
Polyolefin Discoloration: New Additive Solutions Solve Common Problems
There’s a growing demand for PE films with lower initial color and improved color stability, as well as better retention of physical properties. New stabilizer systems address these and similar concerns for molded PE and PP parts.

BASF Plastic Additives’ Rick King (center), with scientist II Katiah Anderton (right) and associate scientist Joanni Turnier (left).
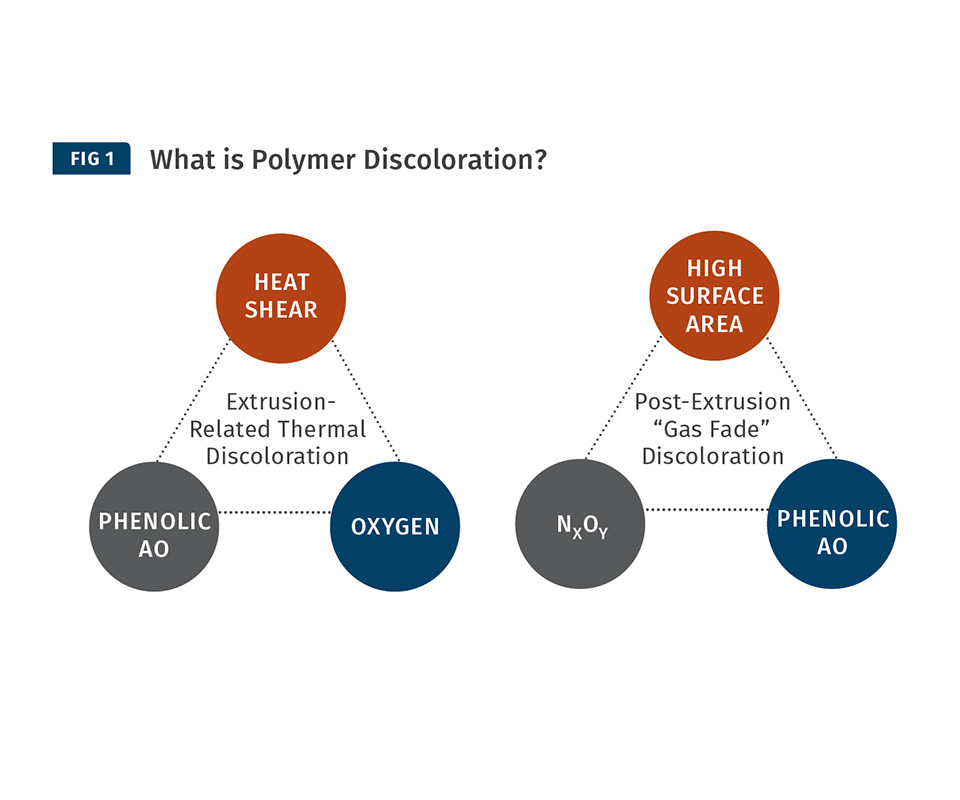
Polymers stabilized with phenolic antioxidants can be susceptible to discoloration if the stabilization system is “over-used” due to harsh processing conditions, or the reactivity of phenol with oxides of nitrogen (NxOy).
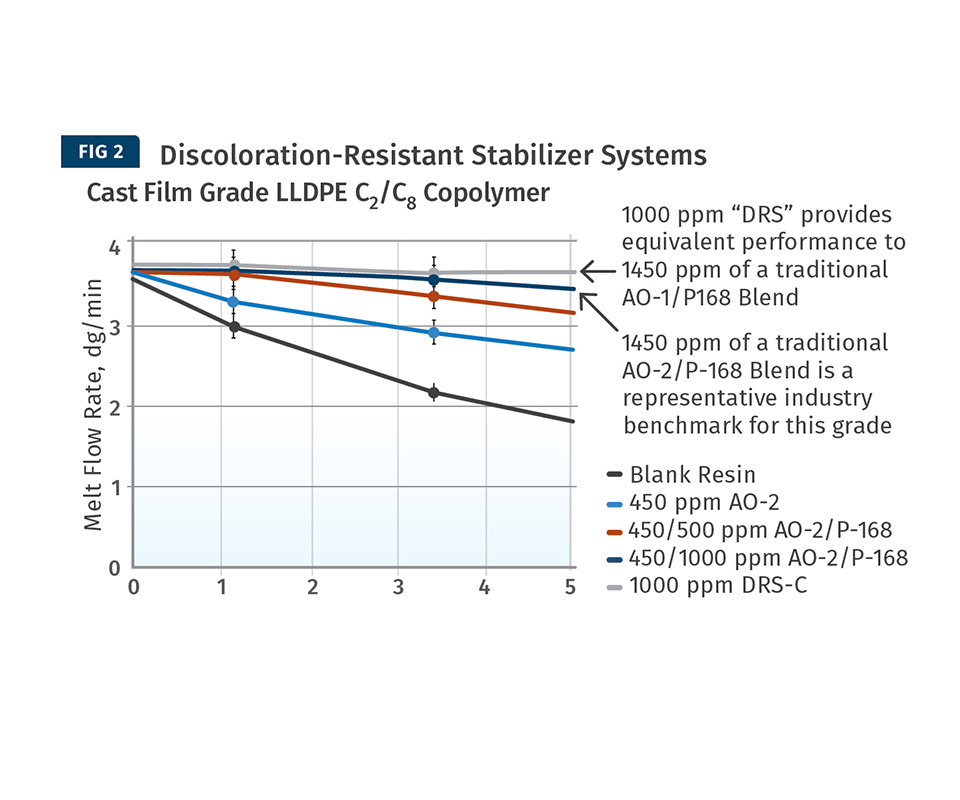
The discoloration-resistant stabilizer system DRS-C provides equivalent melt flow at 1000 ppm compared with an industry- standard AO-1/P168 phenol/phosphite blend at 1450 ppm.
In multi-pass extrusion experiments, the discoloration-resistant DRS-C system shows around the same discoloration as the benchmark system at a significantly higher loading.
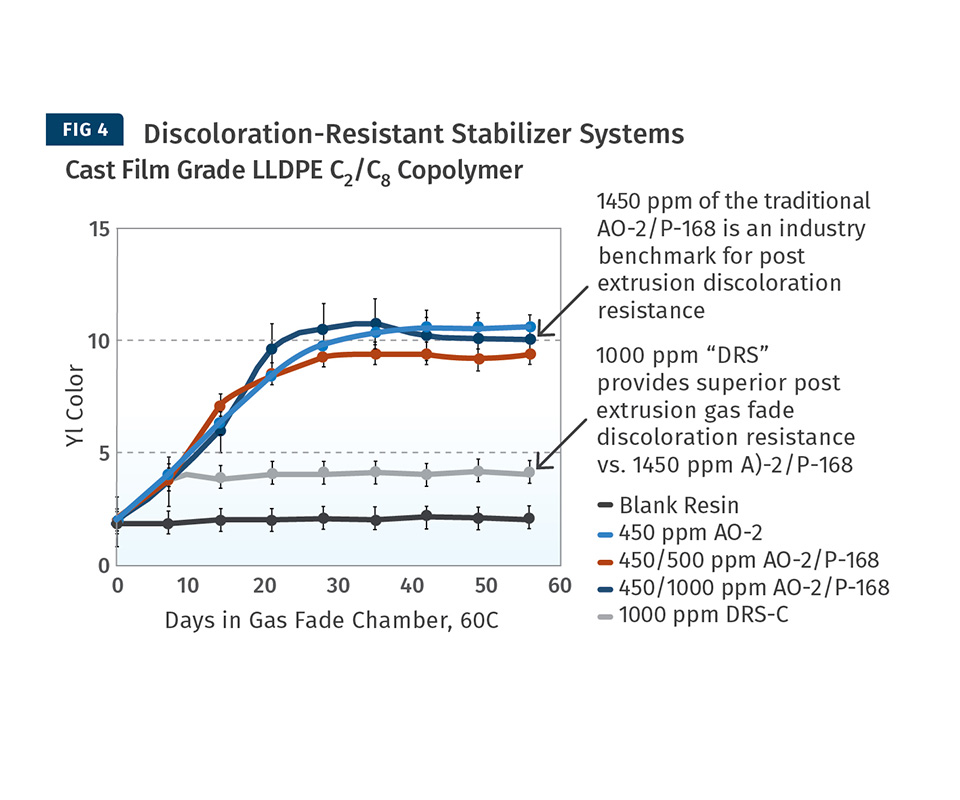
The DRS-C stabilizer system provides superior post-extrusion gas-fade discoloration resistance vs. the benchmark phenol/phosphite stabilizer system.
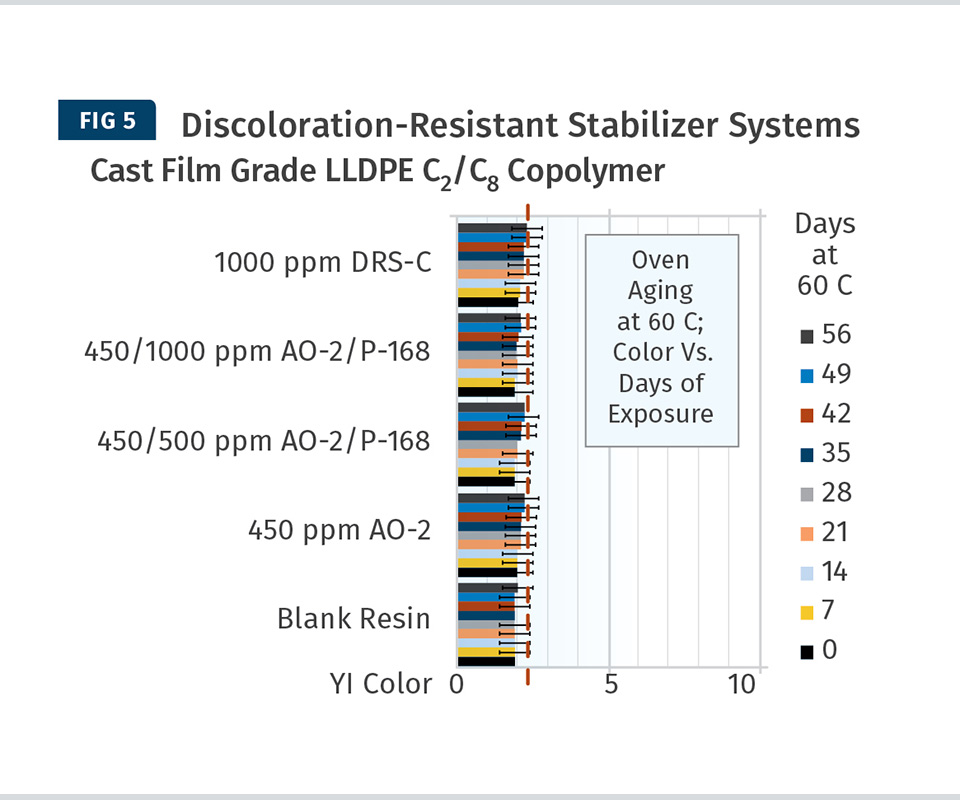
In an experimental atmosphere free of nitrogen oxides, the color development seen with the gas-fade aging is not observed during oven-aging studies run at the same temperature and time frame as the study with nitrogen oxides.


Retention of physical properties is often considered to be the top measure of polyolefin film products. But films’ visual and aesthetic appeal is also important to the industry value chain. While stabilizer systems based on phenolic/phosphite antioxidant blends have been used successfully for decades to provide good melt-flow control and acceptable maintenance of color during routine applications, there is growing demand for lower color and improved maintenance of color. Better color maintenance can be expressed in different ways, such as lower color during repeated heat histories (recycling trim/scrap), minimizing discoloration during warehouse storage (gas fade), maintaining low color in hot/humid climates, or resistance to color from oxidizing treatments, such as corona treatment and e-beam or gamma irradiation.
Most applications for LLDPE film resins involve packaging, commonly of consumer items. In this huge market, there is serious competition, and creating value by adding to the expense for stabilization additives is not the norm. The aesthetic properties are of concern for a short time, since most of these products are “one-use” items. Still, there are also niches where aesthetics play a key role, mostly for specialty film products and higher-end packaging.



Most LLDPE film products are based on phenol/phosphite type antioxidant systems. Under certain deleterious circumstances, phenolic-based stabilization can lead to an undesirable discoloration of the film. Accordingly, both traditional “phenol” and new discoloration-resistant stabilization concepts have been investigated in our labs to assess their impact, not only on retention of physical properties, but also in maintaining visual appeal. In designing new systems to minimize discoloration, we found that specific new combinations of stabilizers afford an excellent balance of both physical and aesthetic properties related to discoloration resistance.
Here, we provide an overview of discoloration and approaches to navigate around it, and then a specific example of stabilizing a solution-phase cast-film LLDPE to demonstrate proof of concept. We experimented with new combinations of existing traditional phenol and phosphite stabilizers, as well as some new hyperactive stabilizer technologies. We have many other examples where we have achieved similar results with this technology platform, such as gas-phase blown-film-grade LLDPE and HDPE and PP molding grades.
TROUBLESHOOTING DISCOLORATION
Evaluating polymer discoloration is typically based on subjective perceptions. For whatever reason, bright white film products are considered attractive; anything less, such as a tinge of yellow, may be perceived as lower quality.
Discoloration during extrusion processing can suggest inadequate stabilization or some other type of formulation challenges. Post-extrusion discoloration, such as during prolonged warehouse storage, can be perceived as an issue with quality or durability.
Both types of discoloration are traditionally associated with the over-oxidation of the phenolic antioxidant, which can lead to further questions about the product. In most cases, the polymer is fine, and is fully capable of fulfilling all the requirements of the end-use application. But perception can be a strong driving force, so discoloration remains a topic that must be addressed.
Polymers stabilized with phenolic antioxidants can be susceptible to discoloration if the stabilization system has been “over-used,” either due to extreme processing conditions or post-extrusion environmental factors (e.g., exposure to oxides of nitrogen that consume the phenolic). The concept of “triangle of discoloration” is illustrated in Fig.1. The triangle on the left characterizes extrusion-related discoloration. The triangle on the right characterizes post-extrusion discoloration. Note: the oxides of nitrogen lead to useless consumption of the phenolic antioxidant, often leading to over-oxidized, conjugated color bodies.
In troubleshooting discoloration problems, several steps can be taken to sort out whether it is extrusion related or associated with post-extrusion exposure conditions. For example, if the article starts to turn yellow, pink, orange, or some other color, break it down into two steps:
1. Check equipment for obvious issues or breakdowns; take this out of the equation as soon as possible. Look for long residence times in the extruder. Evaluate hot spots, high shear/friction, dead zones.
2. Then, ask questions and take notes. Is this discoloration sporadic or has it been drifting upwards over time? Did you see it first, or did your customer? How many times has this discoloration happened before? Is it seasonal? What times of year are best and worst? Is the application based on a single resin, or a blend of resins? Has anything changed recently? (new vendors, new products) What do the pellet retains look like? Do they match the QC numbers? Does the color go away when you expose it to sunlight?
Various stabilization approaches can be used to address these challenges—not only to improve initial color, but also color maintenance during repeated heat histories, as well as long-term post-extrusion color control. Here are the key options to evaluate, along with important factors to consider:
• Change the traditional phenolic antioxidant for one with less propensity to oxidize and form conjugated color bodies. It should be recognized that certain types of phenolics provide excellent melt-flow control but may be more prone to discoloration. It’s important to balance the tradeoff between flow control and better initial color and less post-extrusion discoloration.
• Change the phosphite, which inhibits color formation by alleviating the workload on the
phenolic. A variety of issues must be taken into consideration, since each phosphite has
its own unique set of attributes, such as total phosphorus content, steric hindrance, hydro-
lytic stability, compatibility with the resin, and its intrinsic reactivity for decomposing hydroperoxides.
• Change the ratio of phenolic antioxidant (lower) and phosphite melt-processing stabilizer (higher). By adjusting the concentration and ratio of the blend components, melt-flow rates can be maintained while minimizing color.
• Use a “hyperactive” stabilizer as a booster. Hydroxylamines and tocopherols are representative examples of “hyperactive” stabilizers that can supplement the performance of traditional stabilizers, such as phenolics and phosphites. Using this type of approach “lightens the workload” on phenolic and phosphite components.
• Change the acid neutralizer, used to create a more “pH-neutral” environment in the matrix. Acid neutralizers (acid scavengers) can be surprisingly effective in buffering the resin matrix, which can be an issue for phenolics. This is important since certain types of either “acidic” or “alkaline” species (typically byproducts of the resin polymerization catalyst and cocatalyst) can promote discoloration of certain types of phenolics by accelerating the oxidation process.
• Replace the phenolic-based stabilization system (go “phenol-free”). If the phenolic is considered the reagent that is most susceptible to discoloration via inadvertent over-oxidation, eliminating the phenolic may seem like an expedient approach for minimizing color. However, removal is not that easy, since the phenolic makes such a key contribution to melt-flow control and provides a significant amount of long-term thermal stability. Consequently, elimination of the phenolic requires addition of other types of equally powerful stabilizers to take its place.
TRADITIONAL VS. DISCOLORATION-RESISTANT
Over the last two decades, discoloration-resistant stabilizer systems have been introduced and adopted by the industry. These types of stabilization systems are usually based on a combination of powerful melt-processing stabilizers, such as phosphites, hydroxylamines, tocopherols, or blends of these chemistries, in combination with hindered amines—which provide not only excellent UV stability, but also good long-term thermal stability.
Discoloration-resistant stabilization systems have been successfully used in commercial
applications where melt-flow control is important and where the initial color and maintenance
of color are critical. The most prevalent initial use was in PP woven and nonwoven fibers, where gas-fade discoloration is considered unacceptable. Recently there have been other color-critical applications where this approach has been used successfully in PP homo- and copolymers, and in LLDPE blown- and cast-film grades.
An example is our recent work on a cast- film-grade LLDPE, where there is already a be candid, this requires special attention, since going “discoloration resistant” requires thorough
adjustment of all elements of the resin blend. The traditional practice of mixing different resins with both traditional and discoloration-resistant types of stabilizer systems will likely compromise the results.
We started our initial investigations looking at traditional and discoloration-resistant stabilization systems several years ago, using a variety of blown- and cast-film-grade LLDPEs; but they did not go as well as expected as compared with our work in PP.
It proved much more of a challenge to remove the phenolic stabilizer from LLDPE and to be able to replace it with traditional phosphite stabilizers. We used our portfolio of hyperactive stabilizers to get the job done.
All experiments were based on a commercial cast-film-grade ethylene/octene LLDPE that was provided to our labs devoid of any stabilization. The stabilizer-free resin was kept in cool, dark storage until use. For each of the studies, the additive components were carefully weighed out then tumble blended with the blank polymer for 20 min before extrusion. “Zero Pass” extrusion was typically conducted on a twin-screw extruder at relatively low temperatures under nitrogen. Multiple-pass extrusion experiments were carried out on a single-screw extruder (24:1 L/D) using a general-purpose polyolefin compounding screw fitted with a Maddock mixing section at higher temperatures. The resulting pellets were compression molded into plaques or blown into films for further color or physical-property testing. Melt-flow rates, color, and physical properties were measured on calibrated testing equipment, using ASTM methods.
As can be seen with the Blank Resin formulation in Fig. 2, the predominant degradation mechanism for this LLDPE is molecular-weight increase (crosslinking) when extruded at this temperature, on this equipment, in the absence of stabilizers. With the next three formulations, improved retention of MW, (measured by melt-flow rate) of the polymer is accomplished by adding increasing concentrations of stabilizers. The “discoloration-resistant system” (DRS), labeled as 1000 ppm DRS-C, provides excellent melt-flow control at a lower overall loading than the benchmark control formulations with 1450 ppm of the benchmark system of phenol/phosphite melt-processing stabilizer.
As seen in Fig. 3, there is some development of discoloration during multiple-pass extrusion, starting from the “blank resin”’ control plus the various phenolic and phenol/phosphite stabilizer systems. This is not unusual; and the benchmark system with 1450 ppm AO-2/P-168 is representative of the industry norm for non-color-critical applications. The DRS system, in these multiple-pass extrusion experiments, shows around the same discoloration as the benchmark.
POST-EXTRUSION RESULTS & RECOMMENDATIONS
These types of multiple-pass extrusion experiments can be used as a tool for differentiating formulations. However, melt flow and color should not be the only measures used to qualify or dis- qualify a stabilization system. Instead, these experiments should be used to highlight potential strengths or intrinsic weaknesses of a formulation. Here, we tried to further differentiate the various stabilizer systems, using different types of lab-based procedures:
• Gas-Fade Aging at 60 C. One of the easiest ways to differentiate phenolic and discoloration-resistant stems is to examine gas-fade aging, which involves exposing samples to oxides of nitrogen in a circulating oven held at 60 C (140 F). In this phase of the study, the single-pass extruded pellets were converted into 10-mil films by compression molding, put into a gas-fade chamber at 60 C, and monitored for color development vs. time. AATTC control ribbons that turn from blue to pink were used to calibrate the machine; we found that the time for this cycle was ~24 hr.
We monitored color development every seven days for at least four weeks. In separate work, we have taken the exposures out to significant longer periods—10 weeks or longer. Still, the most significant discoloration typically takes place in the first four to six weeks. The results are depicted in Fig. 4 (gas-fade aging at 60 C). As seen in this critically important set of experiments, the discoloration is derived from three key variables: the presence of a phenolic antioxidant, oxides of nitrogen, and elevated temperatures. This type of gas-fade aging discoloration is well known in the industry and the literature. However, the key issue here is not “what is causing the discoloration?” but how to avoid it in the first place. Obviously, going “discoloration resistant” solves a big part of the discoloration problem.
• Oven Aging at 60 C. We ran an important control experiment in a circulating-air oven at 60 C without the oxides of nitrogen (an integral part of the gas-fade aging experiments). Results are depicted in Fig. 5 (oven aging at 60 C). As shown, the color devel- opment that was observed with the gas-fade aging is not observed during the oven-aging studies without nitrogen oxides (run at the same temperature/time frame as the study with nitrogen oxides). This clearly demonstrates how removing one of the variables from the equation can eliminate discoloration.
Melt-flow rates can be controlled by either traditional or discolor- ation-resistant stabilization systems. Low initial color is observed with both systems. Some color development is observed with additional extrusion passes. Separately, we have observed that lab-scale blown-film experiments show that each of the formulations is roughly equivalent in terms of processability. Consequently, the most definite measure of differentiation is the gas-fade discoloration resistance testing, which clearly shows that the “discoloration-resistant” stabilization systems afford superior low color, in comparison with the control experiment using oven aging at the same temperature and time frame.
The concept of using discoloration-resistant stabilization systems in LLDPE is clearly validated with the work we have done in our labs and our scaled-up evaluations. However, there is still an embedded challenge in reduction to practice in the value chain, since a lot of film houses like to mix different resins to get the processability they are seeking. We have worked on this type of challenge before, and it comes to this: If you want to go “discoloration-resistant,” then make the extra effort to not mix different base resins; that will give the best results. We will continue to develop these types of systems, especially for color-critical applications. We have validated these systems in commercial-scale qualification trials. As such, we can respond to processors’ specific requests for color-critical applications with the mutual goal of adding value to the LLDPE film value chain.
ABOUT THE AUTHOR: Rick King is a senior technical manager for BASF Corporation - Plastic Additives Corp. in Tarrytown, N.Y. He joined Union Carbide in 1984 in basic R&D, then moved to Ciba-Geigy in 1988. He has been with BASF since 2009 when the company acquired Ciba Specialty Chemicals. He has been involved with additives for plastics and stabilization technology for the last 30 years. Rick maintains a strong working relationship with the polyolefins industry while continuing his R&D activities in various aspects of polyolefin stabilization science and new-product development. He has presented over 80 conference papers and is author of 35 U.S. patents.
















Related Content

Fundamentals of Polyethylene – Part 3: Field Failures
Polyethylene parts can fail when an inappropriate density is selected. Let’s look at some examples and examine what happened and why.
Read More
In Sustainable Packaging, the Word is ‘Monomaterial’
In both flexible and rigid packaging, the trend is to replace multimaterial laminates, coextrusions and “composites” with single-material structures, usually based on PE or PP. Nonpackaging applications are following suit.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More