INJECTION MOLDING: Why Pellet Size and Shape Are Important
Uniformity is needed to help ensure melt quality.
.jpg;width=70;height=70;mode=crop;format=webp)
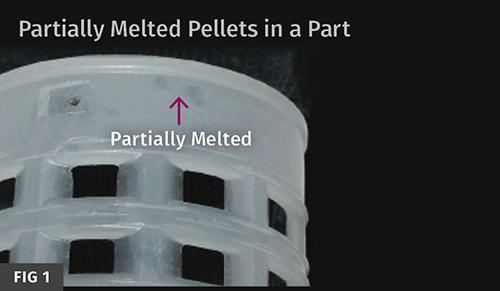
Variation in pellet size and geometry influences solid-bed breakup and is the source of partially melted pellets in your parts.
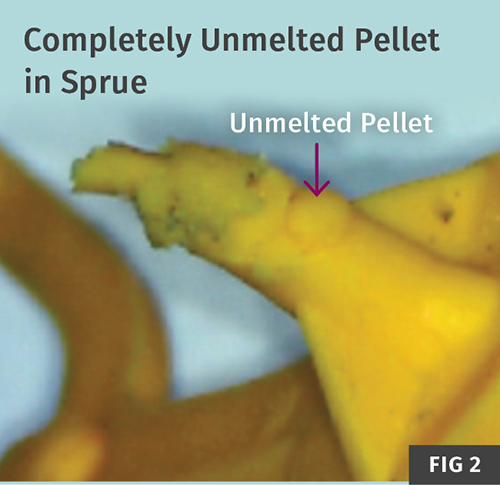
Variations in pellet size and geometry can cause some materials to pass through the screw completely unmelted.


There are hundreds of details in the injection molding process and in evaluating them I can get rather “picky.” This month I’m picking on the pellets. Regardless of the resin type or manufacturer, you as a molder want your pellets to be uniform in size and shape. But pellets vary in size and shape. In the case of regrind they can range from fines to larger chunks. Bottom line, you need all the pellets to be uniformly melted at the proper temperature. If your pellets range in size and geometry, this won’t happen. Non-uniformly melted resin will not yield uniformly good or identical parts…period. (By pure coincidence, Jim Frankland discusses this very subject in his Extrusion Know How column here.)
My guess is that the majority of molders do not give this issue much thought. Admittedly, it’s not the first thing I check when troubleshooting a problem, but I need to bump it up a few rungs. We assume all is well because we see molten polymer come out of the nozzle when we purge the machine, or because the parts look OK. That’s a bad assumption. To understand the problems with melting non-uniform pellets, let’s look closer at the melting process.



The melting process starts with the hopper, which feeds the granules into the feed throat. The hopper should be designed to provide mass flow—not funnel flow—so that resin is fed uniformly to the feed throat. There must be no channeling in the center, which is known as funnel flow (or “rat-holing”). Take a reality check: Go out to the shop floor and watch the pellets through the cleanout window. If the pellets up against the window do not slide down into the feed throat, you have a problem. My bet: 95% of the time, those pellets stay there for the entire run.
So how do you ensure mass flow? Check the hopper angle; for mass flow: It should be angled 60°. Single-shot hoppers are fine, provided you do not see fluidizing of the pellets (dancing in an air stream) when it calls for resin. If fluidizing occurs during screw rotation, you can guarantee the next shot will be a different part, because the fluidizing keeps some pellets from settling into the intake screw flights. This is a process variation. If you do have fluidizing in single-shot hoppers, fix the air leak at the junction of the feed throat with a good high-temperature silicone gasket.
Once you’ve established mass flow, make sure your feed throat is clean, unobstructed with big chunks, fines, or streamers, and is PID temperature controlled. Erratic water flow in the feed throat is not acceptable; it’s the most important zone of the process. It also should be set at a higher temperature than you think. The feed throat has two jobs: Feed the resin, and —just as importantly—act as a vent for gases escaping from the feed section of the screw. Set it at 55-65 C (130-150 F) to allow volatiles to escape and not condense. Even polypropylene will not get tacky at these temperatures.
If you have bridging problems, note the composition of the bridged material. If all the individual granules are stuck, then the feed throat is too hot. But if there is any completely melted polymer, or if the bridge is a ball of solid plastic, you do not have a feed-throat temperature problem. More likely your non-return valve is leaking.
Now let’s turn our attention to the feed section of the screw. As the screw rotates, it picks up the granules from the feed throat and augers them through the feed section of the screw. On a general-purpose screw, the feed section is a whopping 50% of the flight length. The purpose of the feed section is to compact the pellets and prepare them for the transition section (also called the compression zone). Here is where the flights of the screw pick up the granules, and they have to fit into the flight chamber. Pellets falling into the flight are no problem, unless they are either very large or very small (fines).
If the pellet is so large that it stands taller than the flight, it may or may not be sheared between the flight and sharp edge of the bottom of the feed throat. This can actually force the screw back, not allowing the flight to fill completely with granules. The screw just augers backward and you do not have a full shot of plastic in front of the screw. This is common with small-diameter screws and/or use of low backpressures. The result is the next shot has splay, bubbles, shorts, or unmelt.
Fines pose a different type of problem, as they melt much faster and earlier than normal-size pellets, which in turn reduces the friction needed to melt the normal pellets. Results are unmelt and black and white specks in your parts.
As the granules move through the feed zone, they begin to pick up heat of the rear zone, along with some compaction. This is when your friend Murphy—you remember Murphy’s Law—invites himself to the party. First, you have worry about where the air between the pellets is going as the pellets compact. If the melting process starts too early, air gets trapped and pushed through to the nozzle. The air shows up in your part as splay, which you may mistake for moisture. Running the feed throat hot and rear zone at the proper temperature allows the air to escape (vent) out the feed throat, perhaps taking along some moisture and other volatiles. Ask around if you don’t believe moisture and volatiles vent through the feed throat. Somebody will tell you a story of the feed throat burping pellets or, worse, being blown to or through the roof.
With compaction comes some pressure, but the high pressure (thousands of psi) develops within the transition zone. Here is where all the melting should happen. The transition section of the screw is where the root diameter tapers thicker to the metering diameter of the screw; this taper compresses the plastic against the barrel wall. The ratio of the volume of a feed flight to the volume of a metering flight is known as the “compression ratio.”
Here is where the size and geometry of the pellets become driving factors on how and when a pellet or granule melts. Any variation in geometry or size will cause different degrees of friction, and this in turn provides non-uniformity within the polymer melt.
My bet is that variation in pellet size and geometry influences so-called “solid-bed breakup, ”a disruption of uniform conversion of the “solid bed” of compacted pellets into a melt pool within the screw flights, which is the source of partially melted pellets in your parts (see Fig. 1). My guess is that nearly 70% of your parts have this problem.
Different coefficients of friction will generate different melting patterns as the pellets travel down the screw. And when Murphy is feeling particularly mischievous, you can get completely unmelted granules in parts. This is a rare occurrence but it does happen (see Fig. 2).
Bottom line: Non-uniformity in pellet size and geometry fouls up the melting process and is a source of cosmetic, physical, chemical, and performance problems.
Related Content

How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read More
The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More