
iMFLUX Molding versus conventional molding with variable velocity vs. constant filling.
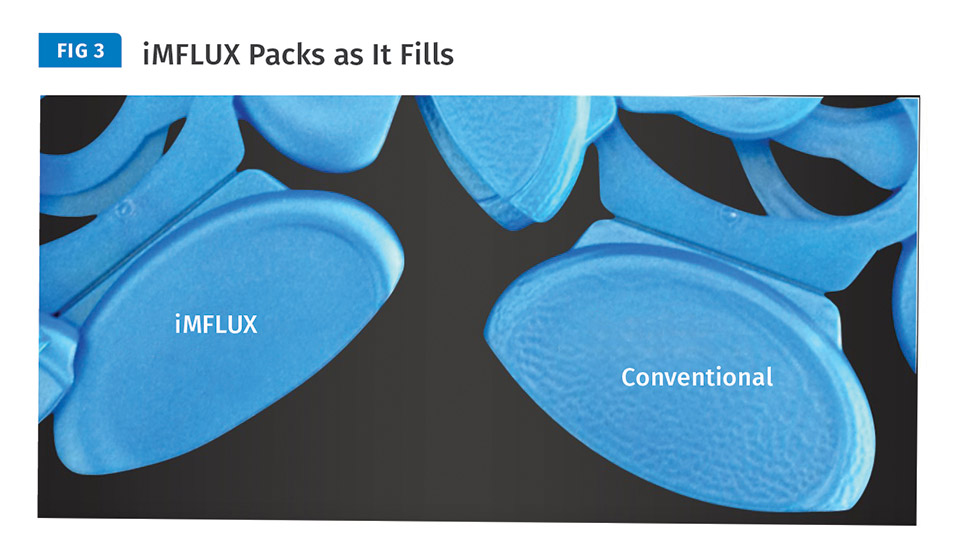
Comparing short shots: Conventional injection molding (right) shows highly distorted part surfaces when filling is stopped. Since iMFLUX packs as it fills, the part shows fully formed surfaces at any point during fill.
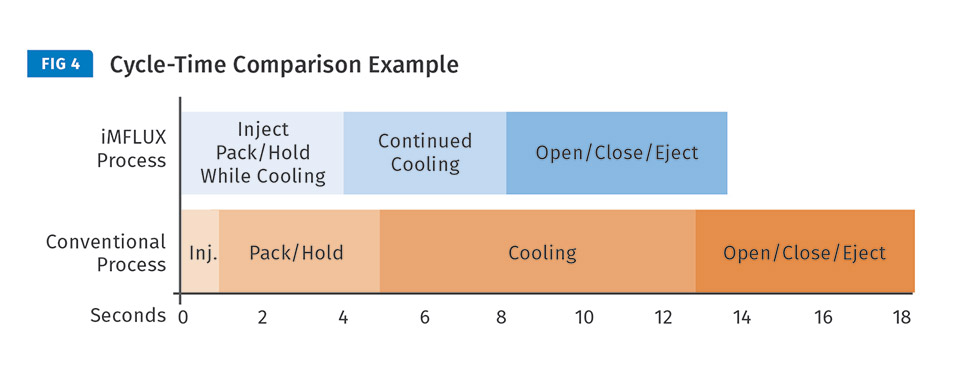
iMFLUX essentially eliminates the conventional packing phase, along with some cooling time, because it packs as it fills.
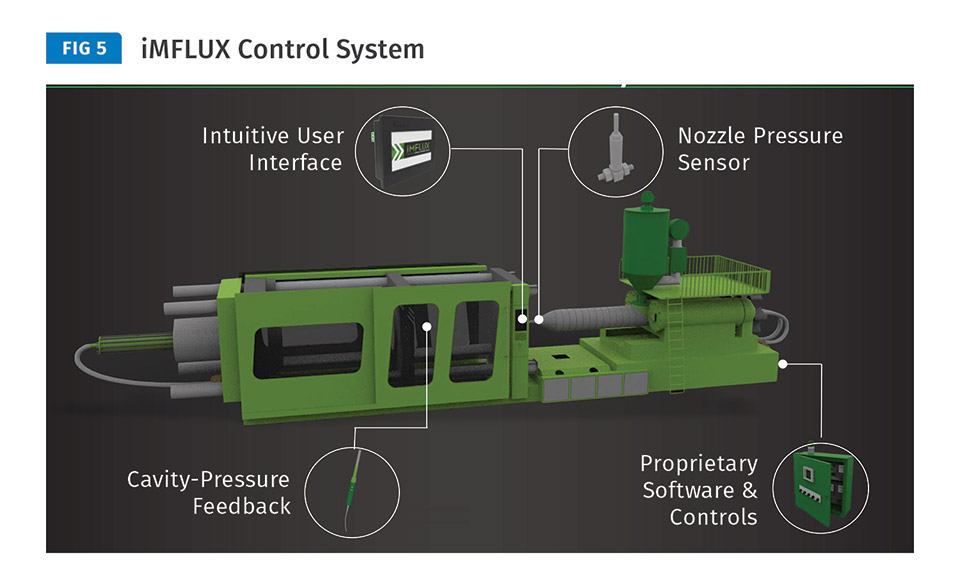
Injection machines of any type can be adapted for iMFLUX with kits available for new machines or for retrofit to existing presses. Key elements include a nozzle pressure sensor, cavity-pressure sensors, and proprietary control software with user interface screens.

Procter & Gamble is widely known as a consumer-products company but is perhaps less well known for its R&D on improving the technology of plastics processing. P&G is itself a major consumer of injection molded components for packaging, feminine-care products, toothbrushes, razor components, and other products.
P&G purchases many components from custom molders, and also manufactures internally within the Oral B toothbrush businesses and the Gillette blades and razors business. P&G continually innovates in this space to provide speed, cost, and design advancements.


Several years ago, P&G recognized the need to reduce the cost and lead time to launch new plastic part designs. The goal was to completely rethink how injection molded parts are made in order to deliver breakthroughs in speed, cost, and quality. A company-wide research effort was launched and involved its injection molding technology experts. After exhaustive research, testing and pilot-scale demonstration, the team developed a breakthrough new technology utilizing low constant injection pressure. This new process enables thinking differently about how parts and molds can be designed. With this new discovery, P&G decided to launch iMFLUX Inc. as a stand-alone, wholly owned subsidiary.
The new iMFLUX injection molding process involves a specialized controller that enables filling a mold at a lower, defined melt-pressure profile, allowing a variable filling rate that adapts automatically to the part geometry. The advantages include improved part quality, new part and mold design possibilities, sustainability improvements, and reduced capital expenditures.
The biggest breakthrough, which was unexpected and highly counterintuitive, was discovering that filling slowly resulted in faster cycle times.
ADDRESSES COMMON MOLDING PROBLEMS
The iMFLUX process addresses several challenges raised by the conventional processing philosophy of using the rheology curve to establish an optimal filling velocity. This conventional philosophy generally results in filling the mold very fast, to take advantage of the shear-thinning properties of polymers.
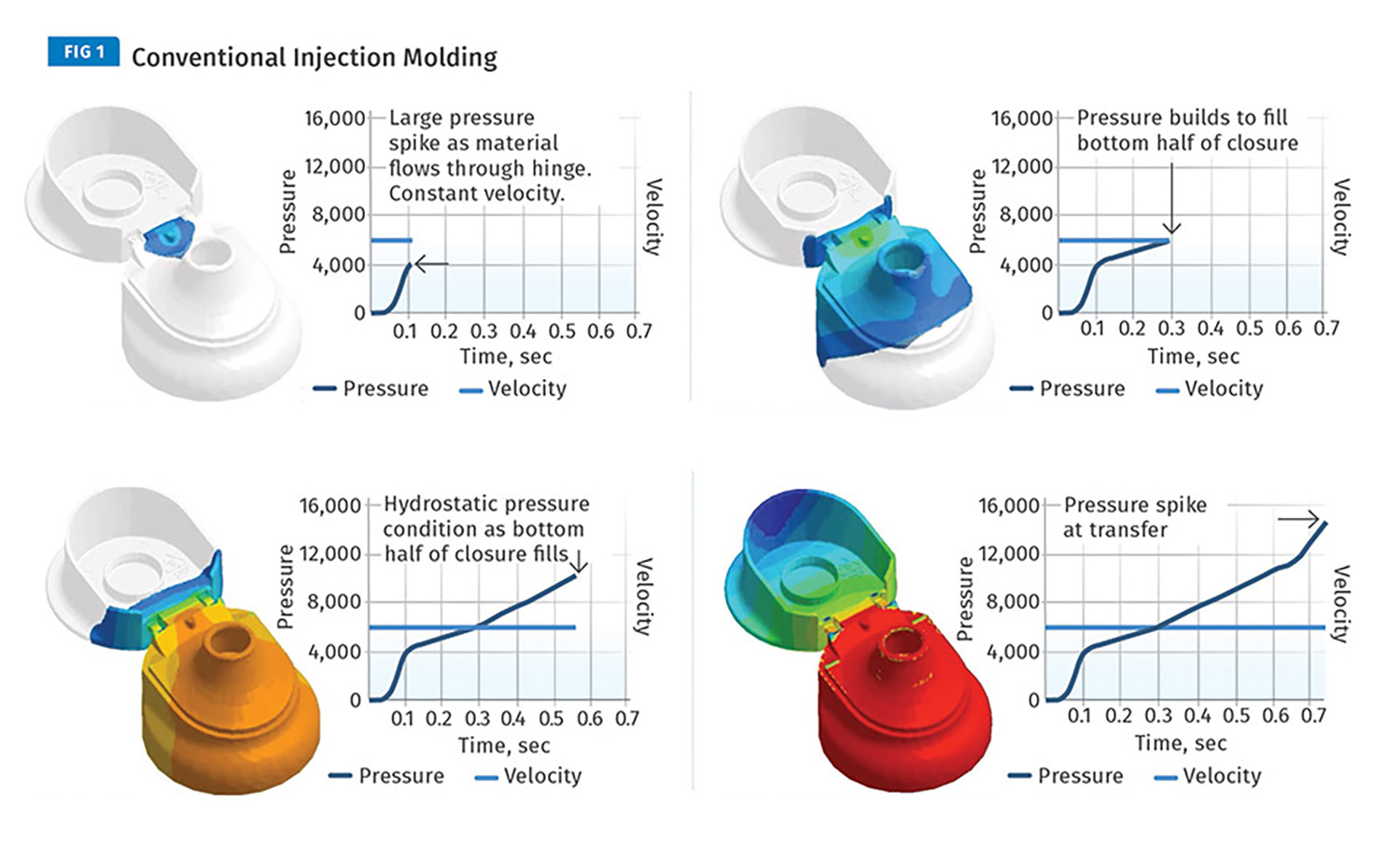
However, this approach has several disadvantages, as it generally results in very high molding pressures. Because the process uses a controlled filling velocity, the resulting melt pressure is highly variable across different regions of the molded part. Figure 1 illustrates how pressure varies throughout a typical part injection molded in the conventional manner.
These differential pressures inherent in a conventional molding approach result in multiple problems, including differential shrink (or warp), dimensional variations, flash, and the inability to accommodate wall-thickness transitions and part geometry.
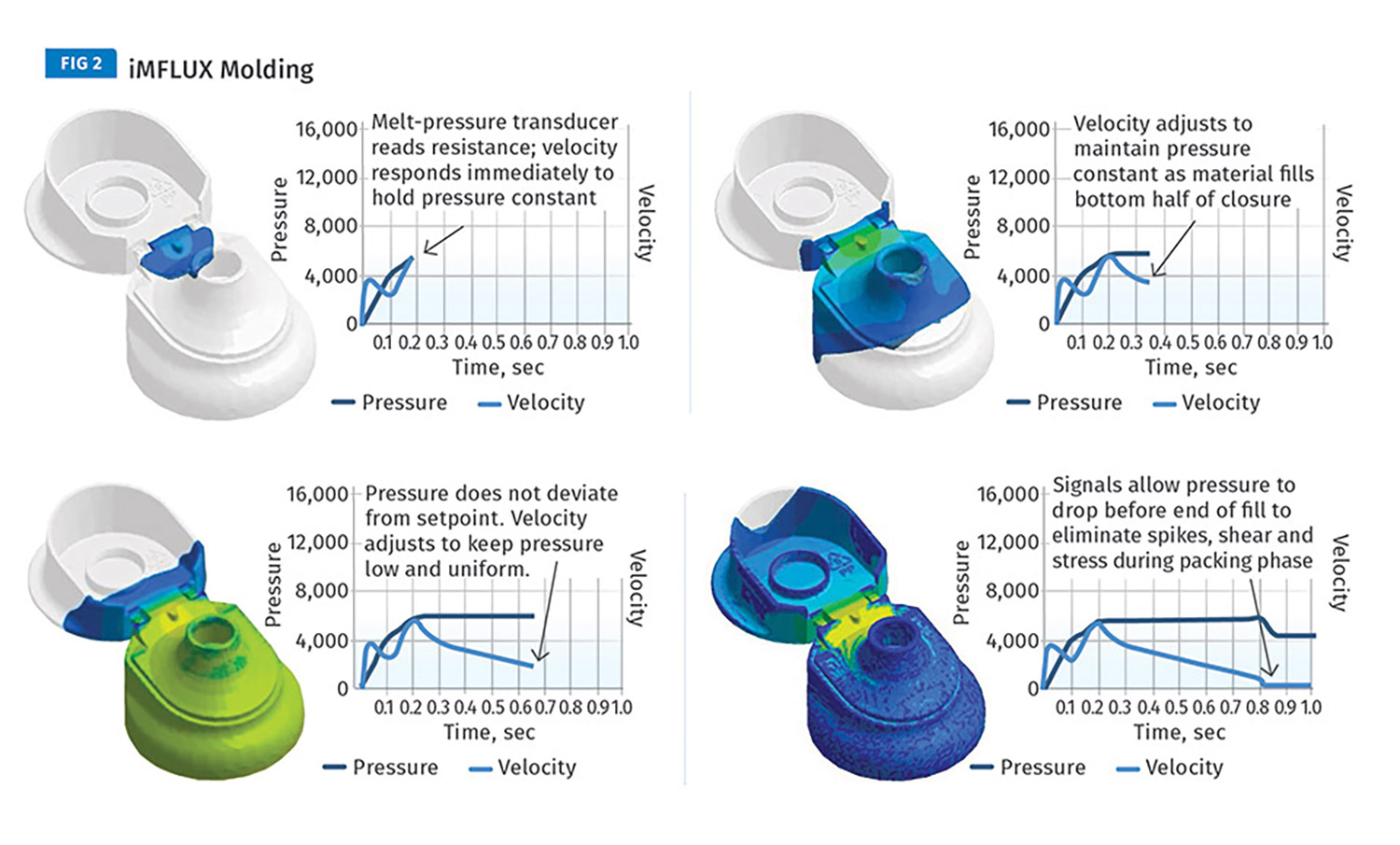
The iMFLUX process resolves these issues by using a constant low filling pressure, which results in uniform pressures in the molded part. Rather than using a constant injection speed, the velocity is allowed to vary to maintain constant plastic pressure. Figure 2 shows how velocity varies throughout an iMFLUX process.
FILLING SLOWER YIELDS FASTER CYCLES
The iMFLUX technology controls the molding process by plastic pressure, rather than the conventional approach of filling a mold according to a volumetric flow rate (also referred to as velocity filling). Controlling the process by plastic melt pressure enables the melt to flow through a melt-delivery system and mold cavity without the potential to stall or hesitate. The constant, non-fluctuating pressure continuously advances the flow front at every point, even where it encounters ribs, bosses, or other features.
The process relies on the cooling of the melt in the mold to create resistance to flow, which in turn allows pressure to stabilize and remain constant in the interior of the flow path and at the flow front. Because the mold is filling very slowly, the polymer is continually cooling and densifying while the mold is being filled. The part actually “packs as it fills.”
Figure 3 shows short shots from an iMFLUX process and a typical conventional process. As you can see, the iMFLUX short shots are completely packed no matter where the flow front is stopped, while the conventional parts are not packed and continue to densify behind the flow front.
The iMFLUX process fills slower, but results in a faster molding cycle. There are several contributing factors:
- Lower filling rates result in less shear heating, which then requires less cooling time.
- The mold is filled so slowly that the mold is “packed as it fills,” thus the material is continuously in contact with the mold walls, providing efficient cooling.
- When the mold is completely full, the part is already packed, which essentially eliminates the packing phase and reduces the cooling portion of the cycle. The combined effect results in a faster cycle time, as shown in Fig. 4.
HOW TO IMPLEMENT THIS NEW PROCESS
iMFLUX Inc., established in 2013, offers this patented technology, which is available under license. The technology has been vetted at full production scale across hundreds of comercial applications. It is exclusively supplied by iMFLUX Inc., based in Hamilton, Ohio.
A specialized controller is needed for the injection molding machine, enabling the process to be controlled by plastic pressure, rather than by velocity and holding pressure. A pressure sensor is added to the machine nozzle to provide real-time measurement of the plastic pressure entering the material delivery system. The controller uses plastic pressure as its primary control signal throughout the filling of the mold. Sensors are added to the mold, providing indication of pressure in the mold and flow-front progression.
Feedback from the mold sensors is essential to provide optimal pressure in the mold and to make real-time adjustments to injection pressure resulting from material, mold or process variations. A user interface is provided to allow entry of process parameters and to monitor the process. Figure 5 shows the elements of the proprietary control system.
The iMFLUX process can be integrated with most machine types, including hydraulic, all-electric and hybrid injection machines. There are many OEM kits for new presses available for this technology from several major machine manufacturers, which provide fast and simple integration. However, iMFLUX can be integrated with existing machines as well. The process works efficiently with molds designed specifically for iMFLUX and with retrofitted mold and press combinations.
This system is in production in multiple industries, including automotive, medical, packaging and consumer goods. Running the process with a closed-loop, low, constant pressure control means that most polymers run better with iMFLUX than in the high-shear environment of a conventional process.
BENEFITS OF THE IMFLUX PROCESS
The benefits the iMFLUX process result from four key differences versus conventional molding:
- Low, constant-pressure filling;
- Packing as the mold is filled;
- Filling with no flow hesitation;
- How it uses cavity-pressure feedback from the mold.
The table on the previous page summarizes typical benefits that result from these differences.
FOUR CASE STUDIES
Case Study 1: A polycarbonate medical part was converted to the iMFLUX process. The customer was experiencing high scrap rates due to an imbalanced 16-cavity mold with hot-runner valve gates, causing intermittent short shots. iMFLUX reduced scrap rate from more than 10% to less than 0.2% by improving the balance from part to part. This is due to constant-pressure filling. Every part experiences the same pressure and the geometry of the part tells the machine how to continually profile velocity, resulting in consistent packing conditions. On top of eliminating short shots and gaining 48% improvement in cavity balance, the cycle time was reduced by 30%. In this example the existing all-electric injection machine was retrofitted to run the iMFLUX system.
Case Study 2: For a PP household-cleaning implement, iMFLUX was brought in during the design phase for new molds and presses. Knowing the benefits of pressure reduction, the mold was designed to maximize the capabilities of the technology. The part previously ran in a servo-hydraulic 500-ton machine with eight cavities and a 52-sec cycle. The new iMFLUX mold and system allowed the use of a conventional hydraulic 400-ton machine, while expanding cavitation by 50% to 12 cavities and reducing the cycle by 21%. Together, that resulted in a 91% throughput improvement. Even with adding four cavities and reducing cycle time, the overall peak injection pressure was 30% lower than with the conventional process. While iMFLUX is effective on retrofitted machines with existing tooling, this case shows there are substantial benefits to designing new molds specifically for the iMFLUX process.
Case Study 3: A PET packaging component was run in a four-cavity mold on a hydraulic press retrofitted with the iMFLUX technology. The new process achieved a 16% throughput increase over the conventional process. On average, retrofitted machines with existing molds achieve 15% to 25% throughput improvement. However, the iMFLUX process also reduced the cavity imbalance from 6% to 0.8%, nearly halved the amount of pressure needed to fill the part (from 1079 bar to 622 bar), and reduced the average part weight by 0.48% while maintaining all dimensional specifications. By packing as the part is filled, pressures can be reduced. Furthermore, while a conventional process fills at a high velocity and then packs the part, iMFLUX’s ability to pack while it fills eliminates unnecessary material, reducing part weight. Cycle time was reduced by 13%.
Case Study 4: A PP automotive component was run in an eight-cavity tool on a 550-ton hydraulic machine. It previously ran on a 50-sec cycle, but after the iMFLUX process was integrated to the press, the cycle time was reduced by 8 sec, resulting in a 20% throughput improvement. As described in Case Study #3, simultaneous pack and fill created a 14% pressure reduction and a 1% part-weight reduction. On top of this, iMFLUX’s ability to dynamically absorb viscosity changes reduced the scrap rate from 18% to 0.2%.
iMFLUX Process Benefits
LOW CONSTANT PRESSURE
- Lower clamp tonnage
- Less retained stress
- Uniform stress (less warp)
- Lower melt temperatures
- Less gate blush
- Less flash
- Less cavity-to-cavity variation in multi-cavity & family molds
- Less material degradation
PACK-AS-IT-FILLS
- Faster cycles
- Fewer sink marks
- Stronger weld lines
- Improved surface finish
NO HESITATION
- Reduced flow lines
- Improved thin-walling
- Higher L/T capability
- Smaller cold runners
CAVITY-PRESSURE RESPONSE
- Lighter parts (1-3%)
- Reduced flash
- Automatic adjustment for viscosity
- Real-time adjustment for blocked cavities
- Actuate sequential valve gates
- Not affected by leaky check ring
- Not affected by worn barrel
ABOUT THE AUTHOR: Gene Altonen has been the Chief Technology Officer of iMFLUX in Hamilton, Ohio, since 2015. He is the inventor of the iMFLUX core technology, and leads the iMFLUX R&D organization. Gene has spent his entire 27-year Procter & Gamble career developing new packaging solutions, including numerous injection molding technology innovations. Prior to the iMFLUX launch, Gene was a Research Fellow leading major technology developments in the Injection Molding Capability organization within P&G. He holds more than 50 patents and has at least 35 patent applications pending. For more information about iMFLUX contact info@imflux.com; imflux.com.
















Related Content

How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read More
Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read MoreRead Next
P&G starts injection molding subsidiary amidst mounting hype
The world’s preeminent consumer goods company as a parent and a portfolio of 11 patent applications: from this enviable starting position, Procter & Gamble company iMFLUX is generating buzz in the plastics packaging space before it has even selected a location for its proposed injection molding plant.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More