
Automatic Gauge Control: Comparing the Options
Until recently, blown-film processors looking for auto-gauge control had a choice of one segmented-die system, one IBC-based system, and several segmented air rings. Now there are at least nine auto-dies, including two for high-stalk bubbles, and lots of air-ring variations. All claim to improve gauge uniformity, but there are differences.




This year saw the first segmented dies installed on high-stalk HDPE bubbles, typically the toughest to keep under control.

Plast-Control air rings and gravimetric yield control keep HDPE film thickness within +13% actual variation while also raising output.

Reifenhauser claims highper precision for its new segmented dies, which include the largest size available (1000 mm diam.) and one of the smallest heater widths (4.5 mm) for higher control resolution.

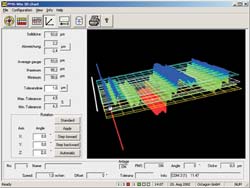
Auto-gauging systems base their adjustments on readings from a film-thickness sensor. How those readings are filtered and averaged is a controversial topic. (photo: w&H)
Octagon, developer of the first controls for segmented air rings in the 1980s, launched new visualization software for auto-gauge lines this year.

Kiefel learned from customer Hamilton Plastics that Kiefel's C3 auto-gauge die can run high-stalk HDPE bubbles.
Davis-Standard's new high-output WesJet segmented iar ring is available for oscillating dies. It uses Plast-Control's air-volume control and oscillating hardware.
Blown-film processors in the U.S. lag five to eight years behind their European counterparts in how flat they make their films. “Probably close to 100% of all European blown-film producers have gravimetric yield control on most of their lines and automatic gauge control on many of them,” says Mark Anderson, sales manager at Plast-Control Inc.“In the U.S., that number might be only 30% for yield control and less than 5% for gauge control.”
It may be surprising that the U.S. number is even that big, considering the large domestic base of older blown-film lines with oscillating dies. That limits the number of machines that are candidates for auto-gauging retrofits, notes Bill Wright, technical director of Tyco Plastics’ Custom Films Div. in Sparks, Nev. Auto-die gauge control can’t be used with oscillating dies, and segmented air rings aren’t as effective with them as they would be with a stationary die and oscillating haul-off.


Another obstacle to auto-gauge control in the U.S. is the tradition of selling rolls of film by the pound, not by area as film is sold in Europe.“Probably 85% of our customers still buy film rolls by the pound,” says Tom Saxton, plant manager at ISOPoly Films Inc. in Gray Court, S.C. Nonetheless, ISOPoly’s two newest film lines—three-layer coex systems from Windmoeller & Hoelscher—do have automatic die control. ISOPoly invested in auto-gauge control to gain a competitive edge with converters, since more uniform film runs faster and better in downstream laminating and printing.
Processors that turn their own film into bags or laminations, like Plassein International in Willington, Conn., are eager converts to auto-gauge control because it translates directly into better yields. Plassein runs mono- and three-layer, high-stalk HDPE lines from Hosokawa Alpine with Plast-Control air-ring auto-gauge systems and gravimetric yield control. HDPE bubbles are notoriously bouncy and hard to control, but Plassein keeps them within nominal setpoints of ±10% and actual gauge variation of ±13-15%. That’s tight for HDPE.
Clearly the word is getting out on auto-gauging systems. More of them were sold this year in the U.S.—well over 100—than in all the years before. But not all processors come along willingly. “Some processors are forced into automatic gauge control because their customers require it,” says Reifenhauser’s U.S. general manager, John Wise. For example, they need tighter gauge control so that their film can run in the latest high-speed printing presses. As processors ante up $250,000 per line for automatic gauge control, the question is which system to pick and how to get their money’s worth.
Wider range of choices
The range of auto-gauge systems on the market has exploded in the past two years. Since W&H’s long-running patents on segmented dies expired, at least eight other machine makers launched auto-dies with heater cartridges in the segmented lips. Nearly as many, including W&H, brought out automatic air-ring systems.
The original W&H auto-die controls used compressed air to cool specific areas of the bubble circumference. Now all segmented dies use cartridges for localized heating instead. Segmented air rings vary air volume or velocity to cool local regions of the bubble. But three air-ring systems heat the air instead.
All these systems make gauge adjustments based on film-thickness measurements captured by an oscillating sensor mounted halfway up the bubble. Those thickness readings are subject to various sources of error, such as the fluttering of the bubble and “noise” from unrelated machine-direction thickness variations, which cannot be corrected by a die or air ring (see box).
Capacitance thickness gauges are probably the most common, though beta or x-ray gauges are used on barrier films because they are reportedly more accurate with EVOH and nylon resins.
Contact-type capacitance gauges are unsuitable for some films. For example, FlexTech in Cincinnati switched to non-contacting x-ray sensors because the contact gauges scratched and even poked holes in the film. (Some newer capacitance gauges are non-contacting.)
After a sensor measures thickness at a particular point on the bubble, auto-gauging software calculates backward to determine where that spot of melt passed through the die or air ring. Then the software instructs a cartridge heater in the die to turn on or off or an air valve in the air ring to open or close. That reverse-mapping software, which has to take account of line speed and die or haul-off oscillation, is by all accounts the trickiest part of auto-gauging system design.
Virtually all automatic gauge controls—whether die or air-ring type—claim to improve the base tolerance of gauge uniformity by 50% compared with blowing the same film without gauge control. “That means if you have an old die with a 20% ground tolerance, you can get down to 10% with gauge control. If you have a better die with 15% tolerance, you can get down to 7%,” explains Jupp Willing, technical manager at Nordenia in Germany, which has auto-gauge controls on virtually all its blown-film lines around the world.
“To take full advantage of real-time auto-gauging, whether die or air-ring based, requires a stable and consistent process,” notes David Nunes, president of Hosokawa Alpine American. “It’s not just a question of a properly designed die. It’s also the extruders, cooling systems, air rings, and IBC.”
The better the basic die quality, the less gauge control is needed. “An excellently designed die, optimized for one material or a narrow range of materials, can run a film at the same gauge tolerance with or without automatic gauge control,” says Dr. Christoff Herschbach, managing director in charge of marketing and business development at W&H. But processors typically want dies built with flexibility to run lots of different materials, which increases gauge variation and the need for control. Tyco’s Wright warns, “Auto-gauge controls also have to be used correctly or they can actually make film quality worse.”
Die lip vs. air ring
Knowledgeable sources generally agree that segmented dies stabilize a bubble more slowly on start-ups and changeovers than do segmented air rings. Cartridge heaters in the die have to heat up and transfer heat to the melt, so response time may be 2 to 3 minutes, whereas cooling air affects the melt in a second or two. This makes air rings better for frequent product changes, say processors who use both systems.
On the other hand, cartridge heaters in the die influence the melt 6 in. lower on the bubble than do air rings, so gauge tolerance from a segmented die is inherently better than from an air ring, according to Steven Engel, president of Kiefel Inc., which offers both types of systems. The air ring is limited because it influences the melt later, explains Dr. Jochen Hennes, director of technology at Kiefel Extrusion in Germany. “The melt is a little cooler when it gets to the air ring, so you don’t get all the result you want.”
Alpine sources agree that a segmented die is more precise than an air ring, especially in larger diameters.
Addex says its IBC-based auto-gauge control gives high resolution because it, too, affects the melt at die-lip level. Addex guarantees ±3.5% to 5.5% accuracy (at 3 sigma) for its system when extruding 1.5- to 3-mil films of LDPE and LLDPE.
Segmented air rings are easier and less expensive to retrofit to existing lines than are segmented dies because air rings require no die modifications. Cost of subsequent conversion to other die diameters is also easier with segmented air rings. Reifenhauser chief engineer Bernd Schroeter notes that his company’s auto-die and air-ring systems for a 350-mm die cost about the same initially. “But if the customer decides to change to a 300-mm die, the air ring can be easily changed with inserts. With a segmented die, the processor would typically need a whole new die.”
Kuhne GmbH is testing a design that puts the ring of cartridge heaters inside the die, 6 in. below the lip. This conditions the melt sooner than in any other system and allows space for die inserts to change bubble diameter. Kuhne believes this is the first die-based auto-gauge system that can accommodate removable die inserts.
Segmented dies need less maintenance than segmented air rings, which have stepper motors and constantly moving air valves, some suppliers say. Plast-Control, however, says wear isn’t a major problem since any one valve moves a total of only 20 to 30 seconds a day in 1- to 2-sec increments.
Energy cost for segmented dies reportedly is more than for segmented air rings. “A W&H die will cost $8000 to $12,000/yr in energy, depending on utility costs,” estimates Matt Bangert, general manager of Plast-Control.
Gauge-control systems that add heat have to remove it again, which slows output. Eric Hatfield, managing director of FlexTech, says he once calculated that a die-lip system reduces output by about 50 lb/hr, or 4% to 5%, on a line doing 1200 lb/hr. The control zone for heat from die-lip cartridges is also wider than the zone for air rings, so you heat more plastic than you need, which takes away modestly from output.
Blow-up ratios and bubble shape also affect the choice of a segmented die or air-ring. Air rings have limited influence over films with low BURs. Air rings, however, are the preferred approach to auto-gauge control for high-stalk HDPE bubbles with high BURs. A segmented die doesn’t usually work well with a high-stalk bubble because it is difficult to predict where the melt passing a given point on the die will end up on the bubble.
In January 2002, at least two machine builders delivered what are believed to be the first high-stalk lines running with segmented dies. Kiefel delivered a line with its first C3 segmented die to Hamilton Plastics in Chattanooga, Tenn. Alpine delivered its first to a U.S. plant, then two more to European customers in the spring.
Die-based control
For 20 years, W&H’s patents locked up the segmented-die market. W&H upgraded its Optifil P technology continually over the years—changing from mechanical relays to solid-state components, substituting faster and more powerful computers, and updating software and thickness sensors. W&H is now about to install its 500th Optifil P system at a processor in Spain.
Its first Optifil P1 die in the early 1980s cooled melt locally by blowing compressed air through tiny channels in the die lip. W&H then developed the P2 die with heater cartridges, which are mechanically simpler and cost less to run. Heater cartridges are located 5/8 in. apart (e.g., 88 heaters around a 16-in. die). The P3 version, introduced at K 2001, combines a dual segmented air ring with a segmented die. It is designed for extremely high outputs. W&H delivered 100 P1 dies, 390 P2 dies, and 10 P3 systems. Available sizes run 160 to 900 mm for one to three layers, 160 to 500 mm for seven layers.
In 2000, W&H’s patent expired. By the time of the K 2001 show last fall, Alpine, Kiefel, Kuhne, Macchi, and Reifenhauser had all launched their own segmented dies. Since then, more have joined the pack.
So far, Battenfeld Gloucester has built one 16-in.-diam. Autoprofile segmented-die system. It uses the same software as its Autoprofile segmented air rings. The die is commercially available, but none are installed yet.
Brampton Engineering just developed its first auto-die system in a 10-in. size for its lab line in Brampton, Ont. The die differs from competitors’ by altering the die gap rather than temperature. It uses Brampton’s own software and is expected to be shown for the first time at NPE 2003 next June.
Hosokawa Alpine has installed 15 of its AutoTherm or TRS (temperature-regulated system) segmented dies, one of them in the U.S. They range from 160 to 710 mm diam. and produce film of up to seven layers. Heated die segments are used to control medium-stalk, “pear-shaped” MDPE and HDPE coex bubbles and high-stalk HDPE. The die has a heating element every 15 to 20 mm around the circumference, so a 160-mm die has 40 heaters; a 250-mm die, 56 heaters; a 500-mm die, 100 heaters; and a 710-mm die, 152 heaters—nearly double the number used in Alpine’s segmented air rings.
Kiefel in the mid-90s built segmented dies with 24 manually tuned temperature zones. Now it offers automatic Kirion C3 dies from 175 to 700 mm diam. for up to seven layers. A 700-mm C3 die has 160 heaters. Kiefel has installed 12 C3 dies, including one in the U.S. running high-stalk HDPE.
Kuhne GmbH brought out a mono-layer W&H look-alike segmented die last year. Subsequently, Kuhne changed to an original design with the heater cartridges 6 in. below the die lip to allow room to change die inserts. The first unit is a 220-mm model for three layers. Inserts can modify it from 180 to 350 mm diam. with the same set of cartridge heaters. The company has designed a larger model that can change from 350 to 600 mm diam. with the same set of heaters.
Macchi supplies its Easy Control Plus auto-gauge dies from 180 to 800 mm diam. They have a heater cartridge every 11 mm, so a 500-mm die has 144 elements. Macchi has installed a dozen systems, but none in North America.
Macro Engineering introduced its AccuPro die for automatic gauging this year and has built five units for European, Korean, and Canadian customers. They range from 8- to 20-in. diam. and produce three or seven layers. Heater cartridges are 2 in. apart, so a 20-in. die has 48 cartridges. Macro uses an NDC gamma-backscatter gauge and control software.
Reifenhauser has supplied 15 of its Reicotherm segmented dies from 160 to 800 mm diam. They are available up to 1000 mm diam. with a heater cartridge roughly every 4.5 mm. So a 180-mm die has 40 cartridges; a 250-mm, 56 cartridges; a 500-mm, 104 cartridges; and an 800-mm, 168 cartridges.
Blowing hot and cold
Roughly a dozen machine builders offer auto-gauging air-ring systems. Reifenhauser originated the idea and patented it but let others commercialize it first. The earliest exhibitor of segmented air rings was Kuhne at the K ’89 show. It used Octagon thickness gauges and software. At K 2001, Kuhne showed a more advanced dual-lip Tornado air ring with automatic gauge control. Thirty of these new models were installed this year.
Octagon first supplied thickness gauges and software for use with Kuhne’s segmented air rings. In 1990, Octagon built its own single-lip auto-gauge air rings. This year Octagon introduced a dual-lip segmented air ring for HDPE and installed the first on a Kuhne line in France. Octagon’s latest FFT (fast Fourier transform) software analyzes thickness profiles for signatures of identifiable repeating factors like cooling-ring air inlets.
Meanwhile, Addex has supplied seven segmented air rings since 1999. It guarantees a minimum of 50% gauge-variation improvement. Its air rings have at least 132 control zones. Addex is also the only supplier of segmented IBC gauge controls (since 1995) and has over 80 in operation. This Internal Gauge Control system adjusts air gaps between the IBC pancakes. However, it is mechanically complex and not suited for high-heat resins like nylon.
Alpha Marathon launched its Millennium segmented air ring in 2000 and has shipped 13 to Canada, Europe, and South America, most for five-layer barrier films. The air ring redistributes a constant volume of air, controlling segments with pistons and servo motors that make adjustments three times a minute. Models are available for 6- to 20-in. diam. dies. A 10-in. unit has 132 servo motors. It reportedly controls gauge to ±1.5% at 2 sigma.
Battenfeld Gloucester launched its Autoprofile air ring in 1990 and has installed several hundred. These units supply a constant air flow over heater coils—an approach that has no moving parts. The air rings range from 6 in. diam. for heavy-duty shipping sacks up to 45 in. for TPU films. The Autoprofile sheet-metal fins and heater cartridges will soon be retrofittable to Gloucester’s newest UltraCool high-output air ring. Under agreements with Gloucester, W&H and Kiefel can sell heated air rings outside North America.
Brampton Engineering launched its 3-Sigma auto-gauge air ring in the mid-90s. In 2000, its collared Eliminator auto-gauge air ring was introduced for 4- to 37-in. dies. The 4- to 5-in. size has 32 zones; the 29- to 37-in. model has 112 to 128 zones.
Davis-Standard offers a dual-lip AutoPro WesJet air ring that uses Plast-Control mechanical components and control software. This high-output design controls air volume, not temperature, so it imposes no productivity penalty, Davis-Standard says. It’s available for 6- to 90-in. dies, including oscillating or rotating ones. The first two were installed this year at MidSouth Extrusion in Monroe, La.
Future Design offers the Variocool Duo air ring from K Design GmbH in Germany. It controls segmented air flow on both sides of the bubble. It’s retrofittable between a standard air ring and die and has actuators remote from the air ring. Twenty-three units have been installed.
Hosokawa Alpine’s HSK segmented cooling ring came out in 1992. It has a separate segmented air source and is used with a standard non-segmented air ring. Alpine has installed 200 HSK units. They range from 300 to 700 mm diam. An HSK 300 has 32 air segments, HSK 500 has 48, and HSK 700 has 64. Alpine has a patent on placing HSK air rings just below the frostline of high-stalk HDPE bubbles.
Kiefel has built 150 of its C1 segmented air-ring systems since 1991. They use Plast-Control mechanical inserts. Kiefel also sells C2 segmented air rings that vary the temperature of heated air flowing at constant volume. One C2 is in the U.S., but Kiefel has since agreed with Battenfeld Gloucester not to sell any more C2s here.
Macro Engineering is in final testing of its Accupro segmented air ring. It’s available for 8- to 32-in. dies.
Plast-Control’s Pro-Con segmented air rings use patented variable air volume, whereas other air rings vary air velocity or temperature. Plast-Control also supplies software for Reifenhauser’s Reicoflow segmented air rings. Over 300 Pro-Con air rings have been installed. They come in two sizes, 150 to 400 mm diam. and 400 to 750 mm. Pro-Con can be adapted for oscillating dies with special software and hardware that uses infrared light beams to send air-valve instructions. The first two oscillating-die installations were in the U.S. and Canada this year.
W&H introduced a similar dual-control configuration at K 2001, but with a different goal. W&H’s P3 system with both segmented die and air ring is designed for higher outputs. Residence time for melt next to the die wall isn’t enough at high line speeds to achieve good tolerances with the auto die alone, W&H says. The same signal triggers heaters in the die and air jets in the air ring. P3 dies are installed at four processors in Europe and Saudi Arabia.
Most segmented dies and air rings display filtered tolerance data. How the data are filtered and reported is controversial because averaging data points blurs actual thickness readings and can hide high and low spikes in the film.
W&H’s segmented die has long been the industry standard. It typically shows ±2% variation in filtered 2-sigma results. “They show you some house numbers and averages, but not what you’re really running,” says Nordenia’s Willing. “And they don’t tell you what they average.” Nordenia worked with W&H to ensure operators saw 3-sigma data with less filtering. Nordenia was the only user of this reprogrammed W&H software for many years, but now it is available to any customer.
Addex, Plast-Control, and Reifenhauser all say they display actual, unfiltered data and that anything else is not useful. “Processors should know how machine makers state gauge and get express guarantees of reproducible tolerances,” says Reifenhauser’s Wise. “Just because the computer screen says ±2% doesn’t mean that’s what the film is.” Plast-Control’s Bangert also objects that averaging data points from one or more rotations of the thickness gauge will give results that always look better than an instantaneous profile.
ISOPoly Films uses W&H’s standard 2-sigma filtered data only as a benchmark because it’s far from the actual film thickness. “If it’s showing ±5% as the outer limit on the gauge-control screen, off-line we would probably measure ±8%,” says ISOPoly’s Saxton.
W&H’s gauge takes 1800 thickness readings per revolution, but its 2-sigma software typically shows film thickness as an average of just 60 data points around the bubble. Customers can toggle from 2- to 3-sigma in order to see results from up to 360 data points. The software also averages data points from at least three complete revolutions of the thickness sensor around the bubble. W&H says averaging is necessary because a bubble flutters, and each measurement by a thickness gauge may show a different number. Not all readings could or should provoke a reaction by the auto-die or air ring, W&H insists.
Addex says it displays only 3-sigma data without averaging. Its software maps rotation of the oscillating haul-off, which reportedly allows it to control narrower (1/8-in.) temperature zones vs. 1/2-in.-wide zones for other suppliers.
Reifenhauser’s software uses 2-sigma data and averages 128 data points around the bubble. But Reifenhauser says it displays actual thickness data, not averaged data, which are used only for control purposes. Reifenhauser also controls heater cartridges to a specific temperature, whereas W&H and Kiefel control percentages of full power. W&H sources respond that actual temperature is “impossible to control.”
Kiefel says it displays data calibrated to a customer’s off-line measurements and guarantees those off-line results, not the on-screen data. Its C3 segmented die uses a new algorithm that works in two stages—first it gets a good bubble profile, then fine-tunes it. Kiefel says two-step adjustment is 20% faster than one-step adjustment.
















Related Content

The Importance of Viscosity in Melting
The calculations required to determine the right melt temperature for each polymer are complicated. Knowing the power-law coefficient and the consistency index of the polymer you run might prove useful.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read More
Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More