
Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
.jpg;width=70;height=70;mode=crop;format=webp)

A fundamental principle of viscoelastic behavior is the equivalence of time and temperature in determining the behavior of a material. Since all polymers are viscoelastic in nature, this principle applies to the mechanical properties of all things plastic. Unfortunately, these principles are typically addressed only in textbooks that provide a very rigorous mathematical treatment of the subject. The practical significance tends to get lost in the math; consequently, engineers who design plastic parts and specify raw materials remain unaware of this very important principle.
Simply put, under load, the effects of increased temperature are also observed by the effects of extended time without increasing the temperature. For example, the modulus of a polypropylene may decrease from 1600 MPa (232 kpsi) at room temperature to 800 MPa (116 kpsi) at 60 C (140 F). Modulus is a measure of stiffness and is defined as stress divided by strain. If we applied a stress of 4 MPa (580 psi) to a beam of this PP at room temperature, we would instantly observe a strain of 0.25%. If we performed the same operation on the material at 60 C we would observe a higher strain of 0.50% reflected in the reduced modulus caused by the increase in temperature. However, if we applied the same 4 MPa stress at room temperature and then maintained that stress for a period of 10 hr, we would observe the same total strain of 0.50%.


The effects of increased temperature are also observed by the effects of extended time without increasing the temperature.
The first 0.25% would occur the instant we applied the stress and the remaining 0.25% would occur over the ensuing 10-hr period as a phenomenon we call creep. In this example, the time-temperature equivalence is that an increase of 40° C (104° F) equals 10 hr. The specifics of this equivalence vary from material to material and can even vary for a given material depending upon the temperature range of interest.
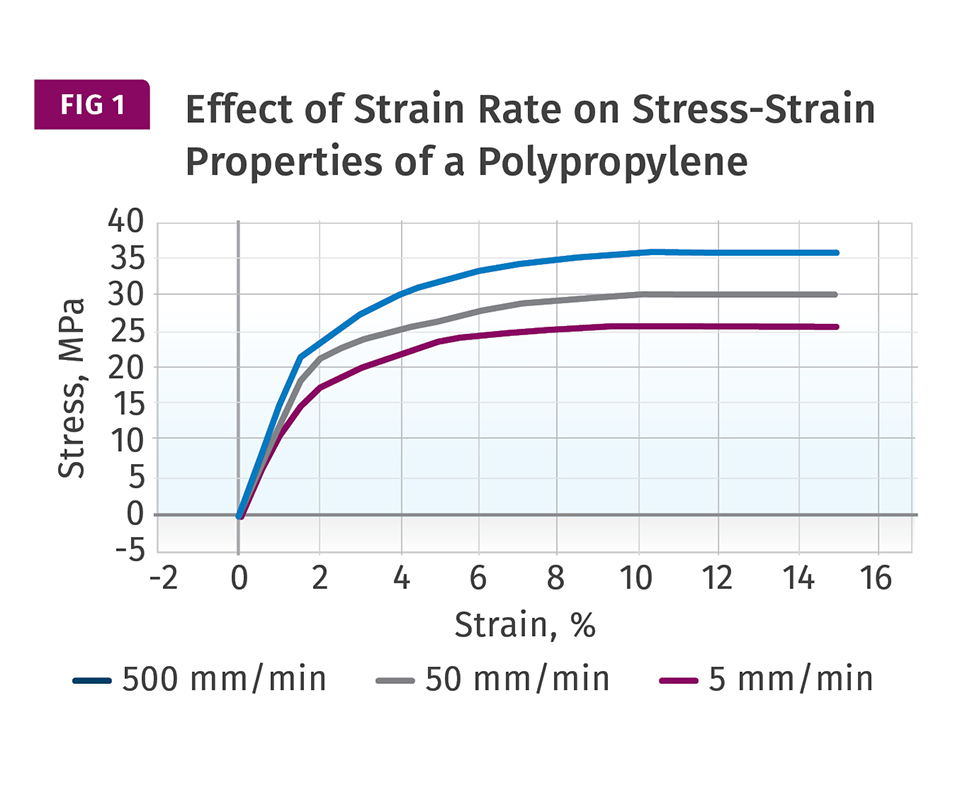
Strain rate is the reciprocal of time. Longer times are related to lower strain rates while shorter times are related to higher strain rates. Therefore, lower strain rates mimic the behavior observed at higher temperatures while higher strain rates reflect the behavior at lower temperatures. Figure 1 shows an example of this principle. Tensile tests were performed on a PP material at the same temperature using three different strain rates, indicated by the speed at which the crosshead of the tensile tester moved. At the slowest crosshead speed, the yield strength and the modulus of the material are at their lowest value.
As the speed increases, the yield strength and modulus also increase. The material appears to be stronger and stiffer simply due to the increase in strain rate, an effect that can also be achieved by keeping the strain rate constant and incrementally reducing the test temperature.
An important principle of behavior in plastic materials and in many other types of materials is that as strength and stiffness increase, ductility decreases. In a tensile test, the property of elongation at break, or ultimate elongation, is considered to be a relative measure of ductility. While Fig. 1 does not show the full scale of the tensile tests, it was observed that at the slowest crosshead speed of 5 mm/min the ultimate elongation was more than 300%, while at 50 mm/min the value at rupture was 125%, and at 500 mm/min it was reduced further to 30%.
Impact testing is another way of assessing ductility using a higher spectrum of strain rates. Figures 2 and 3 show the results of instrumented impact tests performed on a PVC material at room temperature using two different velocities: 15 ft/sec and 5 ft/sec, respectively. The purple line represents the load on the sample while the blue line gives the energy collected in the process of producing the failure.
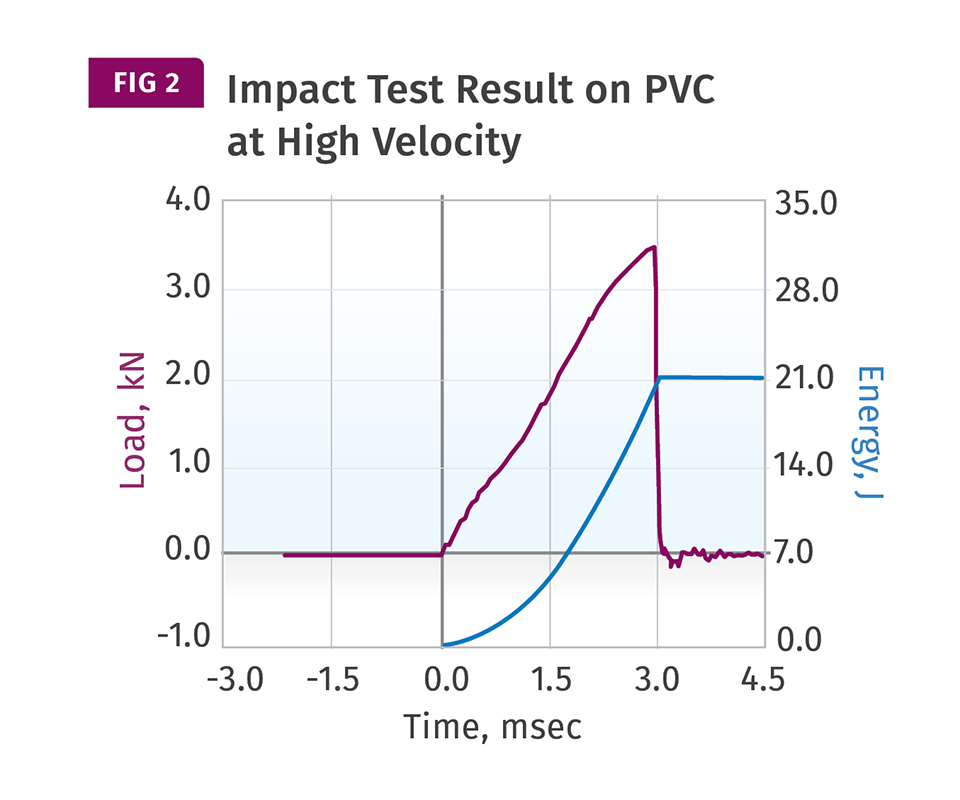
The high-velocity test in Fig. 2 shows a rapid increase in the load in a period of about 3 millisec. As soon as the test achieves a maximum value, the load drops off very quickly, signaling the occurrence of a brittle failure. Almost all the energy that was required to produce the failure, a total of 21 joules, was expended in the process of initiating the failure and very little additional work was required to produce final failure.
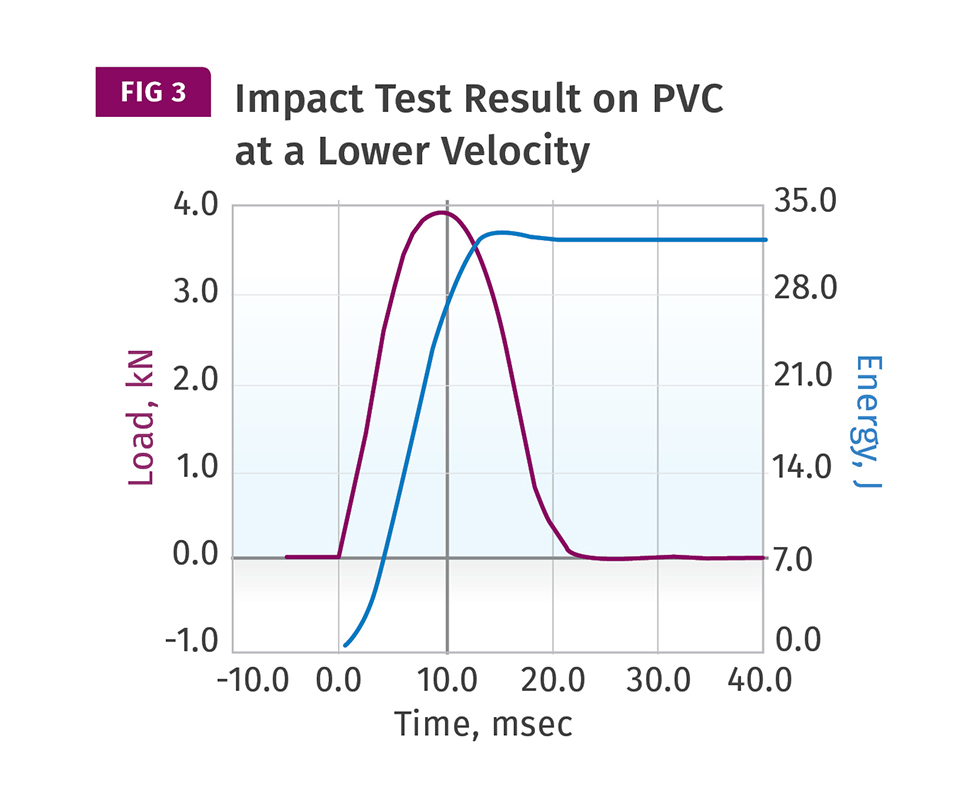
The lower-velocity test shown in Fig. 3 looks like it was performed on a different and much tougher material. The load builds up more gradually, partly due to the lower speed of the initial impact. But the most important difference can be observed when the peak load is reached. Instead of failing immediately, the material continues to manage the energy of the event, extending the time frame of the test to more than 20 milliseconds, an eternity when it comes to impact tests. The total energy required to cause complete failure increases by approximately 50% to 32 joules. But most importantly, the mode of failure changes from brittle to ductile simply because of the change in the impact velocity.
Both of the changes illustrated here, in the tensile tests on PP and the impact tests on PVC, could also have been created by keeping the strain rate the same and changing the temperature at which the test was performed. Reducing the temperature would have the same effect as increasing the strain rate, while increasing the temperature would have the same effect as decreasing the strain rate. If you were not told how the tests were performed, you would have no way of knowing which change was selected. And that is the point—neither can the plastic.
ABOUT THE AUTHOR
Mike Sepe is an independent, global materials and processing consultant whose company, Michael P. Sepe, LLC, is based in Sedona, Ariz. He has 40 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting, and failure analysis. Contact: (928) 203-0408 mike@thematerialanalyst.com.












Related Content

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More