INJECTION MOLDING: The Trouble with Mismatched Nozzle Tips & Sprue Bushings
It happens more than most molders realize and can cause a host of molding problems. Here’s what to look for and how to fix it.
.jpg;width=70;height=70;mode=crop;format=webp)

The resulting leak in this case got so bad that it wound up on the wires, heater bands, and thermocouples, all of which had to be replaced.
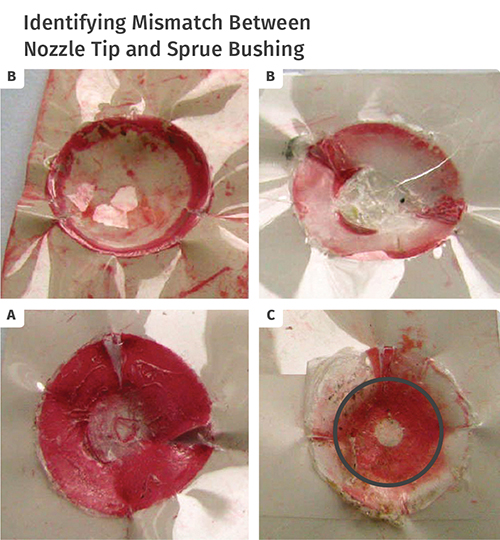
Use pressure-sensitive film to reveal the match between sprue bushing and nozzle. Photos B show the poorest match. A and C are better, but not ideal either



I often write that there are hundreds of variables in molding, but this month’s column focuses on what should be a non-variable: The mating between the nozzle tip and sprue bushing. What’s so complicated here? You get a 0.5-in. or 0.75-in. radius for the sprue bushing of the mold and buy a 0.5-in. or 0.75-in. nozzle tip to match with the appropriate orifice. Easy as it gets, right?
Wrong. Turns out that sprue bushings and nozzles tips are often mismatched. In my experience they are mismatched nearly 90% of the time. And that causes molding problems. To be clear, I am not talking a case where someone accidentally tries to mate a 0.5-in. tip with a 0.75-in. sprue bushing (or vice versa). I’m talking about a 0.5-in. tip not matching a 0.5-in. sprue, new or used. It might seem trivial, but there are a host of problems that can and do crop up as a result. Here are a few:


• Leaks: Figure 1 shows an example. This is more than wasted material; the leak got so bad it wound up encrusting the wires, heater bands, and thermocouples, all of which had to be replaced. This resulted in dollars lost to a massive amount of downtime, plus the expenses associated with labor and replacement parts. This happens more often than most molders like to admit.
• Splay or streaks: Even a small gap between the nozzle tip and sprue bushing can create a venturi effect, and air will get sucked into the melt stream. This results in splay and possibly silver streaks, which can be mistaken for the effects of moisture in or on the pellets. There are times the resin really is dry and the splay is caused by trapped air from the melt stream.
• Bubbles: Again, the venturi effect brings air into the melt stream, and if the air bubble does not make it all the way to the flow front, it might wind up within the part itself. You can even see it if the part is clear.
• Drooling, stringing, cold slugs: Improper contact between the nozzle tip and sprue bushing in cold runners can influence the heat transfer between the hot nozzle tip and the cooler sprue bushing. This is metal-to-metal contact, so there will be heat transfer, which can foul up the temperature control of your nozzle tip.
• Jet stream of plastic emanating from the nozzle-tip/sprue-bushing junction: This can be an unexpected safety hazard. It does not happen often, but if the hot melt stream hits someone, serious injury can result.
How can you tell whether the mating surfaces are indeed mating? I am not a fan of bluing agent but it can be helpful here. Brush bluing agent on one of the components and bring them together with the appropriate tonnage. This is usually between 2 and 10 tons, depending on melt pressures that can be developed by the injection unit and the radius of the nozzle tip. Pull the injection unit back and check how well it transfers.
An alternative—and my preference—is to use pressure-sensitive film, as shown in Fig. 2. Place the film on the sprue bushing and hold it in place with a piece of tape so that the tape will not be touched by the nozzle. Again bring up the injection unit to generate the contact force, then pull it back and look at the film.
In Fig. 2, both photos labeled “B” reveal a poor match between sprue bushing and nozzle tip. Photos A and C are better, but in my opinion A has too much contact area. This causes excessive heat loss that will result in a cold slug, drooling, or stringing, all of which cost molders thousands each day. It is a temperature-control problem. Image C is better but still not as sharp and symmetrical as I would prefer. The small contact area pictured in C will provide a better seal with lower tonnage requirements.
I used to think that mismatched nozzle tips and sprue bushings happened only every now and then. Then I figured that maybe I was simply running into worn, beat-up tips and bushings. But I have since come to realize this problem occurs about nine times out of 10. This was confirmed recently by exchanges I had with two mold builders. One found all of his nozzle tips and sprue bushings were mismatched, so he bought the reamers to repair his tips and sprue bushings. What he found was that the refurbished tips and bushings did not match or mate either. It cost him hundreds of dollars to have the reamers recut so he could fix his nozzle tips and sprue bushings.
What bothers me about all of this is that processors have more than their share of problems to deal with on a daily basis. Mismatched nozzle tips and sprue bushings should not be among them. You pay good money for these products and you’d think that they’d be made correctly. But the truth is, this too often is not the case and the problem winds up costing you thousands of dollars due to rejects and downtime because of a poor quality product from the suppliers. Simply unacceptable.
So how do you get them to mate properly? Jim Fattori, project engineer at LMT-Mercer Group, Inc., a Trenton, N.J., moldmaker, offers this advice: “The best thing to do is rotary EDM the sprue bushings (rough finish) and form-grind nozzle tips. It’s the only way to know what you’re getting and it has other important advantages as well.”
Related Content

Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read More
Online Versions of Process Development Course and Software Launch
NPE2024: FimmTech will introduce online versions of its Nautilus process development software as well as its Scientific Molding and Design of Experiments (DOE) process development course.
Read MoreRead Next

Time to Swap Out Those General-Purpose Injection Nozzle Tips
Still the standard in the industry, GP nozzle tips can cause a myriad of problems for molders. There are alternatives out there that should be examined.
Read More
How to Prevent Nozzle Tip Leaks, Part 1
Instead of learning from your mistakes, stop making them in the first place.
Read More
How to Prevent Nozzle Tip Leaks, Part 2
Your very costly mold in that very expensive press is relying on the performance of a $20 nozzle tip that no one ever checks, and has a high probability of not doing its job. Stop learning from your mistakes and start learning how not to make them.
Read More