s being pushed by the screw flight also sticks to the barrel, and when it passes the vent opening—the path of least resistance—it tends to be forced out. To counter this effect, the diverter has a relief area designed to accommodate the amount of melt that would be forced out the opening.
The basic choices of vent location depend on gravity and the volume of volatiles that are anticipated coming out of the vent. With a right-hand screw the three design options are shown in Fig. 2. (This whole scenario is reversed for a left-hand screw.)
The left vent has gravity working for it. As the melt bank passes the opening and enters the relief area of the diverter, it tends to sag back into the barrel due to the pull of gravity. This tends to empty the relief area in preparation for the passing of the next flight.
The same is true of the top vent, where gravity is pulling the entire melt in the relief straight down and back into the barrel. This makes the top vent the most effective at keeping the opening clear.
The right vent is the least effective vent position because the melt in the relief tends to sag into the opening and then get pushed further into the opening by the next flight.
The right-hand option requires a much more precisely designed relief area, and is still much more likely to plug the opening with melt. This is particularly the case every time the screw is stopped, as this gives the melt in the relief more time to sag into the opening.
Why are right-hand vents used in this less-than-optimum location? In coextrusion applications where spacing is tight, this arrangement may provide better access to the vent. In other cases the processor might feel that having the two vents facing each other cleans up the floor plan and the operating personnel can access both vents from the same position. In other cases it’s just a lack of operating knowledge.
Top venting provides the best option for maintaining a clear vent opening but is mostly used for special situations. The problem with the top vent is that when it plugs (due perhaps to a cold adapter downstream of the extruder) the melt can run all over the barrel and heaters in that area. Also it’s difficult to observe the condition in the vent without climbing onto the hot extruder.
However, for situations where a large amount of volatiles is anticipated from the vent, even the left vent can be difficult to keep the opening from plugging due to “foaming” of the melt. A top-vent design and the force of gravity can be a big help here, allowing the melt in the relief, as well as any polymer that may have gotten into the opening, to sag back into the screw channel.
Such situations occur in applications like recycling foamed polymers, compounding applications using water stripping, and processing of excessively wet polymer. In these cases, the disadvantages of a top vent are more than offset by the advantages provided by gravity.












Related Content

How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More