
Automation Cuts Production Time For LED Lighting Units by 89%
Robot-assisted overmolding helps Swiss company compete with low-wage countries.

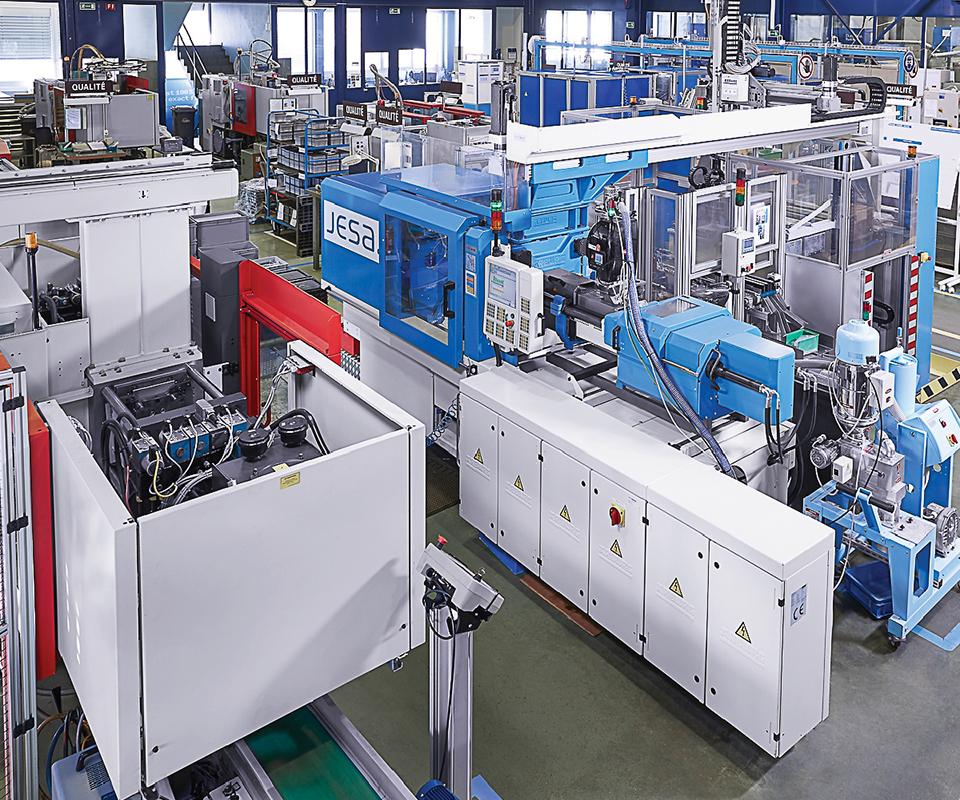
A highly complex but compact cell was delivered to JESA by Arburg as a turnkey system. (Photos: Arburg)
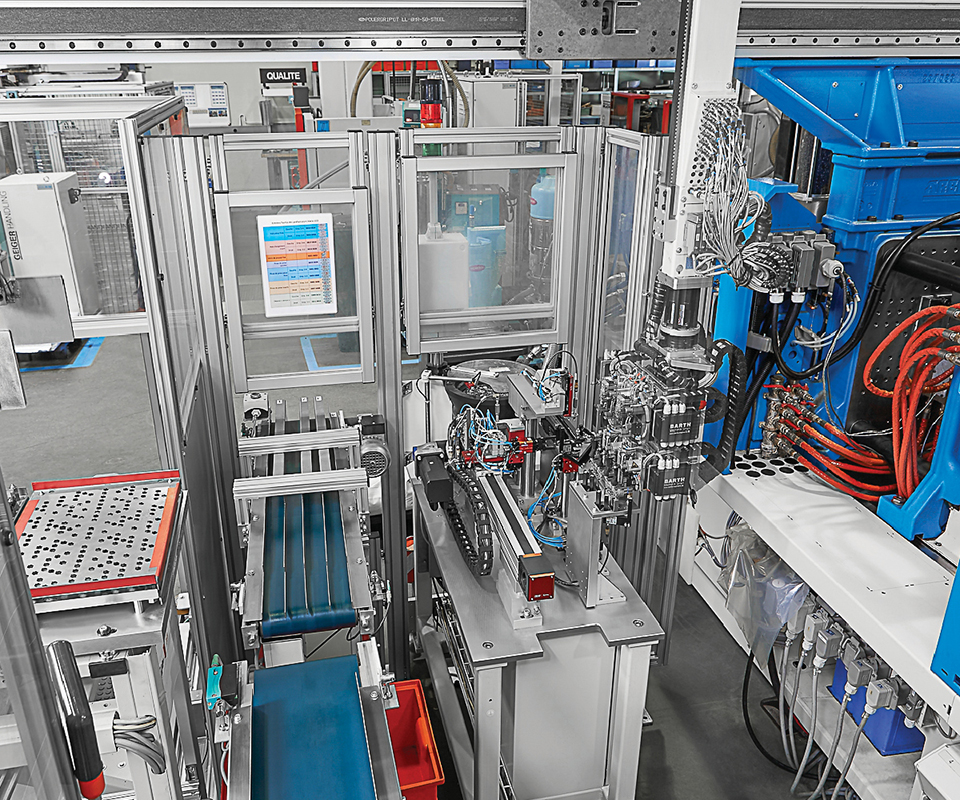
The complex robot gripper at right holds 16 inserts of two different types to place in four cavities (3 + 1 in each cavity).
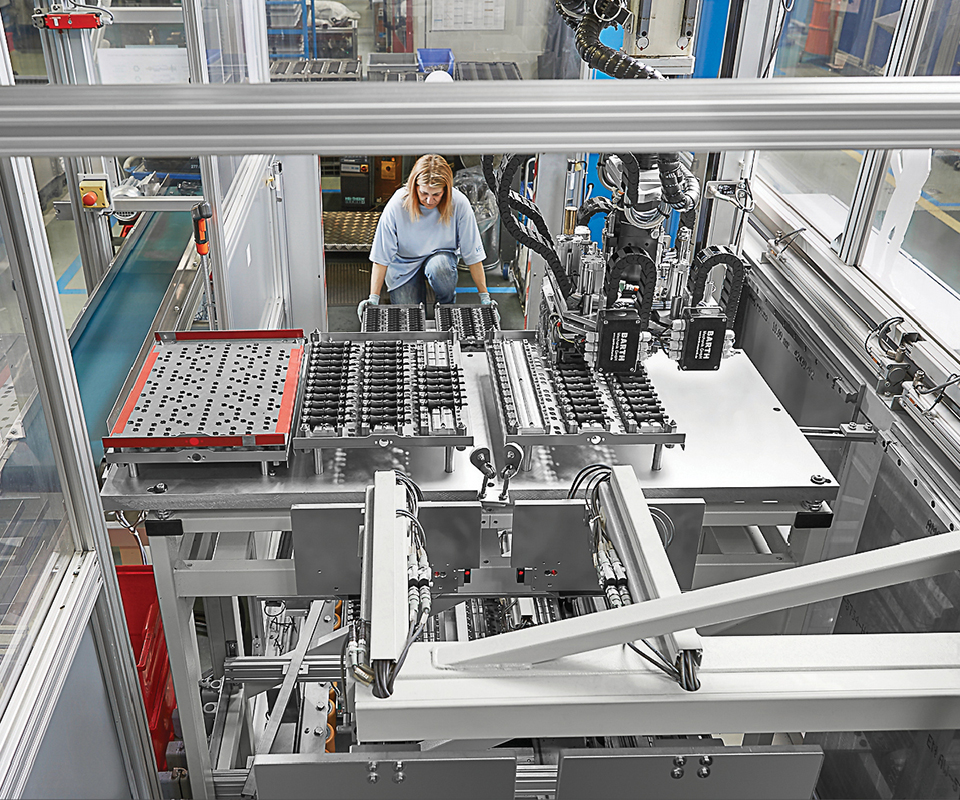
With the automated cell, only insert loading and downstream visual inspection and storage are now performed manually.



Replacing five manual assembly steps with a combination of injection overmolding and robotic insert loading and part removal helped a Swiss manufacturer save almost 90% in production time for automotive LED lighting components.
Founded in 1969, JESA of Villars-sur-Glâne specializes in custom-made ball-bearing solutions. One such product is a dynamic adjustment mechanism for multi-directional LED car headlamps. JESA produces millions of these complex components annually, using a turnkey injection molding cell supplied by ARBURG, Inc. (U.S. office in Rocky Hill, Conn.). The automated cell cut production time from 90 sec with manual assembly to 10 sec, helping ensure JESA’s continued competitiveness in Switzerland against low-wage countries. (The firm also has a plant in China.)
These LED lighting actuators with integral ball bearings are produced in a cell based on an Arburg Allrounder 470 H hybrid press (100 metric tons, servo-electric toggle clamp and screw plastication, hydraulic accumulator injection) and an Arburg Multilift V Cartesian robot. The system also includes a palletizing station and conveyor line from Schuma Maschinenbau GmbH of Germany, a feed and singulation unit from Afag Automation AG of Switzerland, and a complex gripper from Barth Mechanik GmbH of Germany. Arburg sourced, set up, commissioned, and delivered all the components to JESA as a turnkey system.
The process starts when the top-loading robot with extended Z-axis picks up four ball-bearing inserts per part at two loading positions (three at one position, one more at the other) using a pneumatic gripper and places them in a four-cavity mold. A total of 16 inserts are thus held in the gripper.
After overmolding with polyetherimide (PEI) engineering resin, the robot demolds the finished parts and sets them down in a metal tray. A conveyor system then channels the transport trolleys with the trays out of the system. Loading the inserts into trays and down- stream visual inspection and storage are the only manual operations.
Related Content
-
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
-
Back in the Family Business
In its 45th year, Precision Molded Plastics has carved out a technology and market niche, growing not just when opportunities arise but when they make sense, after its leader changed careers to keep the family business from changing hands.
-
Injection Molder Bases Company Culture on Employee Empowerment
After more than two decades in the industry, Rodney Davenport was given the opportunity to create an injection molding operation in his own vision, and — in keeping with the product he was making — to do so from the ground up.








