Locating Rings and Platen Damage: Part 2
Selecting the right locating ring and putting it to good use takes careful consideration.

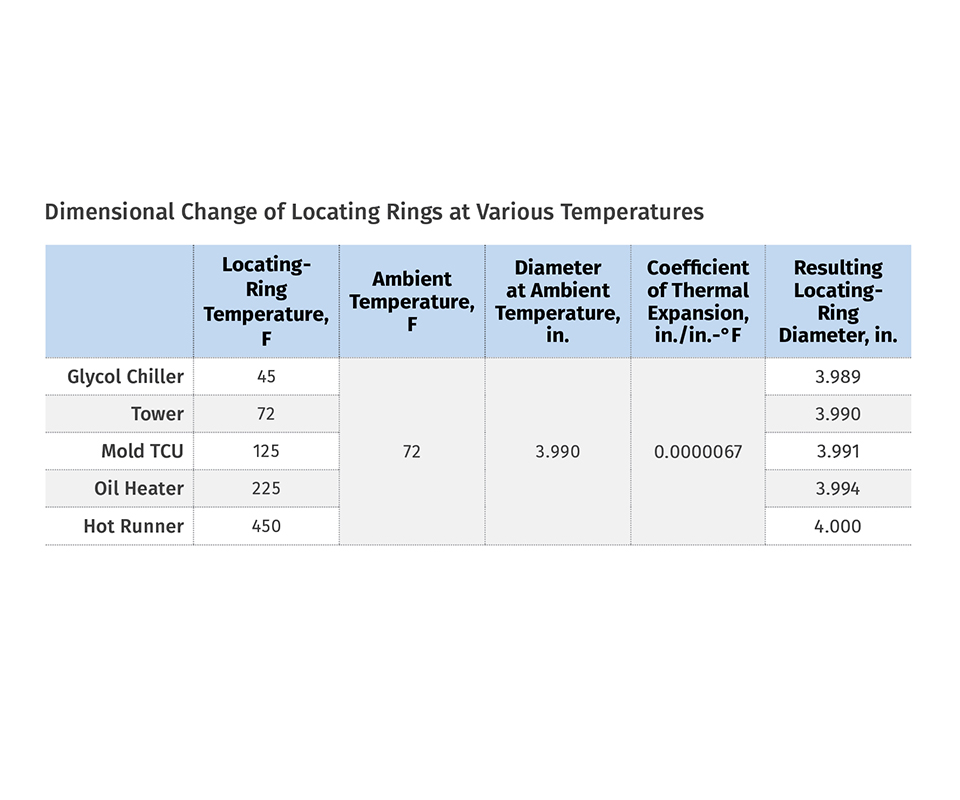
Dimensional Change of Locating Rings at Various Temperatures
Damaged sprue bushing seat caused by misalignment.

Damaged sprue bushing seat caused by misalignment.

Platen damage caused by the edges and corners of a mold.

Platen damage caused by the edges and corners of a mold.



Last month’s column reviewed the various standard types of locating rings available today. This month I will get into the details of their physical characteristics and precautions to avoid platen damage.
Mold-component suppliers specify the steel type and hardness values of their ejector pins, leader pins, bushings, etc. They also specify the dimensions of these components with tolerances down to four decimal places. But, for some reason, many suppliers neglect to specify these same important attributes of their locating rings.
Let’s first look at the importance of the size and tolerances. Most stationary platens of an injection molding machine have an alignment hole with an inside diameter of 4 in. Many machine manufacturers tolerance that dimension to +0.002-0.000 in. This diameter is often larger with older machines that are damaged due to wear, abuse, or accidental attempts to lift the mold out of the press while the locating ring is still engaged. Nothing gets a supervisor’s heart racing like watching a novice setup person accidentally lift a molding machine off the floor.
Corrosion is also an issue with both the locating ring and the machine platen. Most locating rings are made of mild carbon steel. Platens are made of cast iron. They are both subjected to the corrosive outgasses from various molding materials, especially when purging, and they rust. Over time, their dimensions can be altered.
The outside diameter of a standard locating ring on a mold is, or is supposed to be, 3.990 in. It is nearly impossible to perfectly center the locating ring in the alignment hole in the platen with a crane, A-frame, or forklift.
Therefore, depending on how much tension is on the hoist, the locating ring is going to abut the top or bottom edge of the hole in the platen. As a result, the mold is vertically misaligned by at least the 0.005 in. clearance between the ring and the platen.
A locating ring may be 3.990 in. at room temperature, but how many molds run at 72F? The coefficient of thermal expansion for carbon steel is 6.7 × 10-6 in./in.-°F. Therefore, the formula for the amount a standard locating ring expands or contracts due to temperature is:
3.990 × (Locating Ring Temperature – Ambient Temperature) × 6.7 × 10-6
Once the molding process has stabilized, the locating ring is going to be about the same temperature as the object it’s been mounted to—typically the top clamp plate. For cold-runner molds, locating-ring expansion is not an issue. In fact, any thermal expansion will help align the locating ring in the platen by reducing the amount of clearance. But if you have a mold with a hot sprue
bushing or hot runner with temperatures over 450 F, the locating ring can actually expand to the point where you will have a problem removing the mold from the platen until it cools down. To compensate for this problem, some hot-runner manufacturers reduce the diameter of their locating rings to as little as 3.985 in. for high-heat materials (see table on p. 36).
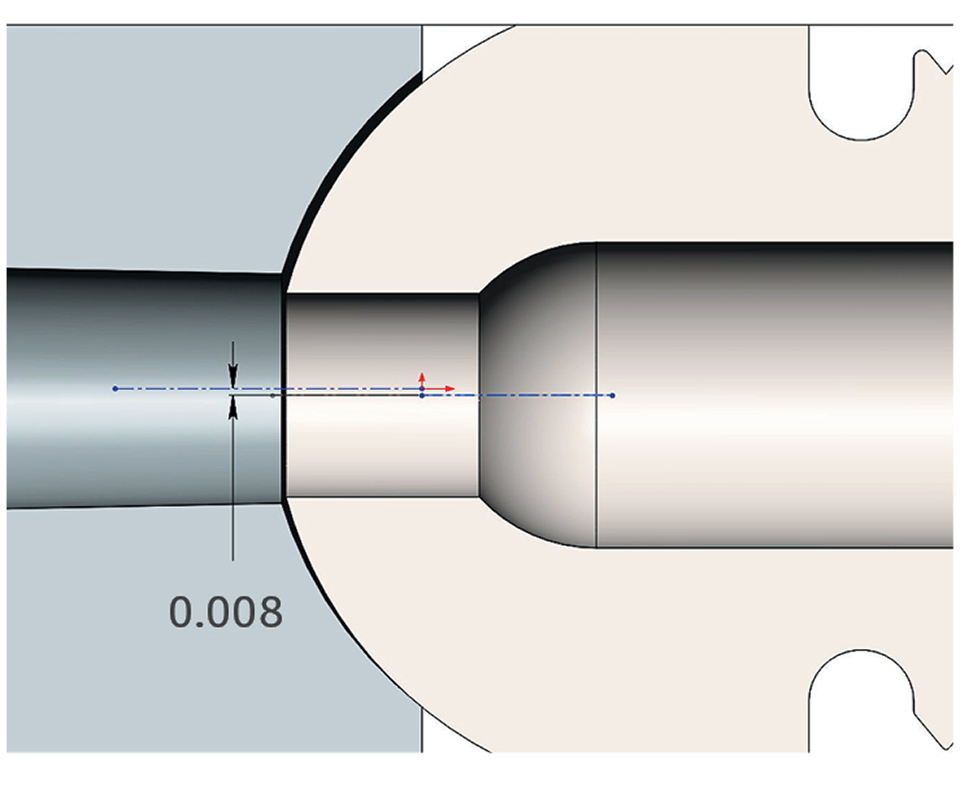
The combination of all of these factors can create a minimum misalignment stack-up tolerance of 0.008 in. or more. That may not seem like a lot, but it is enough to cause damage to the sprue- bushing seat, especially if sprue break is used.
Now let’s consider the importance of the steel type and hardness value. A molding machine’s platen is made of cast iron, which is relatively soft.
I measured the hardness of several platens and found they ranged from 140 to 220 BHN (Brinnell Hardness Number, more commonly referred to as HB). Similarly, two leading magnetic-platen manufacturers report that their magnetic platens have a hardness value between 105 and 126 HB. Then I measured the hardness of several locating rings from various domestic suppliers and found they ranged from 120 to 195 HB, which is about the same hardness as the platen. I also found some locating rings made offshore with a hardness value as high as 300 HB. Since locating rings are cheaper to repair or replace, they should be softer than the platen of the machine.
Some molding machines have an alignment-ring insert in the platen. You can remove these rings for repair or replacement. I measured the hardness value of one of these inserts to be 180 HB. These inserts are a nice feature. It would be nicer if they were over 300 HB.
A couple of suppliers offer inexpensive locating rings made of plastic to prevent damage to the platen. I am not a big fan of these plastic rings for several reasons. However, I know some supervisors with ruthless setup men who love them. Another more expensive alternative is a relatively new design that incorporates a soft plastic bumper projecting from the front face of the ring.
If you look carefully at your platen (and your tie rods), you will see the majority of the dents are straight, not curved. These dents were obviously not caused by locating rings. The edges and corners of your molds caused them. Most mold bases are made of either pre-hard AISI P-20 steel (DME #2) or pre-hard 420 stainless steel (DME # 7), both of which are over 300 HB. That’s as much as three times harder than most platens.
Most of the damage caused by locating rings is at or near the alignment hole of the platen. The most concerning damage occurs when setup personnel close the mold under high pressure with the ring not properly aligned or fully engaged in the hole. This typically damages both the ring and the hole. Standard and LN type locating rings do not protrude very far beyond the face of the mold and are usually partly to blame for this type of damage. The damage is typically on the non-operator side and occurs when only one person sets up the mold. That’s because it’s relatively easy to see the locating ring’s vertical position, as well as the one visible side. Everything looks fine until you hear that crunching sound. To help ensure the entire locating ring is fully engaged in the platen orifice, it can be very helpful for a second setup person to stand at the back of the machine or use a step stool to be able to see the top of the mold.
Regardless of what caused these dents in the platens, any raised or protruding areas should be repaired immediately so as not to effect the mold’s parallelism. If the mold halves are not parallel, the leader-pin bushings, interlocks, and any cam or cavity shut- offs can wear prematurely. A 12-in.-long × 2.5-in.-wide aluminum oxide sharpening stone with an oil-based lubricant works very well at removing any high spots.
The molding supervisor should show any platen damage to the setup men and explain that just because these giant blocks of steel look indestructible, they obviously are not. They need to be more careful when hanging the molds. If they don’t seem to get it, introduce them to that sharpening stone.
ABOUT THE AUTHOR: Jim Fattori is a third-generation injection molder with more than 40 years of molding experience. He is the founder of Injection Mold Consulting LLC, and is also a project engineer for a large, multi-plant molder in New Jersey. Contact jim@injectionmoldconsulting.com; injectionmoldconsulting.com.
Related Content

How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More