
Injection Molding: Time for Another Look at Non-Return Valves
First and foremost, they must seal properly, and check valves with stepped angles or radiused seats perform the best.
.jpg;width=70;height=70;mode=crop;format=webp)
Most non-return valves seal over a relatively wide area. This can result in leakage that will push melt all the way back to the feed throat after a few shots.
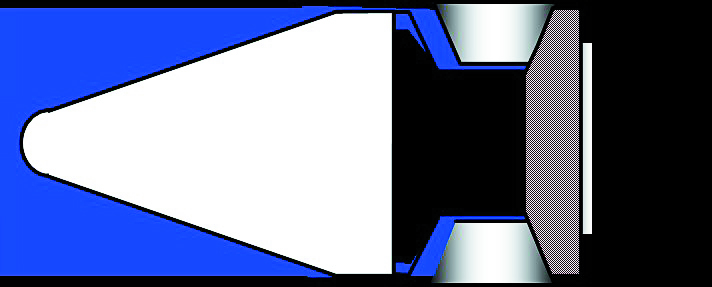
In this design, the ring rotates with the screw.
In this design, the ring does not rotate with the screw.


One of the most important details of the hundreds involved in injection molding is the non-return valve, or check ring. There are various versions of this—the three-piece, four-piece, full-flow, ball-check, etc. Leakage upon injection continues to be a problem, especially on small shot sizes. Most molders recognize the issue, but few do anything about it. But there have been some developments worth noting.
One gaining acceptance is two-stage machines. These have a screw to melt plastic and feed a plunger to make shot size; the plunger injects the plastic, much like a syringe. The tolerance or fit of the plunger and barrel is tight, providing less leakage and better shot consistency. Note that the plunger does not rotate. This works well but there is a trade-off for a larger pressure drop in the form of a longer and more complex nozzle body.


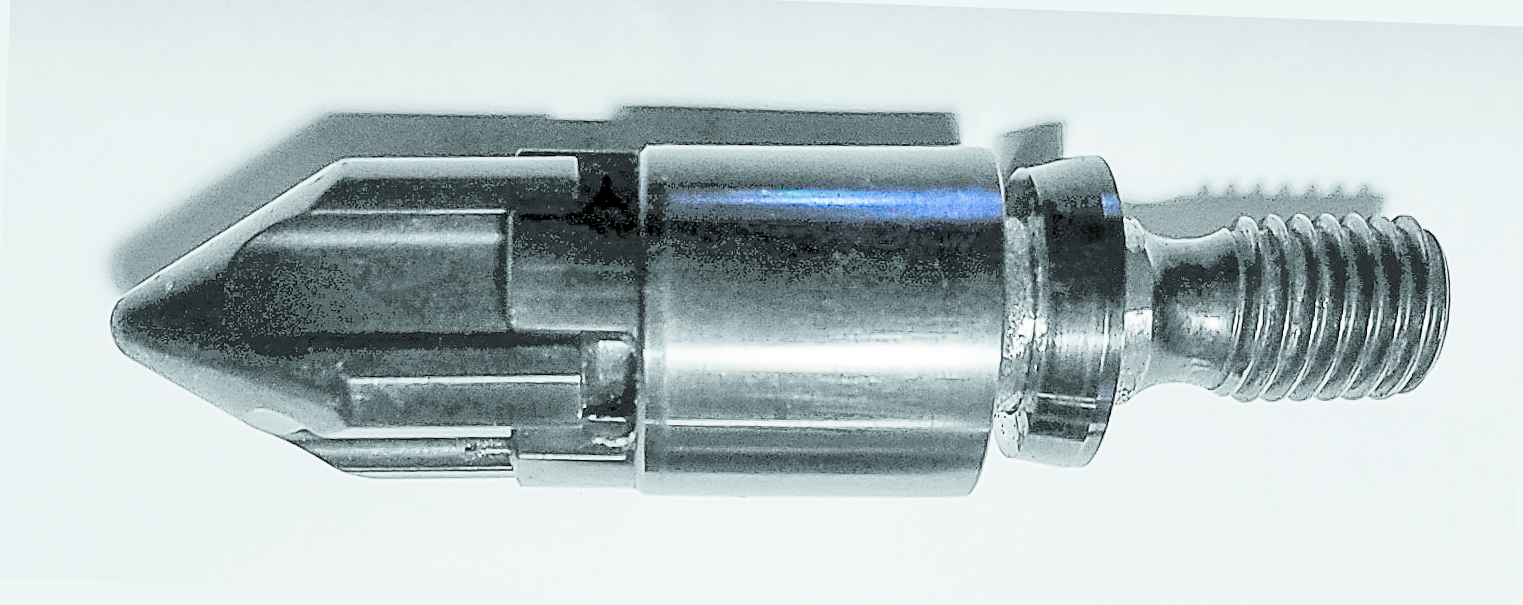
Yet another development has seen a switch from the “sliding ring type check valves (Fig. 1) to a “locking” ring type (Fig. 2). To be clear, what I call the “sliding” ring is where the screw rotates and the sliding ring does not; it only moves back and forth horizontally. Lately I am seeing most new check rings of the “locking” ring type. The ring still moves back and forth during recovery and injection, but it rotates with the screw as the screw rotates to make shot size. The ring is “locked” with the screw tip and rotates at the rpm of the screw as it builds the shot. I am not convinced the “locking” is a good idea.
What are my concerns? For starters, tolerances, barrel wear, and performance. The clearance between the ring and the barrel wall needs to be tight. You do not want the plastic to leak between the ring and the barrel wall. You want this to act like a syringe and not allow plastic to leak backward as we inject. Therefore, if this is a tight fit and it rotates at high rpm, aren’t you going to wear the front end of the barrel faster? Think of filled (like glass fiber) resins. Some may argue it is not a big deal for unfilled resins, but they will have to convince me that there are no problems with dirt, pieces of metal, other types of contamination, and unmelted or partially melted granules, especially with semi-crystalline resins. Most processors recognize that the non-return valve is a problem in molding. But, where is the research to figure out how to correct this so we make parts that are more consistent? I want valves cut and tested and then see resulting data. That said, let’s revisit what we have and what available technology might apply.
What is needed for a “good” non-return valve? The basic functions of a non-return valve are:
1. To allow plastic for flow through it—not over it—during screw rotation to develop the required shot size for your part. There should be no dead spots for the plastic to accumu- late or hang up. The flow path for the polymer should have minimum pressure drop and no shear stress due to sharp corners.
2. To provide a near-perfect seal so that upon injection this valve slides shut quickly and acts like the plunger in a syringe to push plastic forward into the sprue, runner, gate, and cavity, not allowing any plastic to slip back during injection, pack, or hold. We want it to seal under pressures up to 30,000 to 60,000 psi (2070 to 4140 bar).
3. To work properly on every shot.
4. To do the above without excessive wear on the barrel inside diameter. Note: It is possible that the non-return valve works properly but still does not hold a cushion due to wear on the inside diameter of the barrel. A better seal is made over a small area—not at mating or near mating angles.
5. To last at least six months to a year under normal use, understanding that some abrasive resins or filler will influence functional life.
As I’ve written in previous columns and said in every one of my seminars: It is critical that the check-valve seal not leak. How do make a good seal? Is it best to seal over a wide area or over a small area? Look at almost any container at home; take the cap off and analyze how the seal is made. You must admit these do a good job most of the time. Water bottles, sauce jars, you name it ... they all have small contact angles and few failures. Granted, these are low-pressure applications; but at 20,000 psi, a seal is best made over a small or narrow area, not a wide area like 90% of all check valves.
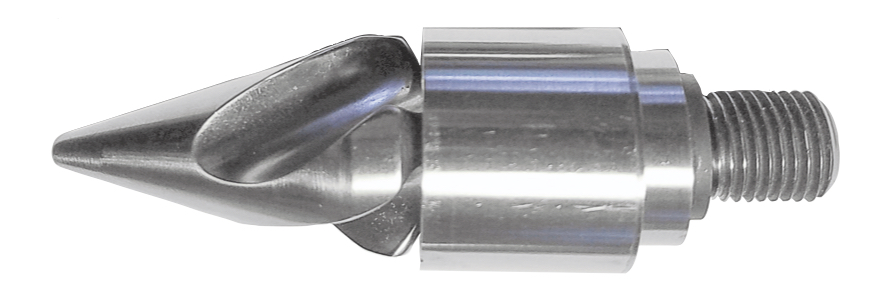
Take a good look at the non-return valve, even a ball check, and you see we are sealing over a relatively wide area. So wide that if you have a glass fiber, piece of dirt, or even a partially melted granule, the injection pressure could lift the sliding ring or ball off its seat. This will result in a leak that will push molten polymer all the way to the feed throat after a few shots. This is not solved by locking the check valve; it is solved with a stepped or better yet radiused seat. A recent study showed the radiused check valve (Fig. 3) outperformed the standard by 87%.
We need a stepped angle or radiused seats to accomplish proper seal. The point being that a better seal is made over a small area—not at mating or near mating angles. A stepped or radius works and wears better. Some of my clients are seeing shot repeatability they have never seen before, with three times the life of a standard valve. Questions remain as to what radius is best and where should it go—on the seat or the ring? Our industry is the third largest manufacturing base in the U.S. and we need more and better fundamental research.
ABOUT THE AUTHOR: John Bozzelli is the founder of Injection Molding Solutions (Scientific Molding) in Midland, Mich., a provider of training and consulting services to injection molders, including LIMS, and other specialties. Contact john@scientificmolding.com; scientificmolding.com.
















Related Content

The Strain Rate Effect
The rate of loading for a plastic material is a key component of how we perceive its performance.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read More
How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More