What's Different About Molding Engineering Plastics
Injection Molding Know How
If you try to run them like commodity materials such as PP you'll have problems.

Most engineering plastics will flow fast if you force them to, but they’ll often complain about it by giving you surface blemishes. This is what happens if you mold acetal too quickly.
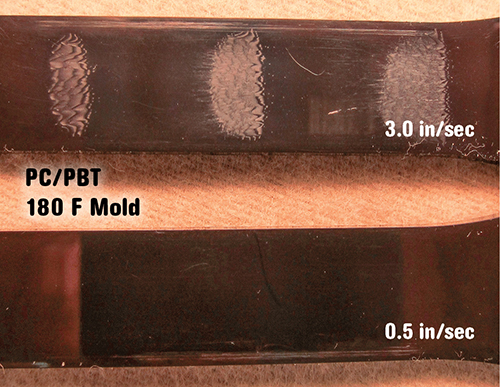
The surface blemish on this PC/PBT part went away after slowing down the injection speed.

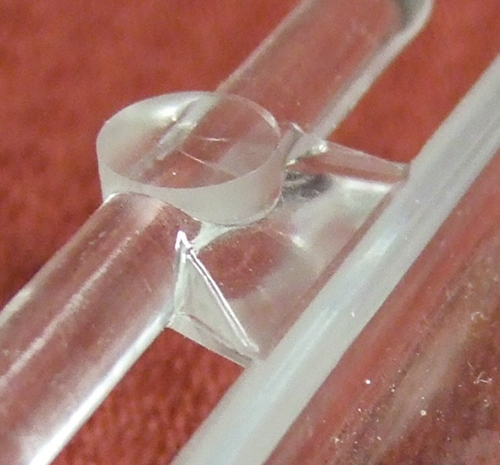
An indirect wedge gate with an extended cold well is an excellent gate design for minimizing shear and gate blush (below) in acrylic, polycarbonate, PC/ABS, or PC/PBT alloy.

This fan gate produced gate blush on a PC/ABS part because the gate thickness was only 40% of the wall thickness. It should be 80%.

The most common mistake molders make when molding an engineering plastic is to treat it like polypropylene. PP shear thins nicely and doesn’t mind being blasted through tiny subgates or poinpoint gates. It also isn’t terribly picky about melt and mold temperatures. A fast fill, a cold mold, and you’re good to go.
Unfortunately that is not the prescription for molding most engineering resins. When running these polymers, you need ridiculously large gates, a very hot mold, and an unimaginably slow fill. How slow? That depends on the specific material and the cosmetic requirements, but generally the fill speed can be on the order of one or two tenths of an inch per second. Most engineering plastics don’t care much for high shear. They’ll flow fast if you force them too, but they’ll often complain about it by giving you surface blemishes.


Of course, you can’t fill slowly if you’re running tower water in your mold. At 70 F the melt front will freeze off before you’d ever fill the mold, or will give you a slip-stick/rippling defect. So hook up a temperature controller and heat your cooling water. If you can’t poach an egg in it, your cooling water is not hot enough. At the very least start at 160 F, though 190 F would be better. This will give you better gloss, lower molded-in stress, and will allow you to run your melt temperature lower, which will reduce material degradation and cycle time.
How large a gate do you need? As large as you can get away with. Preferably, the gate thickness or diameter should be 80% of the part thickness. And if it’s a thin-wall (0.040-in. or less) part, make the gate 100% of the part thickness. If the part is larger than a slice of bread or more than 0.100-in. thick, forget about subgates, pin gates, and the like. Those restrictive gates can work for HDPE, PP, and HIPS, but most other plastics hate the high shear they generate.
The best gate for most engineering plastics—as well as high-performance plastics like polysulfone and polyetherimide—is an indirect wedge gate. Make the gate the thickness of the runner at the runner, and 80% of the part thickness at the part. The width of the gate will depend on the amount of plastic you intend to pump through it. For a medium-sized part, a width of 0.5 to 0.75 in. would be sufficient, while for a large part, such as a quarter-panel for a golf cart, a width of 2 to 2.5 in. would be more appropriate. The length of the cold well after the gate should be twice the width of the gate.
Incidentally, even semi-crystalline engineering plastics like nylon and PBT, which normally flow pretty well, benefit from this type of gate when they are filled with glass fiber or minerals. I once visited a molder trying to mold a hand-sized part from a heavily mineral-filled grade of PBT. He couldn’t make a good part. I pointed out that subgating into an ejector pin flat was the wrong approach. I sketched out on a packing box the indirect wedge-gate design illustrated here. The molder protested that he was able to mold another (unfilled) grade of PBT just fine with a pin gate. What he failed to grasp was that the mineral-filled grade was only one-third shear-thinning polymer and two-thirds powdered rock. And rock doesn’t shear thin.
I can already hear the protests: “You want me to increase my fill time; increase my gate size, which will increase my pack time; and heat my cooling water, which will increase my cooling time. You’re killing my cycle!” If we were molding PP, you’d be right. But engineering plastics don’t behave like polypropylene. They solidify and are ready to eject a good 100° F hotter—and therefore sooner—than you could ever dream of doing with commodity resins. I often find the cooling time needed for nylon or acetal or PC to be no more in a hot mold than the same part molded in polypropylene in a cold mold.
Yes, a larger gate does means a longer pack time. What many people miss is that the plastic is also cooling during packing, so any extra time you add to packing can be subtracted from cooling, with no impact on the overall cycle. Plus, if you have a large gate and run a hot mold, you should be able to reduce your melt temperature, which will not only decrease cooling time but also improve part quality.
Even if you do find these changes adding a little extra time to your cycle, let me leave you with one last thought: No one ever stayed in business by molding rejects fast.
About the Author
Joe Henz is a chemical engineer with 30 years of experience in the plastics industry, primarily with GE. He now teaches courses in injection molding and plastic part design at the Polymers Center of Excellence and UNC-Charlotte in Charlotte, N.C. Contact: (704) 602-4125; email: jhenz@polymer-center.org; website: polymers-center.org
Related Content

Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read More
The Strain Rate Effect
The rate of loading for a plastic material is a key component of how we perceive its performance.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More