
15 Things to Know About Servo-Driven Injection Machines
Drive technology for injection molding machines has been continuously evolving, and servo motors have become widely used in a variety of roles. Here’s what molders need to know about today’s servo drives in terms of cost, performance, maintenance, and training.
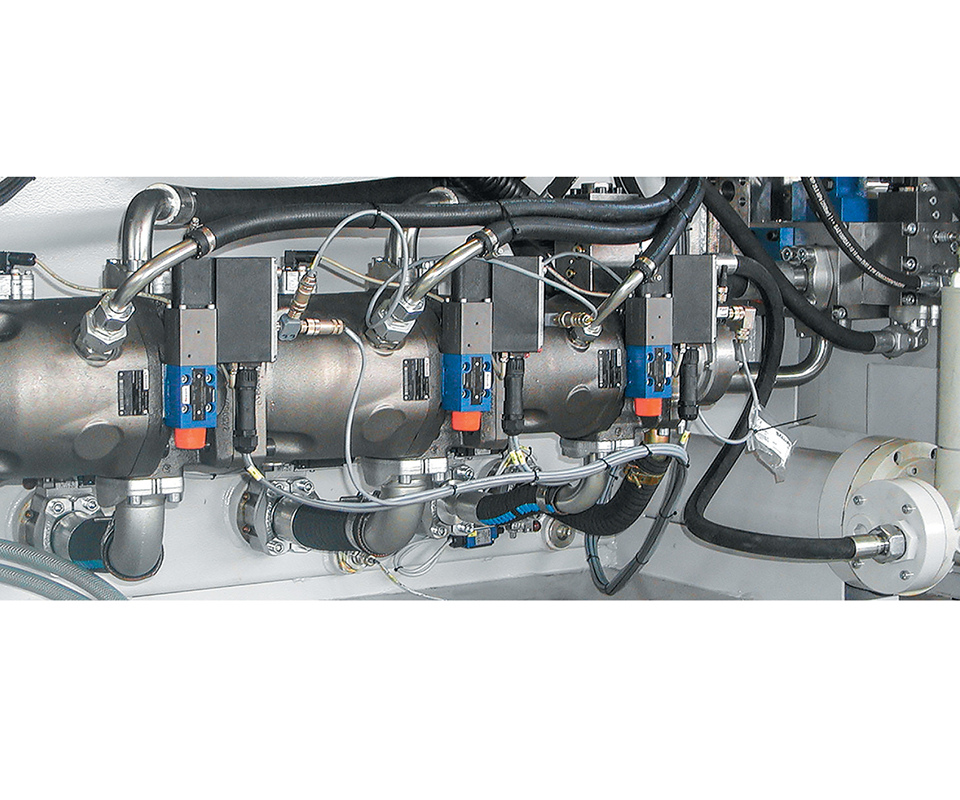
Constant-speed hydraulic motor with three variable-displacement pumps is one example of a fully hydraulic configuration.
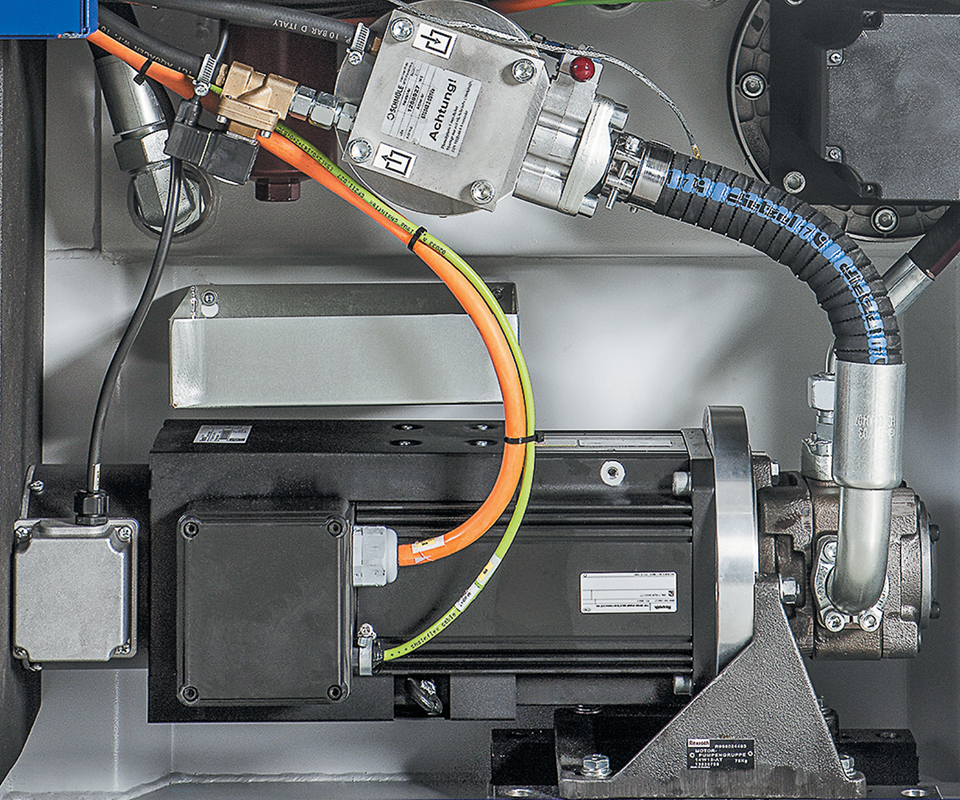
Use of a servo drive with a hydraulic pump is becoming more and more common. It offers considerable energy savings.
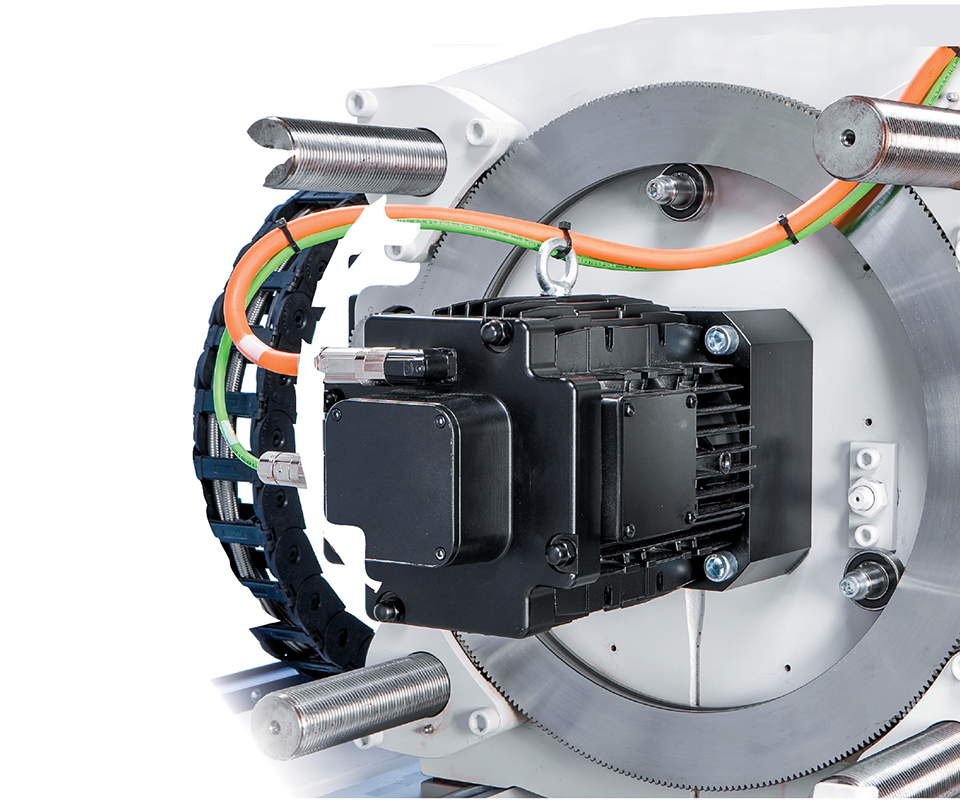
An injection servo motor. Speed and acceleration of servo vs. hydraulic drives are hotly debated. Acceleration of a servo drive is almost certainly greater.
Official energy-rating symbol of EuroMap 60.1.
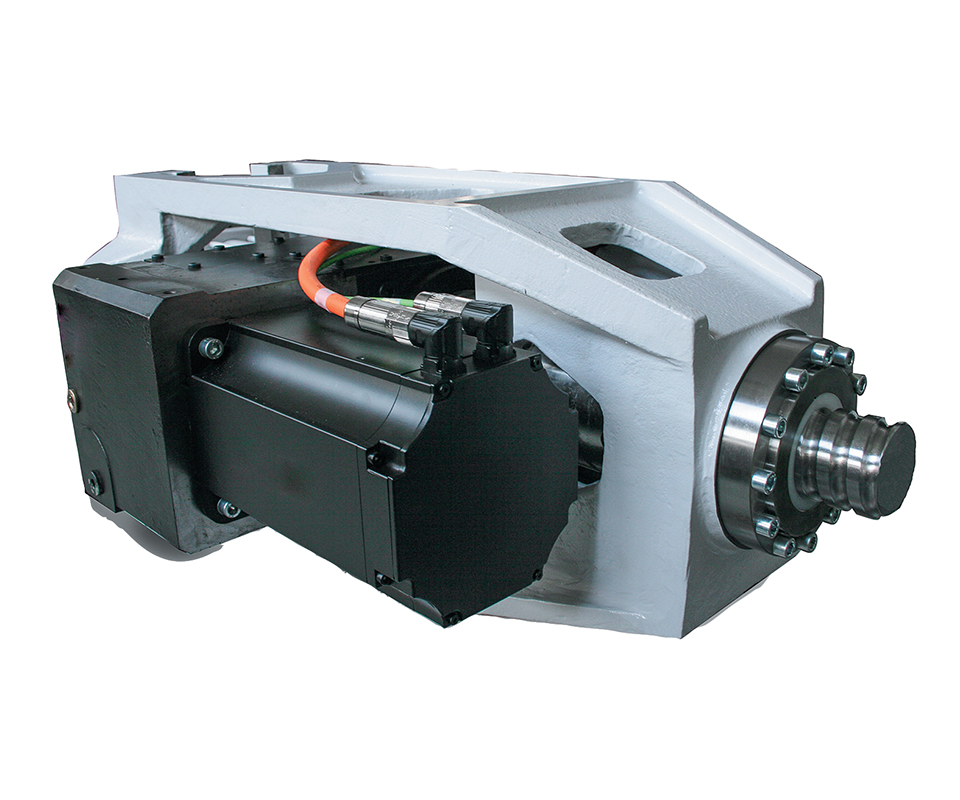
Use of separate servo drives for each machine axis allows for parallel clamp and injection movements. Hydraulic machines can accomplish this with multiple pumps.
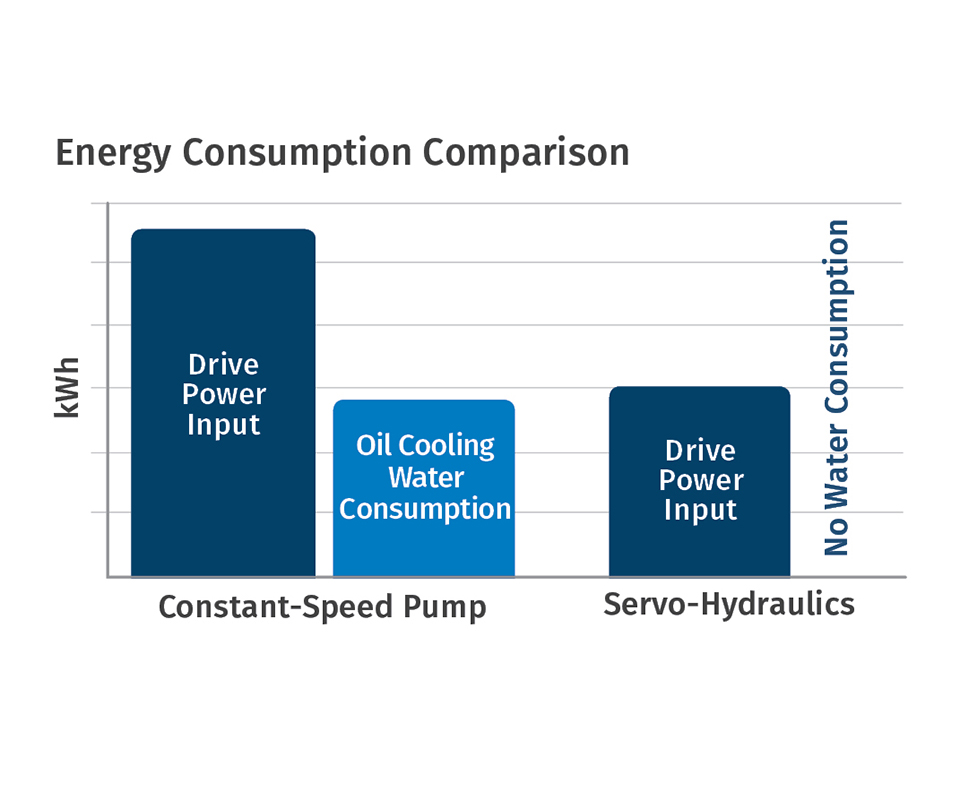
Electric energy consumption—including oil-cooling water—for a conventional hydraulic machine with fixed-speed pump is greater than for a servo-hydraulic machine.
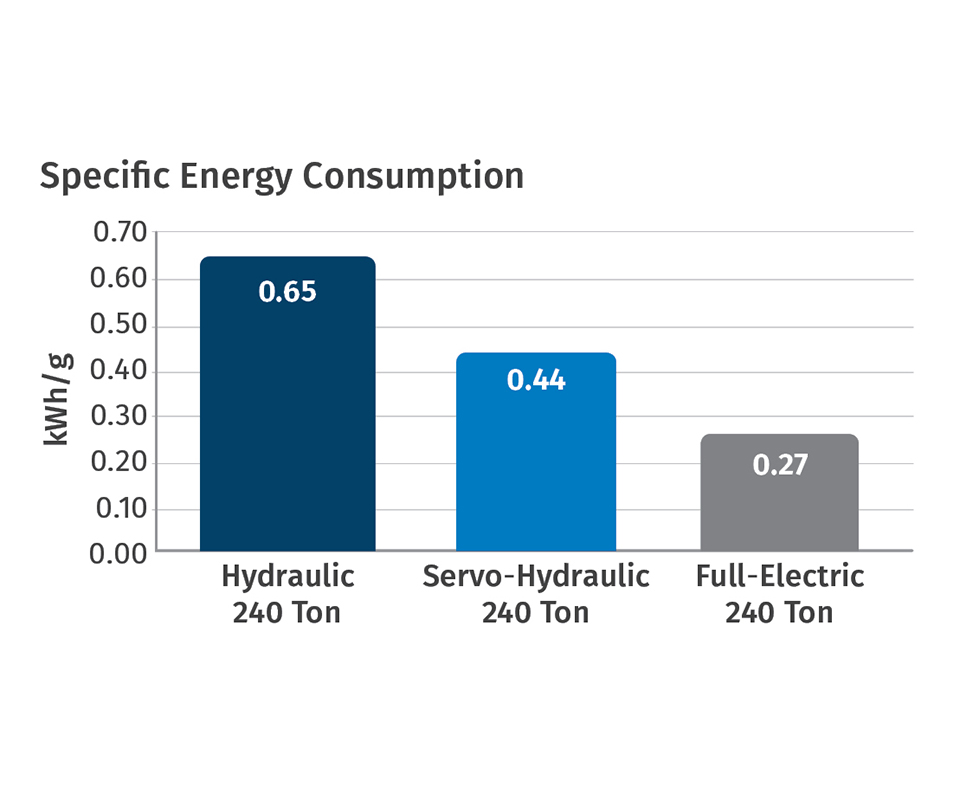
Comparison of specific energy consumption (per weight of plastic processed) between a standard hydraulic machine, a servo- driven pump machine, and a full- electric machine.


In order to get a better understanding of today’s available machine technologies, it is important to use a common language for the different drive technologies for modern injection molding machines. Varied uses of servo motors is one of the complicating factors. This article will discuss and explain 15 of the most common terms and concepts involving machine drive technology, regarding cost, performance, maintenance, and employee training.
1. Full-electric IMM
Following the standards of the Plastics Industry Association (formerly SPI), a full-electric injection molding machine is one that has at least its three main axes (clamp movement, injection, and metering/plasticating) driven by servo motors. The remaining three axes (nozzle touch, ejection, and mold-height adjustment) can still be driven by hydraulics. The most efficient machines are capable of
using a kinetic-energy recovery system (KERS). This patented process makes use of the servo motors as generators and can collect all deceleration energy from each axis and convert it back into electric energy. The converted energy is then fed back into the machine, usually for heating or control functions.
2. Hybrid IMM
Machines that have one or more of the three main axes driven by hydraulics but do have at least one electric-driven axis are called hybrid machines. One common example of this is a hydraulic machine with servo-driven metering. The metering is the biggest energy draw (besides barrel heating) on any IMM. Therefore, it is a smart decision to at least use a servo-electric drive for the metering. Hybrid machines are not machines with a servo-driven pump, because all movements on the latter are still driven by hydraulics.
3. Servo (driven) hydraulic IMM
A servo-driven hydraulic (or servo-hydraulic) machine is a full- hydraulic IMM with a servo motor to drive the hydraulic pump. These machines often have a fixed-displacement-pump, but could also have variable-displacement-pumps (often DFEE or DFEC) with a swash-plate.
4. Standard hydraulic IMM with variable-displacement pump
These machines usually have a constant-speed motor and a variable-displacement pump with a swash plate that can be adjusted by the control to regulate the oil-volume flow of the pump adjusting to the current demand of the hydraulic system. If the machine does not move at all, the pumps will still idle and waste energy.
5. Energy efficiency
The European plastics industry has developed a system to classify energy efficiency of IMMs. The Euromap 60.1 standard categorizes machines in certain categories and has developed certain standards to compare the energy efficiency of similar machines from different suppliers or executions (full-electric, hybrid, and so on).
Servo-driven pump (or servo-pump) machines unsurprisingly show much better energy efficiency than machines with a constant-speed motor and a variable-displacement pump. So what is a servo pump and what does it do? The servo motor on the servo-driven pump machine only operates if the hydraulics demand oil flow. During the time when no axis is operating, there is no pump movement, and therefore no energy consumption by the pump. Of course, the amount of energy savings depends highly on the process point of each specific application. A fast-cycling pack- aging application will have a lower percentage energy savings than an application with a long cooling time when the constant-speed motor would be idling for seconds or minutes.
Full-electric machines, where the electric energy is directly converted into kinetic energy, have the best energy efficiency, since there is no transformation from electric energy to hydraulic pressure and then to kinetic energy.
A very rough classification would be:
• Hydraulic machine with constant speed motor: 100% energy consumption;
• Hybrid machine with only metering fully electric: 75% to 80% energy consumption;
• Servo-driven pump machines: 65% to 70% energy consumption;
• Full-electric machines: 45% to 60% energy consumption.
6. Repeatability of electric vs. hydraulic drives
On full-electric machines, the repeatability of a servo-driven axis is at least 10 times higher than hydraulic-driven axis. An active servo-driven axis has almost no delays, while delays with hydraulics are inevitable. Acceleration, and specifically deceleration, are also more accurate with a servo drive than on hydraulic-driven machines. Full-electric machines also allow for instant production stability, as there is no necessary oil warm-up, and start-up is faster after production has timed out. This is an advantage for full-electric machines, not for servo-driven pump machines.
7. Noise level
Full-electric and servo-driven pump machines usually have a noise level that is far lower than a standard hydraulic machine. Modern full-electric and servo-driven pump machines should have a noise level around 68 dbA.
8. Speed and/or acceleration
Comparison of servo versus hydraulic speed and/or acceleration is matter of lively debate in the industry. Full-electric drives have great acceleration—much better than a pump ramp-up in a hydraulic system, which suffers due to compressibility of the oil and the hydraulic hoses and lines that expand. The counterpoint cited by some suppliers is that a perfectly designed hydraulic system with accumulators and strategically placed valves can be even more spontaneous and agile than the servo-driven machines.
9. Parallel movements
Full-electric IMMs generally use a separate servo drive for each axis. This makes those machines very flexible since it allows all axes to be used with parallel movements, which makes sense when it is necessary to meter during mold opening and ejection, inject during mold closing, eject during mold opening, and so on. Servo-driven pump machines and standard hydraulic machines do not necessarily have that advantage. Most suppliers offer a second or even a third pump and hydraulic accumulators as an option.
10. Hydraulic Design
A standard hydraulic machine creates a lot of wasted heat through shearing and friction of the oil during idling, which is mainly related to the design and work principle of a variable-displacement pump and the constant-speed motor. The servo-driven pump machine does create a smaller amount of heat in the hydraulic system. In fact, some manufacturers run a special oil-heating sequence to keep the oil at operating temperature during production, depending on the process point, the machine’s operating environment, and the process sequence of the specific product/process.
11. Machine cost
A full-electric machine is always more expensive than a hydraulic machine due to the necessary number of electric drives and motors and gears (ballscrew or gearbox or rack and pinion) for the former. However, in many cases it is easy to calculate an ROI using energy savings and improved utilization (faster cycle due to parallel movements and greater uptime due to less maintenance), as well as energy rebates that some states and energy companies offer. Servo- driven pump machines can (with some suppliers) still be slightly more expensive than standard hydraulic machines, but since servo-driven pump technology is being pushed hard by the industry as a whole, there is more and more competition even among component suppliers, which allows the difference in price (where it still exists) to be narrowed down to a minimum.
12. Service of pumps, servo motors
In cases where a hydraulic pump must be changed, fixed-displacement pumps that need no calibration are faster and easier to change than variable-displacement pumps. Fixed-displacement pumps also are usually much less expensive than variable-displacement pumps. Even though a servo motor may be more expensive than a constant-speed motor, it is more likely over time that a molder will need to exchange or maintain the pump.
Of course, full-electric machines either never, or only rarely, need to deal with pump maintenance at all. The well-known Rotex coupling (spider-gear) does not exist on servo-driven pump machines and full-electric machines, and therefore does not need to be exchanged. This is some- thing that the maintenance crew in every molding shop knows all too well.
In general, modern machines offer much better analysis features than their predecessors. Servo drives can usually be analyzed with ease through embedded oscilloscope functions, which some suppliers offer as a standard addition to their modern machine controls. This, together with the possibility to access the machine through web service, creates a powerful tool to service and troubleshoot machines remotely. Constant-speed pump motors usually do not offer that possibility. Even alarm messages on the control of a servo-driven machine are more precise since the monitoring of servo drives is so much more detailed.
13. Oil quality & maintenance
On servo-driven pump machines, the oil does not get stressed very much and the oil quality therefore degrades slower than on a standard hydraulic machine. Of course, this always depends on the process and how much the oil is moved and sheared; but as a general rule of thumb, the hydraulic machine puts more strain on the oil. Full-electric machines might not have to deal with oil at all.
14. Complexity of machines
Hydraulic machines in general, whether they are servo-driven or not, have electronics, mechanical parts, and hydraulics. Full-electric machines might only have electronics and mechanical parts, which reduces the complexity. A good electrician can work on the machine without needing to understand hydraulics.
15. Training of maintenance staff
One point that is easily forgotten is the training of the molder’s own maintenance staff. For standard hydraulic machines, it is recommended that the hydraulics be calibrated once a year. Better training of staff can lead to better calibration and spotting of problems. No pump-related calibration is needed on electric machines, so the necessary training of the staff is less complex.
These 15 critical points of interest and comparison about partially and fully servo-driven and hydraulic machines are important for every molder to know. With these points in mind, suppliers can help work with molders to find the best machine for their desired process.
ABOUT THE AUTHOR: Markus Klaus is Divisional Manager of Injection Molding Machines for Wittmann Battenfeld, Inc., Torrington, Conn. He earned a mechanical engineering degree from the College of Darmstadt, Germany. He has worked in the plastics industry for almost 20 years in Germany at Wittmann, Ferromatik Milacron, and Toyo, and joined Wittmann Battenfeld in the U.S.A. in 2013. Contact: 860-496-9603, x198; markus.klaus@wittmann-group.com; wittmann-group.com.
















Related Content

Plastics Recycling LATAM Event Reflects Interest in Recycling in Latin America
New conference provides platform for discussion of plastic recycling trends.
Read More
Shawnee State University’s Plastics Engineering Program Earns Accreditation
The Accreditation Board for Engineering & Technology certification makes the university’s program one of just four bachelor’s programs in the world with this designation and the only program of its kind in the state of Ohio.
Read More
The Cost of High Employee Turnover in Injection Molding: Why Retention Matters
Starting in molding in 1993 and clocking in for nearly every job on the floor over the intervening decades, I’ve seen all sides of the hiring, training and retention process in the industry. Here are my thoughts on how to keep your most important asset — your people.
Read More
Mold-Change Time Targeted with Training, Technology
Engel is offering technology and training to molders to help them optimize their mold-changing process.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More