
Review Mold Requirements Before Buying a Press
If you are in the market for a new blow molding press, best to first review all the different types of molds you might be running in that machine.
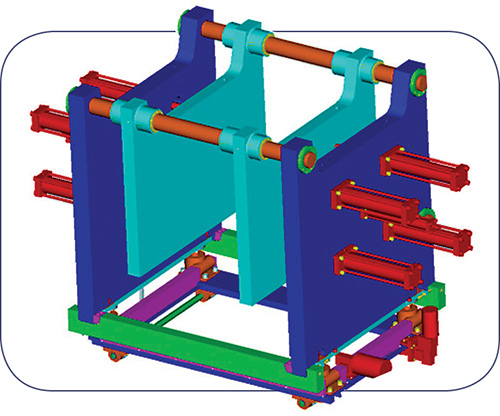
This is a typical press design with three-guide-bar construction. The press provides a rollout feature to allow more access to the head tooling for mold changeovers.
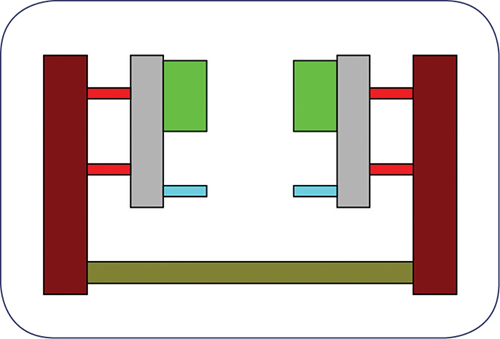
This view of the press shows a very small mold mounted near the top. The two bars on the bottom under the molds are used as standoffs to prevent mold breakage and allow for full tonnage across the entire platens.



If you are in the market for a new blow molding press, best to first review all the different types of molds you might be running in that machine. Many of them can be as different as night and day.
Some molds might require a completely different sequence of operation to produce the part. Some of the mold mounting sizes will be different due to outrigger cylinders beyond the mold. Best to do your homework up front and be prepared for changes sooner rather than after the fact.
When you conduct this mold review, make sure to categorize the size of the molds plus any outriggers attached; the tonnage required to pinch the parison and hold the molds closed during the blow cycle; whether you’ll need to mount additional spacer stand-offs on the platen faces to equalize clamp tonnage over the platen surface (if the molds are much smaller than the platen faces); and what type of air-blow system will be required—needle blow with pre-pinch, top or bottom blow pin.
When looking at new equipment, you’re better off buying a press larger than you think you might need. This will allow long-term flexibility and permit production of larger parts later on. If you are looking for a 60 x 60 in. clear-platen press, consider upsizing to 74 x 60. This will give you more room for larger molds and outriggers on the molds.
There are several ways to mount and hold the molds on the platens. There are grouped holes that are drilled and tapped into the platen functioning faces. There are also large holding location holes machined into the plates. These holes are about 4 to 6 in. diam. and ½ in. deep. A matching ring is machined on the back of the molds to center the molds under the head.
Other types of mounting devices are plates that hang off the top face of the platens, with matching hanging plates on the molds. My preference is ¾-in. horizontal “T” slots that run across the face of the platens. Depending upon the platen size, there are normally four to six horizontal rows of slots. The “T” slots are most convenient when using dual heads and side-by-side molds. It is best to mount the molds on a backup plate and then mount the molds to match the dual-head centerline. The holes through the backup plate should match the tapped horizontal “T” slots in the platens.
The “T” bolt arrangements are very safe when removing and mounting the molds on the platens.
Three-guide-bar press construction is preferred, since it is designed to minimize platen or end-frame deflection to ensure proper mold pinchoffs (see illustration). The operator side of the press on the bottom does not have the lower guide rod. This makes it very convenient for the part takeout device to accommodate long molds and also makes mold changeovers easier.
It is also beneficial to have high-speed, repeatable platen movements at up to 1200 in./min combined with a no-shock hydraulic system. The press must provide minimum platen and end-frame deflection.
A motorized adjustment to move the press up and down is useful for mold setups. For the sake of speed, it is possible to leave the safety gates open for setups and mold mountings. But it is wise to not cheat the system. Check the latest ANSI specs on blow molding machine safety guidelines.
Many proportional valves are used on the molded part functions mounted inside the press area. These valves should be mounted outside the press frames and front and rear safety gates.
Many applications utilize moving split molds, which allow removal of molded parts by relieving deeply recessed areas (for deep blow ratios and part entrapment) by repositioning the mold slide and leaving a good radius on the deep area. Also common are core slides, which may have air or hydraulic actuation. These valves must also be positioned outside the press area. And don’t forget about special items such as blow-pin stands, which may be used for in-mold finishing of necks, or even unspin pins for internal threads.
Motorized press rollout allows room for mold changeovers with overhead cranes. Once the press is rolled out, the head tooling (mandrel and bushing) can be replaced with much more clearance to work on the mounted tooling, which is extremely hot. This allows special equipment to be used for tooling changeovers. This is a very safe way to do the changeover with minimum risk. Typically, this will save 30 to 60 min for the complete change.
A servo-actuated press eliminates the need for rack-and-pinion mechanisms. These are replaced with an independent system for controlling each platen speed at all open/close positions. This system allows for fast setups and changeovers. For example, you can leave one mold open and the other mold half at the closed position to set up blow-pin functions. That can save up to 2 or 3 hr of setup time, results in extremely accurate setup with no mechanical backlash, and the preset mold-closed centerline can be offset in either direction.
The lock-up of both platens ensures no pushover on the desired closed centerline position. There is an alarm for positive center-position protection on full close. This will eliminate damage to blow pins or molds and will maintain uniform opening on blow pins.
This system is designed to hold the press platen centerline within less than 0.020 in. Instant high-tonnage lock-up is accomplished by use of the same press cylinders for fast close and lock-up tonnage, which ensures instant pinch-off at lock-up. Excellent pinch-off on parts means faster cycles, as operators can remove flash manually.
Ensure consistent cycle-to-cycle platen position. The PC controller can regulate functions to control ramping of platen movements and positions. This can provide production yield of up to 95% good parts.
The press-position linear transducers are located inside of kicker cylinders (on each side) for efficiency, repeatability, and mold protection. This eliminates the wear resulting from external transducers and saves on replacement costs. This also ensures positive location positions for all press movements. The kicker cylinders are used for fast opening of platens.
















Related Content

Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More