Is It Glass Filled or Glass Reinforced?
Here is how to tell the difference.
.jpg;width=70;height=70;mode=crop;format=webp)


A couple of months ago I wrote an article comparing the properties of acetal homopolymer and copolymer. In that article I mentioned that glass fiber could be “coupled” (bonded) to acetal copolymer but not to homopolymer; and that as a result, the benefits of putting glass fiber into the copolymer were greater. Well, as it turns out, while I wasn’t paying attention, one of the major suppliers of acetal homopolymer did introduce a couple of actual glass-reinforced acetal homopolymers.


FILLED VS. REINFORCED ACETAL
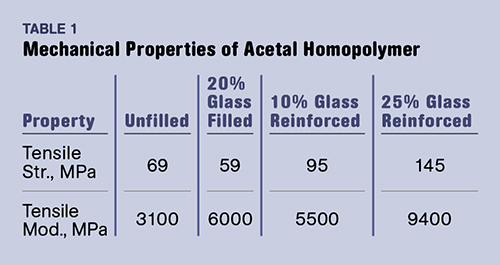
Table 1 shows the property profile of unfilled acetal homopolymer along with the typical 20% glass-filled grade and new grades that contain 10% and 25% glass where the fiber is coupled to the polymer matrix. The differences in strength are quite apparent and this serves as an excellent example of the difference between a glass-filled material and a glass-reinforced material. This is worth discussing in some detail because this distinction also exists for some other polymers.
It starts with the fiber. These provide greater performance improvements than typical fillers because they have something called an aspect ratio. In fibers this is the ratio of length to diameter. The greater the aspect ratio, the better the property improvement. The introduction of long-fiber reinforcements in the 1980s was designed to capitalize on this principle by increasing the starting fiber length in pellets from 2-3 mm to 11-12 mm.
Long-fiber materials with fiber lengths as great as 6 mm (1/4 in.) were actually offered before the introduction of the modern long-glass compounds, however the new compounds were made in a manner that maximized the “wetting” or surface contact between the polymer and individual glass fibers. The other way of improving the aspect ratio is to employ fibers with typical lengths but smaller diameters, which are called whiskers.
The surfaces of the glass fibers used in polymer compounding are typically treated or sized to improve the adhesion of the polymer to the glass. Different sizings are optimal for different polymers. But in some cases even a good sizing is not sufficient to produce an optimal bond between the polymer and the fiber. This bond is important because glass fibers add strength by managing the stress on the material when the polymer starts to undergo mechanical overload. The fibers are stronger than the polymer matrix and they consequently increase the strength of the entire compound. However, if the bond between the polymer and the glass fiber is weak, the transfer of the load is not efficient and the benefits of the glass are not realized.
If the glass fiber is simply added to the polymer without good bonding, the material is glass filled. If the bond between the phases is optimal the material is glass reinforced. The difference, as shown in Table 1, is significant.
Notice that while the strength of the glass-filled acetal is lower than that of the unfilled material, the reinforced materials are always stronger. In fact, a 10% glass-reinforced grade is over 35% stronger and nearly as stiff as the 20% glass-filled grade while at the same time reducing weight by 5%. This is an excellent example of a more efficient use of the same ingredients to achieve a better end result.
PROGRESS IN CHEMICAL COUPLING
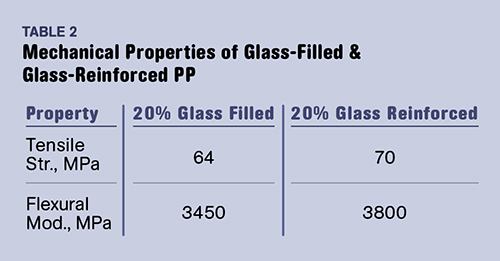
Polypropylene is another polymer where the process of adding glass fiber has undergone an evolution. The original materials were just glass-filled. PP is a nonpolar polymer and nothing much sticks to it, including glass fibers. But in the late 1970s and early 1980s, some suppliers began to work with a process known as chemical coupling. This involved making small adjustments to the chemistry of the polypropylene backbone to introduce polarity. This polarity improved the bond between the polymer and the glass fibers, producing the type of property improvement shown in Table 2.
This development created a new market for PP as a material that could compete with some engineering thermoplastics. As end users pushed this potential to its limits, improvements in chemical coupling produced additional enhancements. These improvements were not necessarily apparent on the data sheet, but they produced better performance in long-term applications involving mechanisms such as fatigue and creep. A 10% increase in strength and stiffness may not get everyone’s attention, but an improvement of this magnitude in short-term properties can double the fatigue life of a product.
PVC has undergone a similar set of improvements, with coupling technology increasing the performance of glass-reinforced materials over glass-filled materials.
Long-term performance in certain environments can also be improved by changing the manner in which the polymer and the glass fiber are coupled. PPS compounds are almost always sold with significant loadings of glass fiber. One of the benefits of PPS is that it has excellent chemical resistance and one of the chemicals that it stands up to very well is hot water, even if the water is chlorinated. Many other engineering materials such as acetal, nylon, and thermoplastic polyesters will hydrolyze in hot, wet environments while PPS holds up very well.
However, in the early years of using glass-reinforced PPS in hot, aqueous environments, the materials showed early failures that were puzzling. Evaluations of the failed parts showed that while the polymer was not damaged by the hot water, the bond between the polymer and the glass did break down. With the interface weakened, the parts lost structural integrity and failed. New coupling technologies have solved this problem.
There are other variables that can be manipulated to improve the performance of polymers with glass fibers. The composition of the glass fibers is one of these variables. The vast majority of the glass fiber used in polymer compounds is known as E glass. This denotes a certain chemistry in the glass and is accompanied by a particular set of properties. However, other glass chemistries are available that can impart different properties to the polymer matrix, but at a cost that is not typically considered to be worth the additional expense.
Another interesting variable is the geometry of the glass fiber. The cross-sectional shape of most glass fiber is circular. In the 1990s some interesting work was done using glass fibers with bilobal or trilobal cross-sections. This increased the surface area of contact between the glass fibers and the polymer matrix and produced some interesting improvements in mechanical performance. However, this was also a route to property improvement where the cost/performance balance was not considered to be attractive, even though these configurations are used in the carpet industry to increase resilience and even create certain optical effects.
But even within the realm of typical material compounding, it is important to understand that while bulk composition is important, the way the materials are assembled and connected to each other has a significant effect on performance, especially long-term performance. With all the recent attention being given recently in the automotive industry to reducing weight while maintaining performance, this is a principle that is important to remember.
About the Author
Michael Sepe is an independent materials and processing consultant based in Sedona, Ariz. with clients throughout North America, Europe, and Asia. He has more than 35 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting, and failure analysis. Contact: (928) 203-0408 • mike@thematerialanalyst.com.
Related Content

Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
Read More
Prices of All Five Commodity Resins Drop
Factors include slowed demand, more than ample supplier inventories, and lower feedstock costs.
Read More
How to Optimize Injection Molding of PHA and PHA/PLA Blends
Here are processing guidelines aimed at both getting the PHA resin into the process without degrading it, and reducing residence time at melt temperatures.
Read More
The Strain Rate Effect
The rate of loading for a plastic material is a key component of how we perceive its performance.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More