
Beefier All-Electric Machines With Enhanced Control Features
Presses designed to dismiss the perception that all-electrics can’t handle larger, heavier molds.


Five of the 13 new models of SEEV-A electric presses were demonstrated at Sumitomo Demag’s open house in Strongsville, Ohio.

Eight PP medical dosing cups were molded on a new 202-ton model in 2.42 sec.

A new 281-ton press ran PP medical vials in 16 cavities, which previously ran on a 308-ton machine.

The largest new model (562 tons) ran a 31.1-in.-long PC auto headlamp lens using a four-drop Flexflow servo valve-gate system from HRSflow North America.
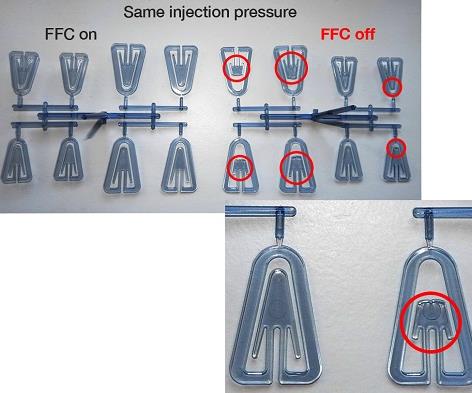
Uniform filling of an eight-cavity, cold-runner family mold producing two different sizes of acrylic paper clips was demonstrated on a new 56-ton machine with the assistance of Flow Front Control and Minimum Clamping Molding software.



At an open house in late April at its U.S. headquarters in Strongsville, Ohio, Sumitomo (SHI) Demag Plastics Machinery North America showed off its new SEEV-A series of all-electric toggle injection molding machines with a wide range of hardware and software enhancements. The range of models on display was almost twice as large as had been reported previously, extending the series to smaller sizes.
The larger half of the size range are designated SEEV-AHD (HD = High Duty) models—eight machines from 247 to 562 U.S. tons, which replace Sumitomo’s SE-HDZ series. (Full details were reported in our February Keeping Up section.) Among their many new features are the ability to carry larger and heavier molds and operate at higher speeds, suiting them to automotive and other molding of mid-size and larger parts.


John F. Martich III, v.p. and COO, noted that the 562-tonner is a larger standard size than the company had previously offered (up from 498 tons). He also said the larger sizes benefit from increased modularity, offering two different clamp sizes for each one-piece base size.
SMALLER, MORE CAPABLE MODELS
The open house also saw the debut of a smaller range of five SEEV-A units from 56 to 202 tons. These replace the company’s popular SEEV series. Like the larger units, they have increased base rigidity and new linear bearings to support the moving platen, instead of the tiebars. The latter feature (which Sumitomo Demag sources agree is fast becoming a standard in the industry) makes for a cleaner, grease-free molding area and minimizes clamp deflection, even when running stack molds. The company (sumitomo-shidemag.us) is working to extend linear guides throughout its press lines.
The new SEEV-A series also boasts enhanced control software consistent with the larger SEEV-AHD range. These include refinements to the Z-Molding Flow Front Control (FFC), which balances multicavity and family molds by halting injection just before complete fill and allowing the compressed melt to relax and expand uniformly into all cavities. Both FFC and Minimum Clamping Molding (MCM)—which finds the minimum clamp pressure to completely seal all parting lines—can now be auto-set by the machine. MCM is also said to be more precise with Sumitomo’s new-generation servo motors. Incremental improvements are also claimed for closed-loop clamp-force control, which adjusts for thermal expansion to maintain set tonnage within ±1%.
Like the SEEV-AHD models, these smaller machines also share the new S-Move software, which replaces fixed multi-step mold-open/close settings with an automatically optimized speed profile that is smoother, with 50% less vibration, while also being 15% faster.
According to Martich, “What’s so exciting about the complete SEEV-A platform, from 50 to 600 tons, is that molders can rely on this single, consistent platform for an exceedingly diverse range of applications from fractional-gram micromolded parts all the way up to shots sizes over 75 ounces.” All the these new models share the same NC-10 control, which operators will find looks the same and can be operated in the same way across the size range.
MOLDING DEMOS
Among the demonstrations at the open house, a SE180EV-A (202 tons) showed off its higher speed by molding thin-wall PP medical dosing cups (1.8 g apiece) in a Caco-Pacific eight-cavity hot-runner valve-gate mold on a 2.42-sec cycle.
And an SE250EV-AHD (281 tons) showed off its beefed-up specs by molding 50 ml PP medical vials (11.5 g each) in a Cavaform International 16-cavity mold with an Incoe hot runner on an 11.2-sec cycle. This mold was previously run on a 308-ton machine.
The largest press in the new series demonstrated the ability to run larger, heavier tools in molding a 31.1-in.-long (790 mm) PC automotive headlamp lens weighing 14.1 oz. It was produced with Flexflow servo-driven valve-gate system from HRSflow North America, Byron Center, Mich.. This five-drop system used sequential molding together with Sumitomo Demag’s FFC and MCM control features to achieve consistent filling with very high aesthetics and clarity in this challenging, long-flow part. As reported previously, HRSflow in Italy is experimenting on ability to mold even longer—up to 900 mm—and thinner—1.8 mm—auto lenses (see Jan. ’16 Fakuma show Close Up).
The smallest machine in the series used FFC and MCM to achieve uniform filling of an eight-cavity cold-runner family mold producing equal numbers of two different sizes (0.79 and 1.35 g) acrylic paper clips.












Related Content

Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
ABC Technologies to Acquire Windsor Mold Group Technologies
The Tier One automotive supplier with compounding and blowmolding machine capabilities adds the 50-yr-old molder and moldmaker.
Read More
How to Optimize Injection Molding of PHA and PHA/PLA Blends
Here are processing guidelines aimed at both getting the PHA resin into the process without degrading it, and reducing residence time at melt temperatures.
Read More
‘Monomaterial’ Trend in Packaging and Beyond Will Only Thrive
In terms of sustainability measures, monomaterial structures are already making good headway and will evolve even further.
Read MoreRead Next

INJECTION MOLDING: New Electric Press Series Geared for Mid-Sized Molding
Highly spec'ed presses handle bigger, heavier molds for mid-sized automotive and other parts.
Read More
Fakuma Show News: Hot Runners & Tooling
Hot-runner nozzles, manifolds, and controls, as well as other mold components and a new tooling concept made their debut in Friedrichshafen.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More