The Cause of Catastrophic Screw Wear
Erratic feeding can be the culprit. This is not uncommon when dealing with recycled material.
.jpg;width=70;height=70;mode=crop;format=webp)
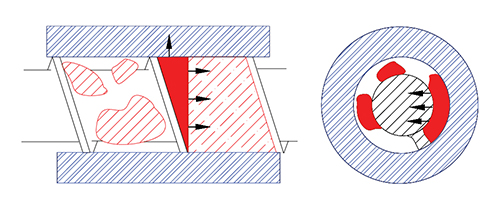
FIG 1: Areas of the screw that are full will develop pressure from the wedge action because the solid polymer does not slide easily on the barrel wall. That results in unbalanced force on the screw, which is pushed in the opposite direction against the barrel wall.
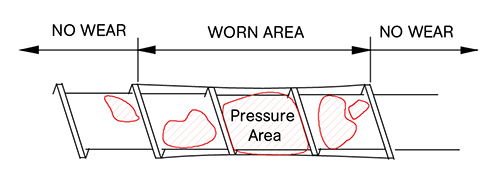
FIG 2: Here a 6-in. screw was catastrophically worn in only three diameters near the end of the feed section. The side force necessary to bend a shaft with that root diameter to that amount of deflection was more than 60,000 lb.


I frequently come across catastrophic wear when I’m examining screws used in a recycling process. Recycling presents some issues not generally found in traditional extrusion operations that rely on pelletized polymers, even when these conventional processes use high percentages of regrind. That’s because the film, fiber, foam, or bottle scrap fed into recycling extruders often has low bulk density and non-free-flowing characteristics. Whether the extruder is fed by gravity or with a side feeder, crammer, or stuffer, there is always some inconsistency in the feed uniformity due to the erratic characteristics of these feedstocks.
Most processors intuitively know how much force a screw jack or even a bolt can exert, but they do not realize that the same principle applies to the extruder screw. The screw is actually an inclined plane or wedge that’s wound spirally around a cylinder in a helical form. This design creates an action just like a wedge and multiplies the force of the screw drive. For a standard flight pitch, the multiplier is about four times the torque of the drive, not taking friction into account.


The localized forces acting in a single-screw extruder are enormous when the polymer is still in solid form. When the screw is fed inconsistently, it is alternately full and partially full at different locations until compaction is fully completed farther down the screw. Areas that are full will develop pressure from the wedge action, because solid polymer does not slide easily on the barrel wall. That results in pressure in the polymer and an unbalanced force on the screw. This pushes the screw in in the opposite direction and presses it against the barrel wall with enormous force because of the small resisting area of the screw flight (see Fig 1).
Although these forces cannot be observed from outside the extruder, there is no question they exist. Otherwise, how could you explain a screw that is worn over a short distance and yet essentially unworn before and after that area. In order to wear in that pattern, the screw has to bend over that distance. I recently investigated a case in which a 6-in. screw was experiencing catastrophic wear in only three diameters near the end of the feed section (Fig. 2). I calculated the side force necessary to bend a shaft having that root diameter enough to permit that amount of deflection: It was about 60,000 lb. And that was assuming no bending support from the screw flights, which do greatly strengthen the screw in bending—meaning the actual force was much more.
There are two types of “wedging.” There is a distinct difference between the wear caused by erratic feeding and the wear due to insufficient melting capability. Wedging due to inadequate feeding is generally contained to the feed section and first turn of the compression section. On the other hand, wedging due to inadequate melting capacity can cause the compression section (barrier section) to temporarily plug with solids and cause an unbalanced force on the screw. That form of wedging is usually contained in the latter half of the compression section. Melt-limited wedging causes accelerated wear but generally not catastrophic wear, because the screw is filled and there is some support from the opposite side, depending on the degree of melting.
Some operating practices—such as manually dumping bales of film scrap into the hopper—really accelerate the wear as the screw alternatively runs full and empty, causing large moving side forces. Letting the screw run empty and then suddenly filling it at full speed will have the same effect. Less severe but still very problematic are the use of feed-assist devices such as crammers, stuffers, and side feeders that are not designed and/or operated properly.
If catastrophic wear is occurring in the feed section or early part of the compression section, consider stabilizing the feed rate into the screw. This may require additional polymer grinding or changes in design of the screw or any apparatus that assists in the feeding recycled polymer into the screw.
As a guideline, when the feed rate into the screw is erratic there will be evidence in continuous variation in the motor amps with a proportional change in head pressure at the same frequency. The forces are so great that the use of premium screw and barrel materials will only have a minor effect on the wear rate.
Related Content

Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read More
The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More