Extruding with Fillers
You can use the reference point from processing unfilled polymer to determine whether you can run filled resin on your current system.
.jpg;width=70;height=70;mode=crop;format=webp)

Fillers change the specific output of a compound, and calculations must be done to be sure not to overload the extruder drive. (Photo: Chemours)

Fillers are added to polymers to accomplish many different property changes and improvements. They can alter physical properties, reduce costs, trim weight, change the electrical conductivity, and enhance thermal properties, just to name a few. In almost every case they also have an effect on processing behavior during extrusion.
Questions are often asked whether filled polymers can be processed on a specific extrusion system. This question can be answered for inert fillers, which do not chemically change or go into solution after mixing. But finding the answer requires a reference point with the unfilled polymer.
Most inert fillers have a higher specific gravity than polymers, which increases the compounded specific gravity (S.G.). Since the extruder screw is a volumetric device, a compound with higher S.G. will typically increase the specific output (lb/hr-rpm) proportional to the density. This might be expected to result in drive overload at higher filler loadings.
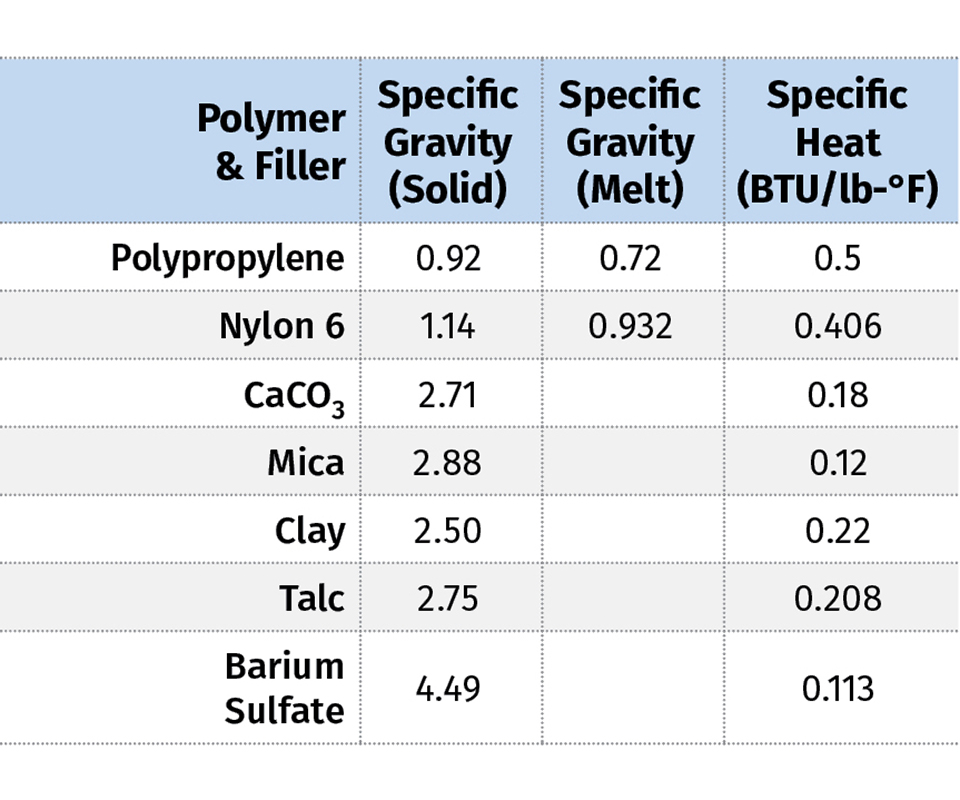
To evaluate this possibility, some simple calculations will provide guidance. The accompanying table gives some of the required data for such a calculation. Notice that the fillers all have a higher specific gravity and lower specific heat (the amount of energy required to raise the temperature of a particular substance by a specified amount) than the polymers. For example, the compounded specific gravity of 40% calcium carbonate (CaCO3) filled PP can be computed by the “formula for mixtures” as follows:
1/[(% Polymer/S.G. Polymer) + (% filler/S.G. Filler)] = S.G. Mixture
EXAMPLE ONE
Average S.G. of mixture:
1/[(0.60/0.72) + (0.40/2.71)] = 1.019
S.G.
(Note: the polymer melt density is used in this calculation.)
In this case, the extruder specific output in pounds will increase by more than 40% (1.019/0.72 = 1.415) with the 40% filled polymer because CaCO3 has three times the S.G. of PP and the screw has a relatively fixed volumetric output per rpm.
We can also use the same formula for mixtures to obtain a very good estimate of the average specific heat of a mixture that is not alloyed.
EXAMPLE TWO
Average specific heat of mixture: 1/[(0.60/0.5) + (0.40/0.1994)] = 0.312 (BTU/lb-°F).
Since about 90% of the drive power requirement on a single screw goes to raising the temperature of the polymer from solid to melt, we can ratio the drive load requirements for similar filled and unfilled polymers. The ratio of the power requirement for the neat PP and the mixture can be approximated at the same melt temperature by multiplying the S.G. by the specific heat for each, since the volume of output is approximately the same:
Neat PP: 0.72 × 0.5 = 0.36 Mixture: 1.019 × 0.312 = 0.318 Ratio: 0.318/0.36 = 0.883 (Ratio of drive load)
This indicates a decrease in power requirement for the filled PP of 11% versus the neat PP. This indicates a decrease in power requirement for the filled PP of 11% versus the neat PP. This means the filled PP would have a lower motor load with 40% CaCO3 and require no changes in either the specific output of the screw or in the torque capacity. But if you processed nylon 6 with 40% CaCO3, the drive load would be almost exactly the same as with neat nylon 6, so it's a combination of all the variables that determines the load.
Because this is a simplified calculation, several variables can affect its accuracy, the primary one being the change in viscosity with theaddition of 40% CaCO3.
Inert fillers almost always increase the viscosity, which increases the pressure drop through the tooling and can decrease output. However, the increased head pressure also increases the melt temperature, so the overall effect on power requirement often follows the calculation closely. Keep in mind that PP with 40% CaCO3 by weight is only about 15% filler by volume, so the mixture is still 85% PP by volume. Also, inert fillers do not normally change the shear sensitivity in the processing shear-rate range, so the die flow with the filled polymer would not be expected to change significantly.
When considering processing of filled polymers, a quick estimate can save a lot of difficulty and predict possible equipment changes.
ABOUT THE AUTHOR: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724)651-9196.
Related Content

At NPE2024, Follow These Megatrends in Materials and Additives
Offerings range from recycled, biobased, biodegradable and monomaterial structures that enhance recyclability to additives that are more efficient, sustainable and safer to use.
Read More
Crosslinking Process Promises Thinner, Higher-Performance PE Films
Technology combines UV curing system with photo initiator promoter masterbatch.
Read More
Graphene-Enhanced Stretch Film Billed as 'World First'
Thinner, stronger films to be commercialized by Brazil’s Packseven in August.
Read More
Gerdau Graphene Launches “First” Graphene-Enhanced PE Additive Masterbatch for Extruded Packaging and More
The company has also partnered with conglomerate Sumitomo Corp. for distribution of its graphene-enhanced masterbatches in Japan.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More