
Composites: New Rapid Molding Technologies and Unusual Reinforcements at Paris JEC Show
New molding technologies seen at the JEC Composites Show in Paris in April promise dramatically faster cycles than are achievable with autoclaves or RTM. One novel technique rapidly heats and cools a thin tool by "floating" it on a flexible bladder—similar to a water bed—that is flooded with heat-transfer fluid.


Quickstep's fast-cycle composite tooling fills a flexible bladder behind each mold half with heat-transfer liquid. The tool is thin, allowing rapid temperature changes.

RocTool's fast-cycling, induction-heated molding process will see its first commercial application later this year in making these sports-shoe inserts for Novation in Italy.

Kok & Van Engelen launched a new induction-heated composite welding method in which a six-axis robot passes an RF coil over the weld seam.
Fibroline's electromagnetic device creates a charged cloud of resin or additive powder, which diffuses within a fiber mat or open-celled foam.

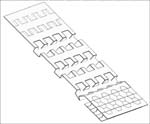
University spinoff EconCore is launching inexpensive core materials, made by continuously folding a thermoformed plastic web or corrugated cardboard.

Icotec used an unusual three-part tool to post-form pultruded thermoplastic rods into the world's first composite spring.
Developmental technology for induction-heated tooling, which is also said to speed cycles for thermoset and thermoplastic composites, has reached the licensing stage, and the first development partners have signed up for footwear and automotive applications.
The Paris show also presented unusual new reinforcements such as fibers from banana leaves and stainless steel. Reinforcing fabrics are getting thinner and flatter to improve part surface quality and reduce costs. Use of carbon fibers is expanding from aerospace applications into more mainstream mass-market parts like car body panels. (There's lots more JEC news in resins and reinforcements to come in future articles.)



Mold on a 'water bed'
Quickstep Technologies Pty., a four-year-old Australian company, introduced its patented rapid molding technology. Its process reportedly can shape carbon-fiber prepregs for an aerospace part in two hours instead of the usual six in an autoclave, and can cut the autoclave time for a carbon-fiber auto body part from 2.5 hr to 30 min.
The Quickstep process uses lightweight composite or metal molds with one or more flexible silicone bladders on each side of the mold. The bladders flood rapidly with a glycol heat-transfer fluid to heat or cool the mold surface far more quickly than liquid piped through solid tooling. The system uses three glycol tanks that are hot (up to 400 F), cold (room temperature) and in between. Quickstep has used as many as seven or eight bladders per tool half to create different temperature zones. Using hot and cold bladders at the same time can leave cured and uncured areas in the same part. The uncured areas can be used to co-cure the part into a more complex assembly.
The heat-transfer liquid vibrates and applies constant low pressure (1 to 4 psi) against the tool. Pressure and vibration coupled with vacuum in the tooling remove air as the part is compacted and cured. The bladders are emptied completely of fluid at each temperature change. Fluid temperatures and levels in the tanks and bladders are presented in animated graphics on the control screen.
Quickstep tooling is far less expensive than solid steel tools and is faster and easier to alter for design changes. It is best suited to parts with moderate curvature, such as airfoil shapes and auto roofs, hoods, and floor pans. Low-pressure curing is also well suited to cored parts.
Quickstep, which has a U.S. office in Michigan, offers to license its tooling technology or build the whole molding cell. Three cell models (QS 1, QS 5, QS 20) can cure one, five or 20 m2 of surface. The cells cost much less than an autoclave of the same size, Quickstep says, and energy usage is 70% to 90% lower. The largest model fits into a 40-ft shipping container, can be moved with a forklift, and can be installed in a day.
Quickstep has installed three cells so far: A large Japanese automaker has one. Another is at the University of Manchester in the U.K. and is co-owned by BAE Systems. It is being used to develop aerospace applications. The third cell, at Deakin University in Australia, is used to develop car parts. The first Quickstep cell in the U.S. is expected to arrive at a research institute later this year.
Induction-heated tools
Meantime, RocTool in France (U.S. office in Atlanta) has signed pre-commercial licenses for its novel induction process for rapidly heating and cooling tools. (RocTool has exhibited the process in developmental stages at previous JECs. See "Learn More.") Its process heats only the mold's surface using its so-called "cage system" of induction-heating coils outside the mold.
RocTool's first commercial licensee, Novation SpA (formerly Bauer Nike Italia) in Montebelluna, Italy, is applying the technology to molding thermoplastic composite inserts for sport and safety shoes. The commercial launch is expected this year. Cycle time is about 1 min.
RocTool is also developing automotive parts with Class A surfaces together with Azdel Inc., a joint venture of PPG Industries and GE Advanced Materials. Azdel's initial target is to get molding cycle times for Class A thermoplastic composites below 5 min, and ultimately down to around 2 min. Azdel has an exclusive development agreement to apply RocTool's "cage" tooling for Class A parts and expects to take a full license later. It's testing an exterior car body panel made of Azdel Superlite (a low-density version of Azdel formable composite sheet) made with random glass fibers in a PC/PBT matrix.
RocTool isn't the only firm working on induction heating for faster cycle times. Kok & Van Engelen Composites Structures in the Netherlands (a sister company of composite molder Fiberworx bv, also in the Hague), is developing new induction welding technology using a microwave coil to weld carbon fiber/thermoplastic composites. The material is clamped in a tool, and the weld is heated from the outside with a moving RF coil, which is passed over the seam by a six-axis robot. Because carbon fibers are electrically conductive, the composite supports induction heating without requiring a metal wire or tape in the seam. K&VE performs an initial 3D simulation of the welding process to set the operating parameters.
A noteworthy tooling feat was accomplished by Icotec AG in Altstaetten, Switzerland, to mold the world's first TP composite spring. The part is 60% by volume continuous glass or carbon fiber in a PEEK matrix. Icotec's patented process starts with a pultruded rod, which is oven heated before molding into a spiral spring shape. The mold consists of two halves and a core section in the middle. The rod is pressed by a stamp into the mold, where it acquires the final net shape. The composite spring is intended to replace metal in highly corrosive applications where light weight is essential.
Basalt fiber breaks out
The first commercial thermoplastic composite parts containing basalt fiber were shown at JEC this year, after prototypes appeared at previous shows. Structil, a unit of Group SNPE in Vert-le-Petit, France, showed a camera tripod made for Gitzo SA in France. Instead of aluminum legs, the tripod uses lightweight pultruded thermoplastic with 55% by volume basalt fiber. Basalt fiber is said to be stronger than E-glass fiber and less expensive than carbon fiber.
Basaltex in Belgium exhibited a commercial snowboard, molded by Mervin Manufacturing in Seattle, Wash., for Quiksilver Inc. Unidirectional basalt fiber tissue is laminated to both sides of a lightweight wood core.
The newest products made with Ba saltex fibers are gossamer nonwoven veils that are in development by several suppliers. The first commercial products are made by Technical Fibre Products Ltd. of the U.K. (U.S. office in N.Y.). Trials of these paper-smooth veils is under way in laminated and thermoformed car headliners and door components.
From the U.S., Sudaglass Fiber Technology Inc., whose basalt fiber is manufactured in Ukraine, showed a sample of a pultruded epoxy I-beam made by Sudaglass Pultrusions Div., Cushing, Okla. The I-beam has the same tensile strength as steel, but is resistant to saltwater corrosion. It's being tested for use in off-shore oil rigs.
Hengdian Group Shanghai Russia & Gold Basalt Fibre Co. in China is a new supplier of basalt fiber, roving, chopped strands, and fabric. The base fiber comes from Russia, where production started in 2004 with around 1 million lb/yr. A larger plant is scheduled to start in 2006, producing 4 million lb/yr. Roving and fabric are made in China. Hengdian offers 7- to 15-micron rovings from 320 tex up to 4800. They cost around $2.75/lb.
Lightweight fibers
JEC presented its ground mass transportation award to what's said to be the first exterior car part made with natural fiber—a PP spare-wheel cover for the A Class Mercedes-Benz coupe. A replacement for long-glass PP, it contains 30% by weight abaca fiber from banana leaves (usually used for making rope). Rieter Automotive Systems molds the part in Sevelen, Switzerland.
Daimler-Chrysler, which pa tented the combination of abaca and PP, and Manila Cordage in the Philippines, which makes the abaca fiber roving, were co-winners of the JEC award. Abaca fiber ranges from 300 to 500 denier and 4 to 8 ft long. It has high tensile strength and rot resistance, along with lower weight than glass. (Abaca fiber density is 1.4 g/cc vs. 2.6 for glass.)
Rieter's process required a new screw design with more shear and special cutting elements to chop the fibers, which don't break readily like glass. The abaca mix also has much higher viscosity than glass-filled thermoplastic, so to get more even fiber distribution and homogeneity, Rieter had to raise the processing temperature. However, abaca should not be heated above 400 F or the fibers may be damaged. Rieter molds the parts on the same 2500-ton Dieffenbacher press as the previous long-glass PP wheel cover.
Finally realizing decades-old predictions, there is now a developing trend toward replacing glass-fiber automotive composites with lighter carbon fiber. Several exhibitors showed Class A parts made by resin infusion that were recently switched from glass to carbon fiber. CTS Composite Tooling & Structures Ltd. in Huntingdon, Cambs., U.K. (a sister company of British race-car builder Lola Cars), showed trunk covers that were commercialized last year for the Aston Martin DB9.
Sotira 35, a unit of the Sora Group in St. Meloir, France, developed a similar carbon-fiber RTM part utilizing Ford Motor Co.'s "F3P" six-axis robotic preform process. Sotira currently produces about 15,000 parts/yr, also for the Aston Martin DB9. Next year Sotira expects to ramp production up to 34,000 parts/yr following the launch of the V8 Vantage model.
Ford's F3P process uses continuous fiber roving to spray the two preforms for the trunk cover with very little waste (1%). An insert, molded out of rigid foam, is set inside the fiber preform, and polyester resin is injected into the mold. Sotira made its first commercial Class A parts with carbon fiber preforms five years ago for a Mercedes cab application. It also uses the same process and equipment to make glass-fiber preforms.
Zoltek Corp., a maker of carbon fiber in the U.S. and Hungary, showed a nylon 6 bumper beam for BMW's M6 model, reinforced with carbon-fiber braid from F.S. Kuempers GmbH in Germany. It's reportedly the first carbon-fiber reinforced bumper ever. The part went into production this year at BMW's plant in Landshut, Germany. BMW initially switched from steel to glass-reinforced nylon three years ago for its M3 model. The M6 also has a carbon-fiber thermoset roof, which went into production earlier this year.
The weight advantages of carbon fiber apply to boats too. Devold AMT in Langevaag, Norway, developed carbon-fiber hulls for three harbor service boats, including a 97-passenger catamaran ferry. Carbon fiber costs about 10% more than glass, but weighs 40% less, a difference that lets the ferry carry more passengers. Hulls are made with a closed-mold process.
Specialty reinforcements
Stainless-steel fabrics appeared at JEC from two companies displaying their first products in this category. Atg Composite in France showed a new woven fabric of stainless steel that was developed for thermal isolation of aerospace parts and for flame retardancy, not for strength. It comes in widths of 5 to 550 mm and is more expensive than carbon-fiber fabric.
Hollingsworth & Vose Co. of the U.S. introduced a stainless nonwoven veil made by a wet-laid process similar to papermaking. Designated "8000 707," it's available in weights from 10 g/m2 on up. As a surface veil, it could be used for lightning-strike protection or EMI shielding.
Another domestic firm, Electro Fiber Technologies LLC, last year commercialized metal-coated carbon fibers for applications requiring conductivity. The coating is usually nickel (10% to 70% by weight), but copper/nickel hybrid or precious metals are sometimes used. Electro Fiber offers metal-coated carbon tows (6 to 80K), chopped fiber, and nonwoven veils and mats. The company is working on metal-coating other fibers besides carbon.
NGF Nippon Graphite Fiber Corp. in Japan showed off its XN high-conductivity carbon fiber. It has conductivity of 900 W/mk vs. 390 W/mk for copper and 500 W/mk for NGF's CN-80 carbon fiber. The company also has new technology to produce carbon fiber less expensively, so its carbon fiber costs one-third less than others, NGF says.
Oxeon AB in Sweden is testing fabrics woven of new unidirectional tapes made of stiff boron ceramic fiber and combinations of boron with carbon fiber or nylon. The boron fibers come from Specialty Materials in the U.S., and have been used in the past for aerospace, Formula 1 race cars, and golf clubs. Oxeon's boron-tape fabrics are aimed at ballistic armor and other applications requiring high stiffness, strength, and light weight. Oxeon is also developing new tape weaves that combine tapes of different thicknesses in its Textreme product line.
Quadrant Plastic Composites in Switzerland commingles fibers in its nonwoven SymaLite fiber mats. Commingled mats combine PP fibers with E-glass or natural fibers such as hemp or flax. These commingled mats have been available for three years for applications like compression molded headliners and underbody panels.
Fabrics are also getting thinner and flatter as suppliers use different methods of tow spreading and weaving. Spreading out carbon-fiber tows also saves material cost. Sakai Ovex Co. in Japan showed a new "hyper cloth," claimed to be the thinnest and lightest woven carbon-fiber fabric—70 g/m2 using 24K tows. It's also said to have the least surface variation.
Saertex Wagener GmbH of Germany showed new Saertow bi-diagonal, carbon-fiber fabric with low ply weights of around 150 g/m2. It's made by spreading 12K or 24K fibers out until they are as thin as fabric made with 6K fibers—only less expensive.
Next-generation carbon-fiber fabrics may be thinner yet. Teknomax Corp., Fukui City, Japan, which develops machines that spread carbon-fiber tows, introduced a new machine that uses ultrasound in water to align the fibers flatter than is achieved with typical mechanical rollers. Its first ultrasonic tow-spreading machines will be ready in July.
Colbond bv in the Netherlands (U.S. office in N.C.), introduced a new flatter, moldable thermoplastic fabric called Crossply. It's made by depositing carbon two-component yarn (for example a PET core and nylon 6 skin) in two or three directions—without weaving—onto a two-component nonwoven substrate.
A new powder impregnation technology for making prepregs imparts an electrostatic charge to the resin powder, which is said to control where the powder adheres to woven or nonwoven mats or open-celled foams. Powders can be thermoplastic, thermoset, or an additive like a flame retardent or antimicrobial. Fibers can be synthetic, natural, or mineral. Flax, linen and hemp have been tested successfully. The patented technology was developed by Fibroline Sprl in France in cooperation with IFTH, the French Textile and Clothing Institute. Fibroline has an industrial-scale pilot line for customer trials at Strahm Textile System in Switzerland, which built the line. It can impregnate webs up to 3 cm thick and 1.2 m wide.
Two flat electrodes on either side of the mat create ions in the space between them. Ions charge the resin powder, which forms a cloud that diffuses homogenously into the mat. Diffusion takes 5 to 20 sec, depending on the mat and the amount of powder, which can exceed the reinforcement weight. The line runs at 3 to 6 m/min for impregnating glass mat or felt and at up to 40 m/min for light tissues.
Powder migration through the mat or foam can be controlled electrostatically to settle in the top, middle, or bottom portion, Fibroline says. The powder-impregnated web can then pass through an infrared oven to adhere the powder firmly.
EconCore, a new spin-off company from the Catholic University in Leuven, Belgium, has developed an imaginative technique for making rigid honeycomb cores by accordion-style folding of lightweight, inexpensive materials. Its initial products are based on splitting and folding corrugated cardboard or folding a simple thermoplastic web that has polygonal dimples imparted by thermoforming. Slitting and folding are done in a patented, continuous process.
Faster vacuum molding
Two companies showed new materials designed to improve the speed and efficiency of vacuum resin infusion. Diab AB in Sweden (U.S. office in Texas) developed a new version of its Core Infusion technology, which uses grooved Divinycell PVC/polyurea foam as a core material that doubles as a resin-transfer medium. It eliminates the cost and time of using sacrificial transfer materials and reportedly impregnates much faster than typical nonwoven transfer webs.
The newest version has holes in the grooves that transfer resin to the opposite side of the core, reportedly speeding impregnation by another 20% 30%. Also new from Diab is Dinvycell HP, which withstands processing temperatures up to 265 F.
Diatex in France, a provider of consumables for vacuum infusion, RTM, and prepreg molding, introduced a three-layer composite web called Vacuopeel. It combines a nonwoven "bleeder" ply, separator film, and peel ply in one. Unlike the company's existing Vacuoplex product, the new product can be separated in the middle, so the breather felt and separator film can be removed while leaving the peel ply on the part as a protective cover to be removed later. Diatex is developing a similar product for vacuum infusion.
















Read Next

Lava-Based Fibers Reinforce Composites
Reinforcing fibers spun from basalt lava rock were one of the more unusual developments exhibited at the JEC Composites Show in Paris in April.
Read More
Composites Getting Faster and More Automated
Molds that can change configuration, automated tape laying and winding, robotic sprayup, and faster prepreg molding processes highlighted the focus on productivity at the international composites show in Paris. RTM innovations round out this news report.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More