
- Home
- Blending Basics
- Blending vs Dosing
- Dosing Basics
- Liquid Dosing
- Maintenance
- Process Integration
- High Volume Blending
- General Questions

How Blenders Work
.jpg)
Dosing devices also known as Feeders or Metering Devices, generally provide for the introduction of a measured amount of material, typically an additive or color, to an existing flow or quantity of material, typically a base resin (virgin) and often, regrind.
Dosing at the machine throat:
Dosing can be provided as an add-on to an existing flow of material on the throat of a processing machine where it is triggered or speed-governed by the processing machine itself. In injection molding, as the machine cycles, a dose, calibrated to the shot size of the molding machine is introduced into the gravity flow of the other materials. In extrusion, as the machine operates continuously, constant dosing is provided at a certain rate, in step with the speed of the extruder.
In some cases, multiple dosing devices may be connected to a single machine throat for the introduction of multiple additives, or simply to provide rapid changeover ease with redundant dosing units already installed. In other cases, materials like regrind may be dosed into the flow - in addition to - or instead of, additives. Often times, some form of mixer maybe installed below the dosing device to enhance the blending of the newly introduced additives with the base resins.
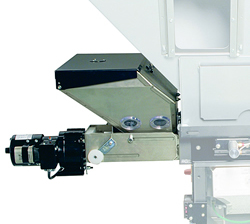
The mounting frame for dosing devices of this type is critical to assure:
The ability to support the supply hopper(s) for base resins above it, as well as the dosing unit (typically installed into the side of the support frame) with solid connection to the throat of the processing machine below it.
The ability to readily calibrate the dosing unit to accommodate the additive or material it will be metering. Calibration, is typically accomplished by a catch and weigh procedure, to align the performance of the doser to the material it is metering and the rate at which it will be metering.
The frame device must create a void in the base material flow, so that the dosed additive can readily join the flow of material and not be displaced by its flood feed to the throat.
The frame may be required to accept a mixing unit below it, without sacrificing structural integrity.
Dosing units installed onto processing machine throats may operate either: Volumetrically...by providing doses of additive in measured volumes, by a rotating auger, or a perforated rotating disk, or some other less common means, or Gravimetrically - by weighing the additive as it is metered to assure delivery of additive by weight, not volume.
Since most material recipes depend on materials being combined by weight, gravimetric dosing units are the clear choice for the highest precision and reliable dosing. Plus, they do not require calibration to align metering parameters with the delivery of additive. In many cases, gravimetric units are also the more expensive choice, but in recent years a number of new models have emerged that compete in price with the less precise volumetric units on the market.
Dosing Units in Blenders
Dosing units are most popular as an important part of integrated batch or continuous blending systems, where they are relied upon to meter in lower quantity ingredients like color and similar additives. In this capacity, each dosing unit is governed by signals from the main blending control that monitors the need for material by the process it serves while it orchestrates the introduction of all material components. A much broader variety of dosing units are used in this application to meet the needs of demanding blending applications, from very small to very large throughputs and typically, ingredients are fed precisely by weight. Weighing is accommodated either in a single weighing chamber that is sequentially filled by all materials of the blend (gain-in-weight, batch type) or each ingredient bin is continuously weighed so that as material is continuously dosed, the loss of material in each bin can be tracked precisely to control the dosing rate and weight (loss-in-weight, continuous type).
Blenders
Blending systems are fully integrated, multi-material dispensing and mixing devices designed to precisely and consistently combine materials together prior to plastic processing and create a blended supply of material from a user-programmed set of parameters. Blenders can combine materials by volume (volumetric) or by weight (gravimetric) and may operate either continuously (typical for extrusion) or by batch (typical for injection molding). The use of a blender saves the processor money in valuable additive materials by assuring a consistent metering cycle that does not need to be over-dosed ‘just in case’. The blends are not created until they are required by the process demand and allow the processor to use lower cost materials and consume regrind more efficiently than more expensive, pre-compounded formulations. In addition, since the blender is dealing with all of the materials in a blend, some gravimetric blender controllers can actually keep track of material consumption for purchasing purposes.
Continuous Blender

Continuous blenders are typically used in extrusion operations where the continuous operation of the blender is considered to operate in a fashion similar to the continuous operation of the extrusion line. These blenders typically operate with the ‘loss-in-weight’ principle, where the ingredients’ supply bins are constantly weighed and the metered quantities of each ingredient are measured by the loss-in-weight of each bin. As the extrusion speed increases of decreases, consuming more or less blended material, the blender reacts accordingly, increasing or decreasing the metering of each component, in step with the process speed. This process, although for years considered state of the art for extrusion, is elaborate and requires a highly complex control to operate reliably, plus a multitude of sensitive load cells (at least one for each ingredient). Care must be taken to assure the operation of each load cell is uninterrupted, or inaccuracies will occur. In addition, since the load cell measurements are impacted by the drain of material in each bin, the control needs to work in direct conjunction with the loading system(s) to make sure the re-supply of material is done at a predictable time to allow the control to re-adjust to the weight of loaded material. Typically, the blender switches to a ‘volumetric’ operation while the bins are replenished, affecting its accuracy momentarily.
Metered materials are typically loaded into a main mixing chamber where they will reside for a period of time before being dispensed, usually by open flow, into the processing machine throat.
Batch Blender

Batch blenders were originally designed to be machine mounted and to serve the needs of injection molders or to work offline, creating a supply of blended material for any type of processing. Their main advantages include low cost, simpler design, easy set-up and cleaning and high accuracy. Originally produced in volumetric configurations, batch blenders have been expanded to operate conventionally now as gravimetric units. They have found their way into many operations because of their simplicity, ruggedness and low cost. This includes very low throughput applications, once considered too minimal for sophisticated automation and even extrusion operations. In fact, some extrusion oriented models are capable of blending up to 8000 lb./hr.
The batch blender provides a metering method for all materials in the blend, but unlike continuous blenders, the batch system uses metering devices better suited to the nature and volume of each ingredient and is not reliant on a similar method for all ingredients. Typical metering devices include timed flapper or plunger-style valves, rotating augers, and even minute metering corner valves that have the ability to trickle in tiny quantities of material at highly controlled and very repeatable rates. Many batch blenders feature a modular design which allows the manufacturer, or even the processor, to freely select and change the metering devices, based on the changing needs of their particular blending task.
The dosing devices are programmed to meter one at a time into a common weighed chamber, which has the only set of load cells on the entire system. Due to advancements in batch blender controls, the traditionally sensitive load cells used on the weigh bin are able to ignore vibrations typical to injection molding by a sophisticated control logic that takes a number of weight readings and then uses its control logic to eliminate readings affected by vibration and then average the remainder for extremely accurate weight monitoring. As each is metered and deposited into the weighing chamber, its specific weight gain is sensed and calculated as a part of the desired blend of materials. Any inaccuracy is noted and the control modifies metering accordingly on the next metering cycle. Several metering cycles are typically included in each batch of blended material, so as time goes on, the blender actually becomes more accurate and self-corrects continuously throughout its operation.
The materials are then discharged from the weigh bin into a mixing chamber, which is integrated into the system. There, the blend is homogenized continuously until use, or to a specification set by the processor.
