
Bottle-to-Bottle PET Recycling Uses Silicone Modifier
A new low-cost approach restores the properties of recycled PET bottle flake to produce new food-grade preforms and pellets.



PTP uses a reactive silicone modifier to bind together low-molecular-weight PET chains.
PTP treats washed PET flake with liquid silicone in a mixing reactor to make food-grade PET that processes like high-I.V. resin.
A new low-cost approach restores the properties of recycled PET bottle flake to produce new food-grade preforms and pellets. The secret is chemical modification with liquid silicone.
PTP Plastic Technologies and Products B.V., a six-year-old R&D company registered in Holland with a production-scale plant in Prague, Czech Republic, and a U.S. office in California, presented its process (U.S. Pat. Applic. 20060094793) for the first time at the K 2007 show in Germany in October.



Equipment for the process was developed by BKG Bruckmann & Kreyenborg Granuliertechnik GmbH in Germany (represented here by Kreyenborg Industries), which built PTP’s 22-million-lb/yr demonstration plant in Prague. The plant started up two years ago and produces pellets and bottle preforms from recycled PET.
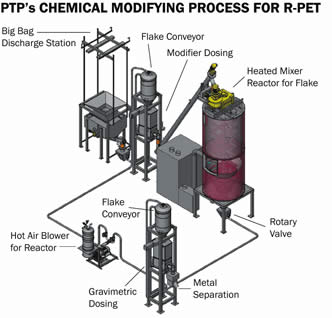
The continuous process starts with washing PET flake in a system from Baima Srl in Calliate, Italy. Flake is then treated with the liquid silicone modifier and fed into a stirred mixing reactor, where it’s heated to 140 to 150 C for about 90 min. In the reactor, the surface of the flakes softens, the modifier adheres, and moisture is removed. Flakes then pass through metal detection and are fed into a twin-screw extruder with high-vacuum degassing. The heat in the mixing reactor, followed by higher heat (6 min at 260 C) in the twin-screw extruder with vacuum degassing removes any remaining volatiles along with unreacted silicone.
The melt is filtered through 58-micron screens and goes into BKG’s CrystallCut crystallizing pelletizer, which uses residual heat in the material to crystallize the pellets. The finished product contains 0.15% silicone.
A different PET molecule
The tetra-functional silicone molecules create silane bridges to the short PET chains and oligomers, creating a new matrix of larger, branched PET molecules with higher molecular weight. PTP says the silicone modifier selectively connects shorter polymer chains, removing low-molecular-weight oligomers, but doesn’t attach to longer PET chains.
The I.V. actually drops but becomes an irrelevant measure of material performance capability. “Even with lower I.V. of around 0.70, the modified material has better mechanical properties than traditional bottle-grade PET material with 0.82 I.V.,” says Ralf Simon, managing director of BKG. PTP thus finds no need to use a chain extender.
PTP calls the new material PET-M (modified) to distinguish it from other food-grade recycled PET (RPET). It has better elasticity and better oxygen barrier, PTP says. Elongation at break is 250% vs. about 120% for standard RPET. PET-M bottles passed a six-week shelf-life test for CO2 migration based on a standard industry test protocol for carbonated soft-drink bottles. Acetaldehyde content is less than 0.5 ppm, suitable for water bottles. PET-M has received food-contact approval from the FDA.
Clarity is slightly less than that of virgin PET. PET-M can be used in green or blue preforms, and up to 20% PET-M can be used in clear preforms without hurting clarity. PTP sells PET-M pellets in clear, blue, and green and has two Husky injection machines molding preforms for sale. The firm is seeking funding to establish a 30-million-lb/yr plant in California.
PTP’s main goal, however, is to license the new technology to others. PTP has representatives in the U.S. and Canada pursuing licensing opportunities. PTP claims that capital and operating costs for its process are substantially lower than for other recycling processes by eliminating the energy consumed for solid-stating.
PTP will supply the silicone modifier to licensees. The process uses 25 kg of liquid silicone (hexamethyldisilazane and tetraethylorthosilicate) per metric ton of clean flake, or 2.5%.












Related Content

Revolution Develops Innovative Approach to Recycling Stretch Film
The company’s approach includes collection, cleaning and recycling of stretch film.
Read More
Evolving Opportunities for Ambitious Plastics Recycler
St. Joseph Plastics grew from a simple grinding operation and now pursues growing markets in recycled PP, food-grade recycled materials, and customized post-industrial and post-consumer compounds.
Read More
Compatibilizers Aid Recycling & Upcycling of Mixed Resins
Compatibilizers are proving their worth in boosting critical properties such as impact/stiffness balance of PCR and PIR blends of polyolefins and other plastics.
Read More
Reversing Logistics for Plastic Film Recycling
Learn how Mainetti built a circular supply chain for clear film packaging.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More