Monday Morning Start-Up Of Accumulator Head Machines
Blow Molding Know How
A good way to achieve plantwide consistency on restarts is to establish a blow molding checklist based on the items discussed here, as different operators may be performing these steps at various times.
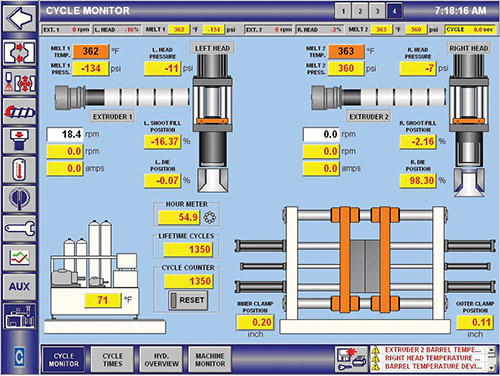
Cycle monitor provides an overview of all major machine functions, giving the operator the status of all conditions on one screen page.
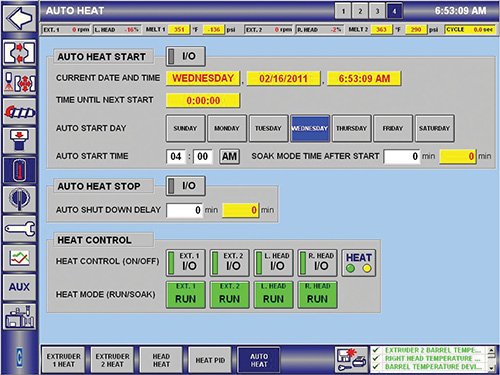
Automatic heat-up screen is used for timed heat control during start-up.


One of the most critical times for a production operation is the restart after a shutdown of a few hours or an entire weekend. Different molders proceed through these restarts in different ways. With today’s controls technology, many of the tasks are monitored on-screen, and “help” tips are available to resolve issues that may be presented to the operator.
That said, a good way to achieve plantwide consistency on restarts is to establish a blow molding checklist based on the items discussed here, as different operators may be performing these steps at various times. For the purposes of this column, we are assuming a restart on a currently running product with the same material and color.
If the machine has automatic heat-up, the first step is to assure that the heaters are in fact on and progressing to a fully ready “soaked” state. Soak time is defined as the heating process to ensure that the running temperature has “soaked” through the entire unit, including the outside of the heated component, the plastic inside, and internal metal parts.
The heat-up process should be monitored every few minutes to avoid a lag in heat soak. Pay special attention to the head(s), as these are large and require the most heat-up and soak time. Typical heat/soak timing for an accumulator head is about 4 hr.
Make sure critical utilities such as plant cooling water and air supplies are energized at this point. This will allow significant time to bring the conditions up to normal running state.
Another priority is to check for any machine alarm conditions. Active alarm issues can be resolved at this time. This will minimize headaches as you progress with your start-up.
At this juncture, walk around the machine to assess its condition and any possible issues. This will prevent delays from popping up once the machine is started. This inspection may include, but is not limited to, looking for any oil or water leaks, loose components, plastic buildup on tooling or heads, resin spills, metal on hopper magnets, filter clogging on control cabinets or drives, and exhaust muffler fouling.
Also examine auxiliary equipment such as blenders, vacuum loaders, chillers, heat exchangers, and the like for similar issues. This should take just a few minutes. In warm, humid conditions, this inspection may have to be delayed or settings modified to avoid a buildup of condensation on the molds prior to processing.
A general area housekeeping review and touch-up is also recommended to keep the work area safe and more efficient during the machine start-up.
Preparing any work-in-process documentation is best done before machine start-up. Once the machine has been checked out as suggested, the next step is a purging sequence to get material moving, clear out any degraded material, and start to move toward a steady-state machine condition.
Again, first verify that the heaters are at setpoint and fully soaked. Then bring all gates and safety interlocks to the safe condition. Start the hydraulics and the parison-program hydraulics if necessary on your particular machine. Bring all of the machine axes to their “home” position. Check auxiliary functions such as retractable blow, needle-blow action, core pulls, and blow stands.
Then open the hopper slide to start material flowing into the extruder. Reduce the extruder screw speed to a low setting (typically about 5-7 rpm). It’s extremely important to watch the drive amperage and extruder end pressures during this period to avoid equipment damage from overpressure conditions. Bring screw speed gradually up to desired rpm, watching the amps and pressure.
Partially fill and purge the head(s) to expel any degraded material and start the process of temperature normalization. Once the head purging shows no degraded material and good parison formation, the machine is ready to begin processing. A final head tooling cleanup at this time is the last step to prepare for production start-up.
Fill the head(s) and start the machine in semi-auto or full automatic operation. During this time, changes to machine settings or mechanical adjustments should be held to a minimum, as the extruder and head(s) require some time to settle into a steady state. Although it may be hard to resist making adjustments now, the benefits of waiting are a more efficient overall start-up plan.
Minor adjustments may be necessary to maintain a fully automatic cycle, which is a step toward reaching the process steady state necessary for consistent production. After reaching the steady state on the machine, the quality and product checks will signify when the product is ready to pack. This could require some minor fine-tuning adjustments.
EDITOR’S NOTE: The author acknowledges Steve Griffiths’ contribution to this article. Griffiths has 17 years of hands-on experience with industrial accumulator head machines. He is currently senior process/service technician for Graham Engineering Corp. He has been involved with hundreds of machine startups and troubleshooting over the years. Contact: (717) 891-3852; email: sgriffiths@grahamengineering.com
Related Content

The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read More
Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More