
Compounding PLA on Twin-Screws: What Testing Reveals
Twin-screw extrusion is the preferred method for compounding PLA and other biopolymers. But processing PLA is complicated because it’s sensitive to heat and shear. It’s also prone to hydrolytic degradation if moisture is present in molten PLA. Here’s what one machine builder’s trials revealed.
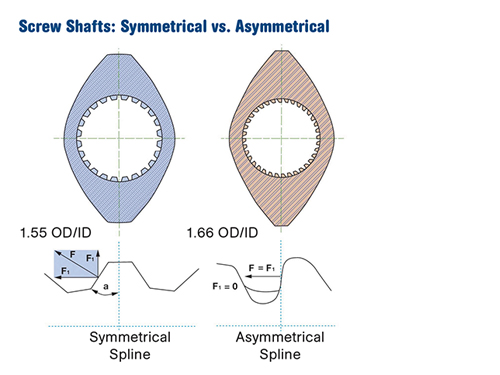
FIG. 1 Asymmetrical splined shafts isolate the tangential force vector that results in higher torque transmission with a smaller diameter shaft. As a result, a 1.66 OD/ID ratio with deeper flight depths, higher free volume, and increased torque is now perceived as optimum when processing PLA.
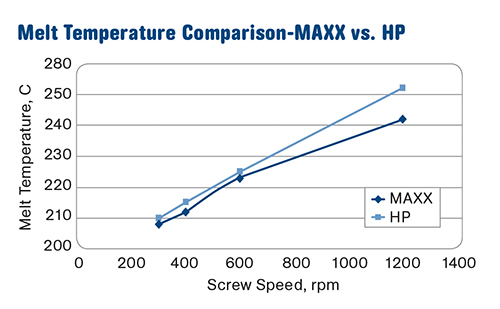
FIG. 2-3 PLA pellets were processed on two types of 27-mm twin-screw extruders at speeds of 300, 600, and 1200 rpm. At the same motor torque level, the MAXX model yielded approximately 10% higher rates (below) with lower melt temperatures vs. the ZSE-27 HP.
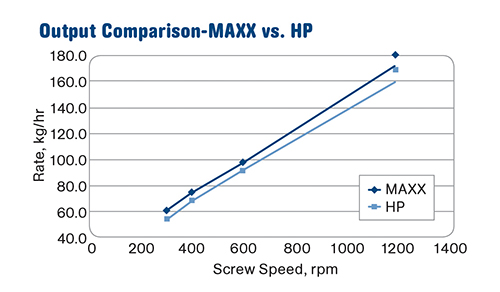
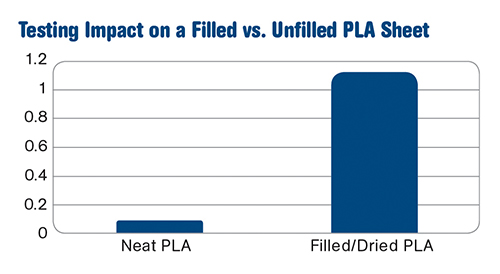
FIG. 4 Tests conducted on CaCO3-filled PLA sheet compounded and extruded directly on a twin-screw indicated increased mechanical strength by nearly a factor of 20 for the filled PLA.
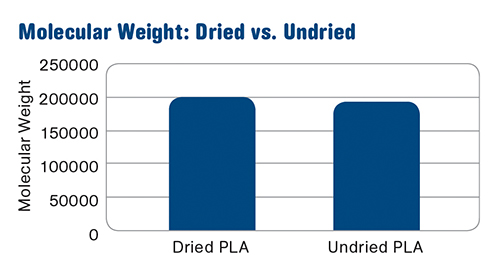
FIG. 5 With an optimized TSE process section and screw design, hydrolysis can be minimized and expensive drying and crystallization operations can be eliminated. Analysis of the sheet samples indicated a molecular-weight loss of 5-8%, probably acceptable for most applications.



The use of polylactic acid (PLA) and other bioplastics continues to increase. Interest has never been higher, as evidenced by the multitude of PLA-related presentations at the recent 2013 Polymer Processing Society conference in Nuremburg, Germany, as well as the perennially high attendance at the NatureWorks “Innovation Takes Root” conference, and the plethora of other bioplastics industry events offered today.
Twin-screw extrusion is the preferred method for compounding PLA and other biopolymers. Compounding PLA on a twin-screw extruder with masterbatches, impact modifiers, fillers, additives, and other polymers increases the functionality of PLA.



Processing PLA is complicated because it’s sensitive to heat and shear. It’s also prone to hydrolytic degradation if moisture is present in molten PLA. Elevated temperatures, pressures, and moisture all result in a molecular-weight loss and decreased mechanical properties. And PLA requires a lot of torque to melt and process. In fact, torque is often the rate-limiting factor when processing PLA. All of these challenges must be addressed in the design and configuration of the twin-screw extrusion system.
It’s important to handle PLA the right way before extrusion. PLA pellets delivered in containers should be kept sealed until the material is ready for drying/processing. Pellets stored in silos should be purged with dry air or nitrogen to minimize moisture pick-up. It is generally recommended that PLA be dried in a desiccant dryer prior to extrusion, to a moisture level lower than 250 ppm.
Make sure the extrusion system has been cleaned and purged before feeding PLA, to avoid cross-contamination. Co-rotating, intermeshing twin-screw extruders (TSEs) utilize modular barrels and screws, allowing specific screw and barrel geometries to be matched to the unit operation performed in the machine. Co-rotating TSEs feature self-wiping screws, so standard metallurgies for screws and barrels can be used, such as hardened tool steels and powder metallurgies for increased abrasion resistance. But all metal parts in the extrusion process that have stagnant flow areas—adapters, screen changers and dies—should be made of stainless steel and/or hard-chrome plated for increased corrosion resistance.
ASYMMETRICAL SPLINED SHAFTS
Free volume is an important design parameter for any TSE and is directly related to the OD/ID ratio of the screws, which is defined by dividing the outside diameter (OD) by the inside diameter (ID) of each screw. With a smaller screw shaft, increased free volume is possible, but at the expense of attainable torque. Torque is typically limited by the cross-sectional area of the screw shaft, the shaft design, and metallurgy. Deeper screw flights result in more free volume, but with less torque, since a smaller diameter screw shaft is mandated. Shallower flight depths and lower OD/ID ratios result in a higher average shear rate, compared with lower shear rates inherent with deeper flights and a higher OD/ID ratio.
For many years, the use of symmetrical splined screw shafts with a 1.55 OD/ID ratio was considered to provide the best balance of torque and volume. But symmetrical splined shafts induce both tangential and radial force vectors into the power-transmission train, and the resultant force is not optimized, as the radial force is not applied in a beneficial direction.
Recently, asymmetrical splined shafts were introduced that isolate the tangential force vector that results in higher torque transmission with a smaller shaft diameter. As a result, a 1.66/1 OD/ID ratio with deeper flight depths, higher free volume, and increased torque is now perceived as optimum by many. The combination of deeper flights with increased torque is particularly beneficial for processing PLA compounds (see Fig. 1).
The chemical nature of PLA makes it unlikely for gels to form during extrusion. Since increased melt temperature and residence time are detrimental to PLA processing, streamlined screen changers with 80 to 120 mesh screens are generally recommended. Finer filtration is problematic since the associated high pressures can result in increased backpressures and higher melt temperatures, which cause a loss of molecular weight and degradation.
Various downstream systems are used for PLA products, the most common being an underwater pelletizer to make pellets for subsequent single-screw extrusion or molding. For PLA, various techniques are utilized to augment crystallization during underwater pelletizing, including elevated water temperatures, short piping distances, air injection into the water stream, and fluidized/heated downstream handling equipment.
RUNNING PLA ON TWINS: THREE TRIALS
Leistritz has recently conducted three PLA experiments on TSEs:
1. PLA pellet output-rate checks: PLA pellets (NatureWorks Ingeo 2002D) were processed on a ZSE-27 HP model (27-mm diam. screws, 4.5-mm flight depth, 1.5 OD/ID ratio) and a ZSE-27 MAXX (28.3-mm diam., 5.7-mm flight depth, 1.66 OD/ID ratio). Speeds were 300, 600, and 1200 rpm. At each screw speed the throughput rate was increased until a boundary condition was encountered, which ranged from 130 lb/hr at 300 rpm to 375 lb/hr at 1200 rpm. All test runs were torque limited, not feed limited. Using the same motor/torque, the ZSE-27 MAXX yielded approximately 10% higher rates with lower melt temperatures, as compared with the ZSE-27 HP model (Fig. 2).
The gentler melting mechanism of the 1.66/1 OD/ID design consumed less torque and allowed higher throughputs, while the lower average shear rate inherent with a deeper flighted TSE resulted in a lower specific energy input and melt temperature (Fig. 3).
The residence times associated with these tests in the TSE were short, less than 30 sec. However it’s not only the residence time (RT) in the TSE, but also in the front-end system, that matters. For instance, if the TSE is mated only to an underwater pelletizing die, the RT may be less than 5 sec in that front end, as compared with 1 to 5+ min RT for a sheet system that integrates a gear pump, screen changer, and sheet die. A short RT allows a wider process window and higher melt temperature without degradation. The combination of RT and temperature must always be considered.
2. Direct extrusion of filled PLA sheet: Testing on a TSE sheeting system was performed to compound PLA (NatureWorks Ingeo 2003D) with 15-25% CaC03 (Specialty Minerals EM Force) to determine process feasibility to convert raw ingredients directly into sheet in one step, bypassing pelletizing and avoiding an extra heat/shear history in further processing with a single-screw extruder.
Tests were performed using two loss-in-weight metering feeders and a ZSE-27 MAXX twin-screw extruder with 28.3-mm diam. screws and 1.66 OD/ID ratio, equipped with a side stuffer for downstream filler addition. The front-end system included a gear pump, 10-in.-wide, flexible-lip sheet/film die, three-roll stack with a pull roll, and a torque winding station. The process ran at 90 lb/hr and screw speed of 200 rpm.
The system produced 0.5-mm-thick sheet. Melt temperature was under 390 F. Sheet impact properties were measured by normalized Gardner impact MFE (mean failure energy), which indicated that mechanical strength was increased by nearly a factor of 20 for the filled PLA formulation (Fig. 4). Analysis of the film/sheet samples indicated a well-dispersed product with acceptable surface quality and dimensional stability. Additional scale-up testing seems a worthwhile next step.
For direct sheet (or, for that matter, profile, film, or fiber) extrusion, it is generally a good practice to mate a gear pump to the TSE to build and stabilize pressure to the die. Integrating the gear pump to the TSE before the screen changer allows the extruder to maintain a low inlet pressure (less than 800 psi), minimizing the viscous heating effect from elevated pressures and over-flight mixing at the TSE discharge that result. For post-consumer reclaim processing, sometimes coarse filtration is implemented before the gear pump, and fine filtration after the gear pump.
3. Undried PLA (pellets and regrind) direct-to-sheet: PLA pellets and edge trim were metered at a 50/50 ratio into a ZSE-50 MAXX (51.2-mm-diam. screws, 1.66 OD/ID ratio, 40:1 L/D) with a screw and barrel designed to optimize venting efficiency. The process was run at 440 lb/hr and 250 rpm. The temperature zones were between 350 F and 390 F. Melt temperature was 375-390 F. Motor load was approximately 70%.
The downstream system included a gear pump, slide-plate screen changer (100-mm breaker plate) with 100 mesh screens; 40-in.-wide, flexible-lip sheet die; three-roll stack with pull-roll station; and a torque winder.
Moisture-analyzer tests indicated the PLA pellets had 1600-2000 ppm moisture content, and the regrind materials between 2800 and 4200 ppm. If the TSE process section and screw design are optimized, hydrolysis can be minimized and expensive drying and crystallization operations can be eliminated. Analysis of the sheet samples indicated a molecular-weight loss of between 5% and 8%, deemed successful for this application (Fig. 5). Predried PLA processed on a single-screw extruder will most likely result in less molecular-weight loss; however, the results indicate that processing undried PLA (or PET) on a TSE is viable for many, and probably most, products.
When specifying a co-rotating, intermeshing twin-screw extruder, it’s important to be aware of the boundary conditions you may encounter. PLA processes are heat-transfer (and torque) limited, and throughputs attained in a lab environment therefore do not scale up volumetrically. Based upon the results noted, de-rating screw rpm and assuming heat-transfer limitations, scale-up programs indicate attainable rates of approximately 4400 lb/hr for a TSE with a 1.66 OD/ID ratio and 140-mm diam. screws.
ABOUT THE AUTHOR
Charlie Martin is president/general manager of Leistritz Extrusion, Somerville, N.J., a supplier of twin-screw systems for compounding, direct extrusion, and pharmaceutical applications. Martin has been with Leistritz since August 1990. From 1984-1990 he worked for Killion Extruders. Contact: (908) 685-2333; email: cmartin@alecusa.com; website: leistritz-extrusion.com.
















Related Content

Die-Service Cart Upgraded to Handle Screws, Chill Rolls
Processing Technologies International LLC has released its next-generation flat die servicing system, the uCAMS (Universal Cleaning Assembly and Maintenance System) Plus.
Read More
OMV Technologies Gets New CEO
Kooper brings 33 years of experience in the industrial and consumer packaging industries to OMV--the closed-loop, turnkey, inline extrusion, thermoforming and tooling systems manufacturer.
Read More
Green’s the Theme in Extrusion/Compounding
The drive toward circular economy is requiring processors to make more use of PCR. Machine builders at K—across all extrusion processes—will be highlighting innovations to help them do just that.
Read More
Macro Names Anzini Tech Sales Manages for Southeast
Has worked in technical roles for leading processing companies in his career of 40+ years.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More