
Cobots Help Molder Find ‘Right Balance’ Between People and Automation
Short-run, quick-turn custom molder uses collaborative robots selectively to make people more productive.

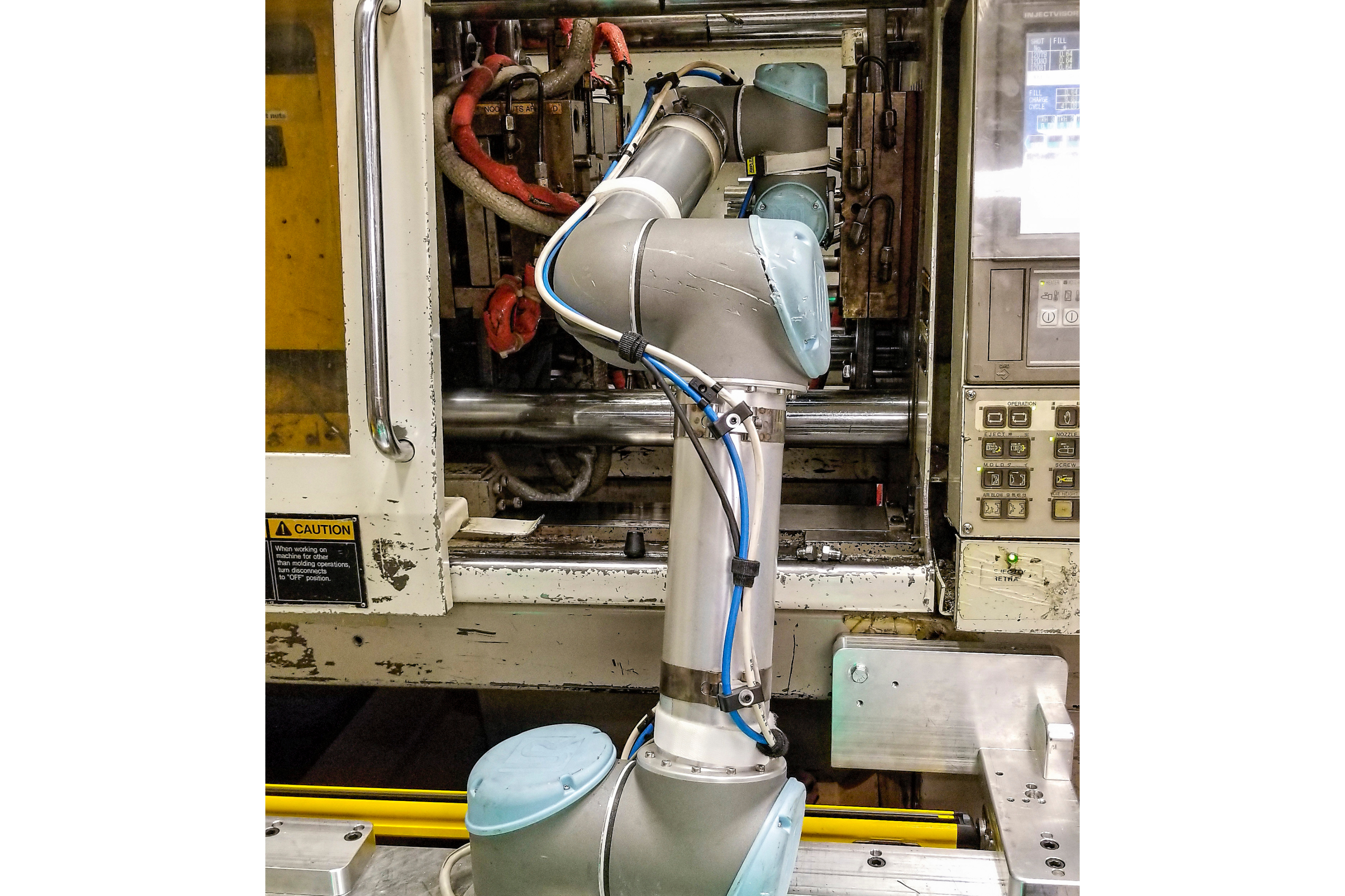
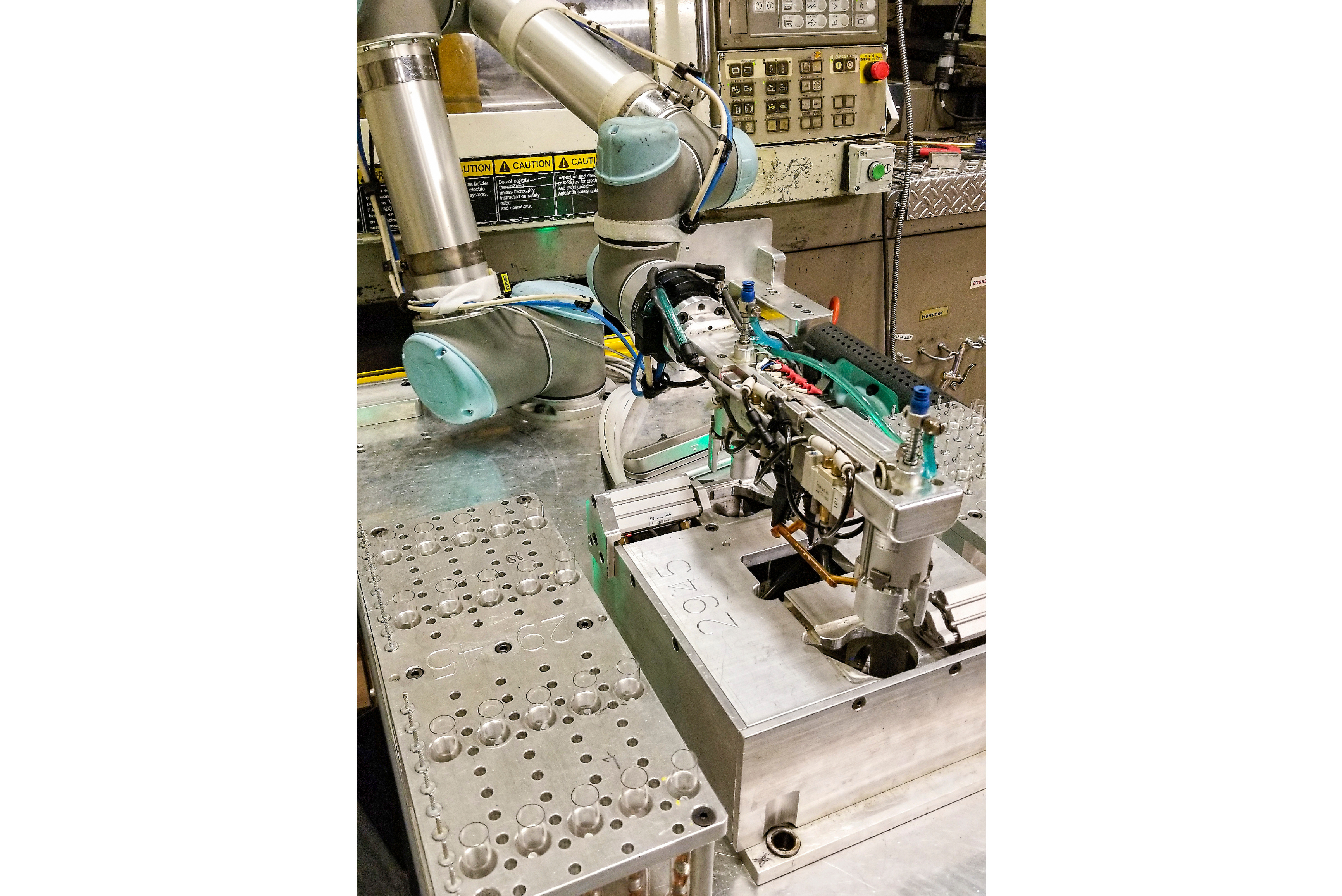
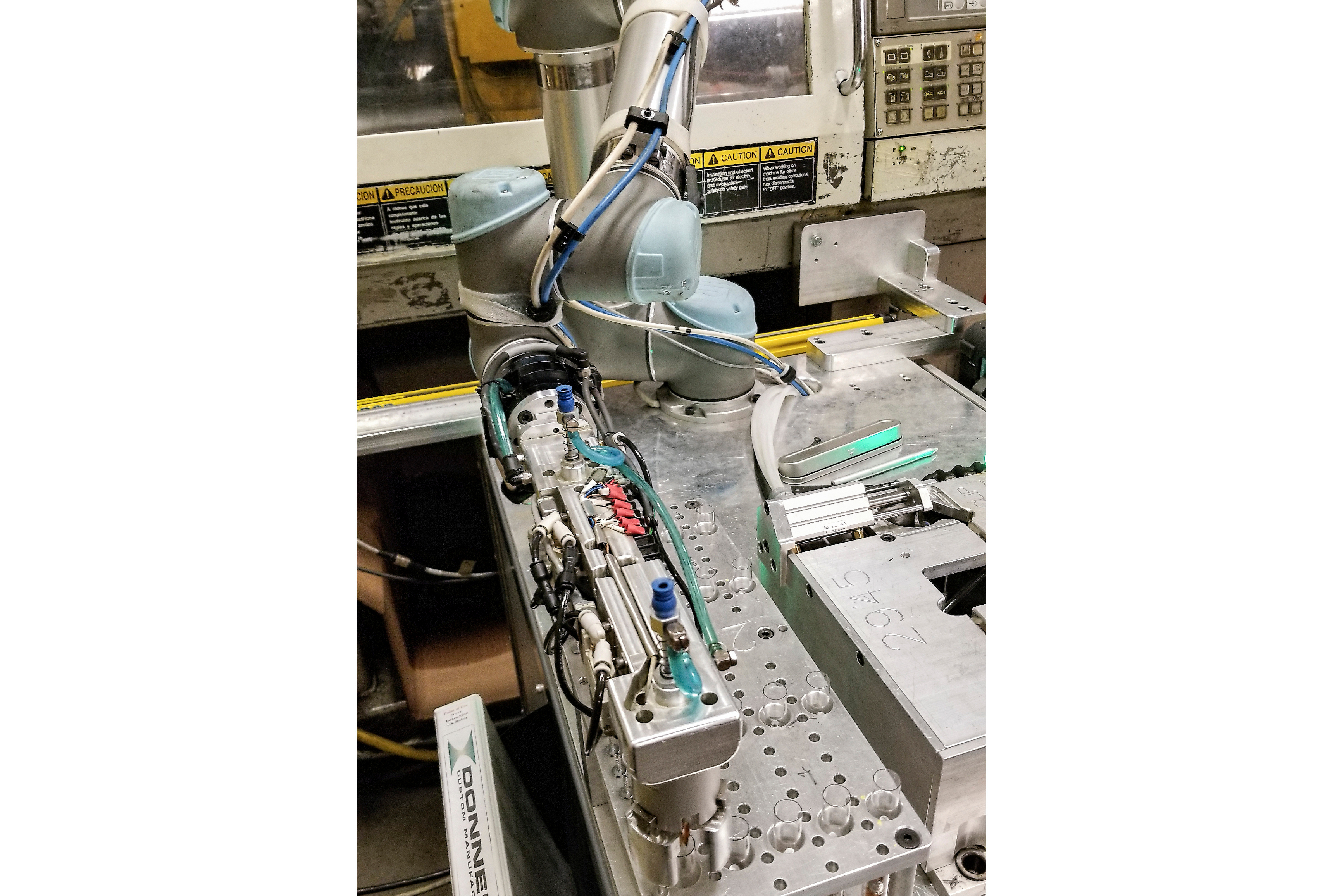
UR5 cobot placing two tiny inserts into the mold, then demolding finished parts and runner.
UR5 cobot clipping the parts off the runner.
UR5 cobot dropping the parts into the tubes they ship in.


Donnelly Custom Manufacturing is a short-run, high-mix custom molder that performs more than 40 mold changes a day on its 37 injection machines to serve customers’ low-to-mid-volume needs (see previous articles in March ’15 and Sept. ’12). One of its key challenges is learning where and how to automate jobs that may run only a few hours.
As explained by president Ron Kirscht, this ongoing learning curve is prompted by a string of record sales years—$36.2 million in 2018—which keeps Donnelly’s Alexandria, Minn., plant hopping, even with the addition of two new presses last year. “We need to be agile while leveraging our short-run expertise to manage effectively and save time in critical processes, both setups and production runs.”



For more than a decade, Donnelly has been adding robotics, so that all its machines above 140 tons have Cartesian-style parts removers, which free up employees for more value-added tasks at the press, like welding, decorating, and machining. In the last five years, Donnelly has also explored the new field of collaborative robots, or cobots. It began by installing two Baxter cobots from the former Rethink Robotics (now out of business; its technology was acquired by Hahn Group of Germany). Donnelly employs them in simple pick-and-place tasks, such as packing or clipping sprues. “Packing boxes takes the equivalent of half an operator’s time,” says Kirscht. “The Baxter can do it and keep count without need for weighing the boxes.”
GOING COLLABORATIVE
Last year, Donnelly explored what further potential cobots could offer in more sophisticated sequential operations. The firm bought its first UR5 cobot from Universal Robots. Says Jerry Bienias, Donnelly’s v.p. of operations, “We were able to visit CNC machining shops in our area that use several UR cobots. We could see that they are more capable than the Baxter in speed, precision, and ease of programming.”
Donnelly put the UR5 to work loading two tiny inserts into a two-cavity mold, and then removing the parts, clipping the gates, and dropping the parts into tubes in a box, five parts per tube. This is accomplished within a 40-sec cycle with the aid of end-of-arm tooling (EOAT) developed by Donnelly to enable the cobot to accomplish all these operations with one EOAT. As a result, a cell that formerly required one and a half operators now requires only half an operator’s time. (See it in action at http://short.ptonline.com/Donnelly.)
Bienias says Donnelly will probably stick with UR cobots for future purchases. The Baxter cobot (which is no longer on the market) was not up to the task of insert loading, due to arm shake, he notes, adding, “We still love the Baxter. It was our launching pad into a new world of collaborative robotics.”
Though one merit of cobots is supposedly their ability to operate safely around people, there are limitations to that principle. Donnelly has hard guarding around the area of the EOAT that handles the parts being molded because they have sharp edges that could cause injury through accidental contact.
Cobots are also touted for their ease of programming, using a “lead-through teach” method. Bienias notes that accurate setup of the UR5 is essential for insert loading. One factor is the mold, oil heated to 380 F, which expands as it heats up. The UR5 cobot, mounted on wheels, is bolted to the press, and special setup EOAT that closely matches the production version is used to “teach the robot where the mold is in space,” by means of locating pegs on the mold, Bienias explains. In 5 to 10 min, the cobot is oriented sufficiently to place the inserts within a couple of mils.
Though Donnelly is quite happy with its evolving utilization of cobots, Kirscht points out that “people continue to perform the majority of critical manufacturing tasks here. Automation helps us better understand the nature of the tasks performed by humans so that we can identify opportunities to strike the right balance between people and automation.”












Related Content

Ensuring Repeatability: The Key to Effective Injection Molding Automation
One of automation’s key promises is repeatability: the same movement to the same location, time and time again. But to achieve that, all elements involved — robot, machine, EOAT, mold — must be in and stay in alignment.
Read More
What Comes After MES? It’s Already Here
If you’re not sure what the initials M-E-S mean, or whether that’s something your business needs, it may be time to look beyond MES to the next generation of manufacturing connectivity.
Read More
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read More
Seven Automation Opportunities You May Have Overlooked
While not every process is appropriate for automation, the rapid advancement of robotics is allowing a much wider array of businesses access to this technology. Here are some areas where automation makes sense that you might not have considered.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More