
Custom Automation Is the Answer to Global Competition
NPE: The Big Picture
Here it is in one sentence: Unit costs can be reduced through customer-specific automation.

AUTOMATION
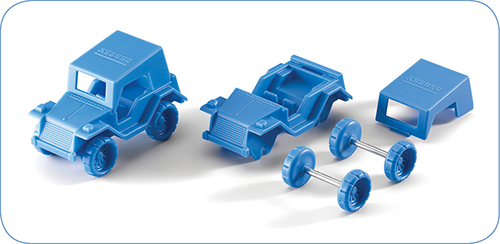
Fig. 1: The economics of automation vs. manual production can be demonstrated in the case of this toy car, which requires simultaneous molding of four PP parts with two metal inserts. With robotic insert loading, demolding, and assembly, piece price can be reduced by nearly 50%.

Fig. 2: The simplest case in this cost comparison is manual molding and assembly with a vertical press.
Fig. 3: An automated cell with a horizontal press and linear robot performs insert loading, demolding, and assembly.

Fig. 4: Another automated cell example uses a six-axis robot and vertical press.
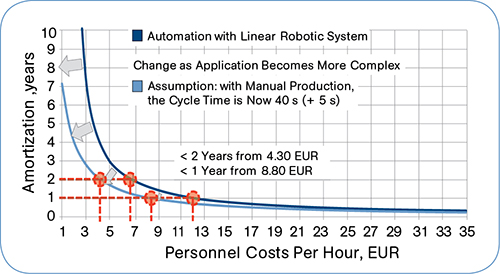
Fig. 5: Depending on labor cost, automation of the toy car production with a linear robot can pay for itself within one or two years relative to manual production.
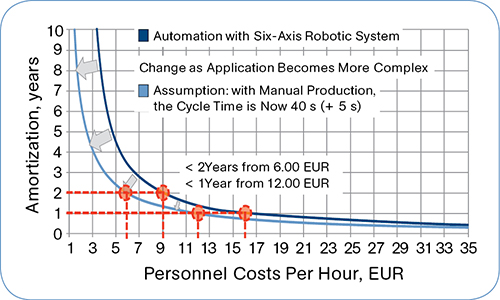
Fig. 6: For the toy car example, automation with a six-axis robot also can pay for itself in 1-2 yr, depending on labor rate.
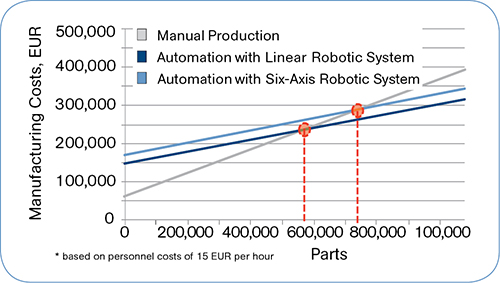
Fig. 7: For the toy car example, and based on labor cost of 15 euro/hr, automation pays at unit volumes below 1 million parts.
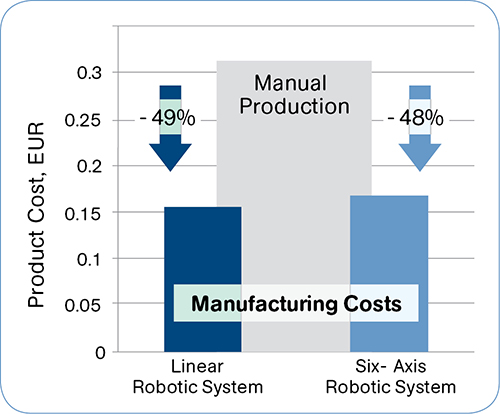
Fig. 8: Toy car unit costs are reduced significantly by automation, assuming a labor cost of 15 euro/hr.



Here it is in one sentence: Unit costs can be reduced through customer-specific automation. It is not only in high-wage countries that this realization plays an increasingly important role. Rather, wage costs, quality, energy usage, and the avoidance of rejects are increasingly important topics in every production plant around the world. Finding the optimal solution in each individual case is decisive. As we will show through comparative examples, even high investments can be amortized in a short time, when properly engineered for the job.
When it comes to reducing production costs in order to improve cost efficiency, many processors tend to consider relocating production. But establishing a new production facility far from home is not without risks and is also expensive. Relying on a subcontractor to provide expertise is also a potentially dangerous solution. An alternative is automating here at home, but because of the considerably higher investment costs, automation solutions are often given a lower priority. This is unfortunate, since a complete economic analysis may show that higher investment costs are amortized faster than expected.



ONE APPLICATION–SEVERAL SOLUTIONS
The economic advantages associated with automation are illustrated in the comparison of three alternatives for the production of a toy car (see Fig. 1). For this product, consisting of four individual parts, two metal axles must be inserted into a mold in order to mold on the wheels. At the same time, the roof and chassis are injected in the same mold. Subsequently, the parts are assembled to form the complete car. The weight of the molded parts is 18 grams of polypropylene.
For this comparatively simple task, three solutions were developed, in order to demonstrate the respective advantages in practice:
•Manual production using a vertical hydraulic Allrounder V injection machine (Fig. 2).
•Production cell with a horizontal hydraulic Allrounder S and Multilift V linear robot (Fig. 3).
•Production cell with a vertical hydraulic Allrounder V in conjunction with a six-axis Kuka robotic system (Fig. 4).
Each of these variants has its advantages. For example, a machine for manual production requires a smaller footprint, and a lower ceiling height may also be adequate. Higher process reliability, significantly shorter cycle times, and improved cleanroom suitability are important arguments in favor of automated systems. The six-axis robot has the advantage in headroom requirement, cleanroom compatibility, 3D working area, and overall flexibility. The linear robot has the advantage in 2D working area and cycle time, because it can operate on both sides of the press.
In the case of the simplest concept, manual production, both metal parts are inserted and the finished parts and sprue are removed by the machine operator. Assembly of roof, chassis, and axles is also performed manually while the injection cycle is running. A 50-metric-ton injection press with a vertical clamp is ideally suited to this solution. This is of course a very attractive solution with regard to investment costs. Not to be overlooked, however, are the additional personnel costs and the restricted availability of the system due to operator breaks and shift changes. With standby personnel, not every operator break means an interruption in production, but the process is nevertheless irregular on account of the manual tasks.
The second production concept is based on a hydraulic Allrounder 370 S machine with a horizontal clamp (60 m.t.). The machine is combined with Arburg’s vertically operating, linear robotic system, Multilift V. In this case, the metal axles of the toy car are supplied automatically from bulk by the linear robot. This performs insertion and removal of parts and sprue as well as complete assembly of the toy car.
An advantage of the horizontal clamp can be exploited during entry into the mold, as the linear robot can operate simultaneously on the nozzle and the ejector side. While removal of molded parts and sprue is performed on the ejector side, the metal axles can be inserted simultaneously on the nozzle side. Mold-opening time can be reduced to a minimum through synchronization of robot and machine movements. The Multilift V is fully integrated in the Selogica machine control system, which also controls the entire production cell.
With the third production variant, automation involves a Kuka “KR arc” six-axis robotic system (kuka-robotics.com), which performs insertion and removal as well as complete assembly. The greater flexibility of this robotic system in turn permits the use of a vertical A llrounder 375 V (50 m.t.). Particularly convenient in this case, the robotic control system is equipped with the Selogica user interface.
Furthermore, the robot is directly connected to the machine control. Online communication includes such functions as synchronization of movements and simplified machine startup. The entire production cell can be programmed via a common control platform and can be centrally operated via the Selogica machine control system. Simplified programming by means of graphic symbols reduces the training effort a nd risk of operating errors.
ROI WITH AUTOMATION
For an economic comparison of the three production solutions, we assumed a three-shift operation with 288 working days per year and 22 operating hours per day. Expenditures on commissioning the equipment and training personnel were included in the calculations, as well as cycle time, uptime availability, and the proportional personnel costs at 15 euro/hr. Also taken into account were a depreciation period of seven years, 8% interest rate, 3% for maintenance costs, as well as estimated rent and energy costs. An additional 25% general overhead markup and 10% profit were included in the part price.
Manual production is characterized by personnel costs of 100% and a non-continuous production process. The availability of the system can thus be estimated at 78%. The cycle time is 35 sec, about 10 sec of which are for the mold-open time.
For the automated cell with the linear robotic system, investment costs alone are more than twice those for manual production. The reasons for this are the higher quality machine technology used and the one-time additional costs required for commissioning and training. The personnel costs for insert loading, part removal, and product assembly are completely eliminated, as the linear robot fully performs these tasks. Only refilling of the inserts and carrying away the finished parts remain as manual tasks, which are taken into account with a generously calculated 10% labor input. In terms of system availability, a 10% improvement to 85% uptime is a conservative expectation. This value is expected to be significantly better in practice.
Furthermore, the cycle time is reduced by about 15% to 30 sec, as the linear robot can operate the mold simultaneously from both the nozzle and the ejector sides. The combination of these factors leads to a considerable increase in output. In this case, the number of units produced is increased by more than 130,000 additional parts per year.
Despite the investment costs being more than twice as high, the above-mentioned basis of calculation results in an amortization period for the additional costs of 0.8 yr relative to the manual production system. Adding in an hourly wage of 12.30 euros or less, a return on investment in less than one year is still achieved. And if the application were to become more complex—for example, requiring insertion of four metal axles rather than two—the cycle time for manual production would increase by 5 sec to 40 sec. Under otherwise unchanged conditions, the additional costs for automation would then be amortized within one year at personnel costs as low as 8.80 euro/hr (See Fig. 5).
Investment costs for the automated cell with the six-axis robot, including commissioning and training, are three times higher than for manual production. Nonetheless, the amortization period for these additional costs is only around one year, relative to manual production. With this type of automation as well, personnel costs are reduced by a conservatively estimated 10% for parts logistics. The cycle time of 32 sec is 3 sec shorter than for manual production. However, because the six-axis robotic system can only operate from one side, it requires 2 sec more than the linear robot. At 88% uptime, the availability of this system is 10% higher than the manual solution.
Taking into account the above-mentioned considerations, an amortization period for the additional costs of the production cell with six-axis robot is under two years at a personnel cost of 9 euro/hr and under one year at 16.10 euro/hr. Assuming an increase in cycle time to 40 sec for manual production in the more complex case of four-axle insertion, amortization of the six-axis automated cell is possible in under 2 yr for labor costs of 6 euro/hr and in under 1 yr at 12 euro/hr (Fig. 6).
It is worth considering the necessary minimum unit volume at which the higher investment costs pay off. Using the above-mentioned basis for calculation, the break-even point for the production cell with linear robot is approximately 550,000 parts and with a six-axis robotic system, about 750,000 parts (Fig. 7).
Unit costs can be significantly reduced through automation. As the example for the production of a toy car demonstrates, a reduction in unit costs of nearly 50% is realistic at personnel costs of 15 euro/hr (Fig. 8). The additional costs of automation are amortized within one year. So automation pays, and not only in high-wage countries.
AUTOMATION INTEGRATION
A prerequisite for achieving the kind of benefits shown above is working with experienced automation experts, and doing so in the early planning phase. Arburg, for example, has its own project department, responsible for the design and implementation of automated production cells. The engineers concern themselves exclusively with customer-specific turnkey solutions, in which they automate and integrate the upstream and downstream production steps associated with the injection molding process.
In addition to automation expertise, such a project team ensures smooth interaction of the various automation components with one another and with the molding machine. As a result, the customer receives a package solution from a single source with a contact partner for all pre- and after-sales tasks as well as an order and a delivery date for the entire production cell.
The complexity of such a project often arises from the need to integrate a variety of purchased system components. These have to be precisely matched to one another and are often individualized solutions. This means that they feature their own control systems, which do not have to communicate with the others. For ergonomic and practical reasons alone, this is not appropriate.
This underscores the key function of a standardized operating system, which must be provided by the machine control system in automated injection molding. Ideally, optimal package solutions have the additional advantage of standardized user interfaces, which simplifies the work of operators and reduces chances of errors.
Arburg’s answer to this need is its Selogica machine control system, whose user interface is today offers options that extend far beyond mere control of the injection molding process. Process data storage, statistical evaluations and, of course, integration of peripherals, can be centrally programmed and monitored.
(This article was adapted from a presentation being given this month at the Molding 2012 conference in Miami, Fla.)
CASE STUDY:
Fully Automatic Encapsulation of Valve Controller Housing
Sonceboz SA in Sonceboz, Switzerland (U.S. office in Ann Arbor, Mich.), produces electric motors, actuators, and drive systems. It worked closely with Arburg to develop a fully automated process to make valve-controller housings for automotive engines. This is a critical component, and Sonceboz’s goal is “zero ppm failure quota.”
The encapsulation uses a 30%-reinforced, high-temperature thermoplastic capable of withstanding up to 150 C/302 F in the engine compartment. Adding to the challenges of this job is production of two types of housing with different flange positions in the same automated cell. Coordinated with downstream final assembly, the entire cycle with the single-cavity mold is 35 sec. The entire cell is programmed and managed by a Selogica machine controller. It controls both the press and six other servo axes.

Fully automated production cell for encapsulating automated valve controller housings preheats and orients parts before molding and performs an electrical check afterward.
The cell is built around a hydraulic Allrounder 470 S with Multift V linear robot in coordination with peripherals and gripper system from Schuma and Barth and moldmaker Straberger. The controller housings to be encapsulated with plastic are placed in the cell on pallets holding 15 units. The robot with 15-kg load capacity removes the parts and moves them to a position in the preheating station. There, up to 20 housings are heated to 120 C/248 F. Then the gripper removes the parts and turns them over in a rotary station having a servo axis. The contacts provide the reference point for orientation.
Since maximum precision is necessary in order to ensure that the controller housing will be fully sealed, the housings are aligned a second time on a turning station with a mandrel, centering them and checking the angle where the two housing types differ at the flanges. For this purpose, a servo axis moves the housing upwards to the common reference point. Then the rotary station turns 90° to check the positions of all 11 contact pins in the outer connector.
Next, the linear robot removes the housing from the gripper of the turning station, places it in the stationary mold half, and removes the already encapsulated part from the movable mold half. The encapsulated parts are allowed further post-mold cooling, and then are transferred to a measuring station, where a mandrel enters the connector for an electrical test. The robot then places finished parts on pallets, which exit from the cell.

Valve controller housings before (right) and after encapsulation (left).
















Related Content

A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read More
Seven Automation Opportunities You May Have Overlooked
While not every process is appropriate for automation, the rapid advancement of robotics is allowing a much wider array of businesses access to this technology. Here are some areas where automation makes sense that you might not have considered.
Read More
AI-Based Injection Molding Assistant Launched
LS Mtron’s new AI Molding Assistant and Smart Weight Control technologies can help molders reduce costs while achieving higher quality and productivity.
Read More
What Comes After MES? It’s Already Here
If you’re not sure what the initials M-E-S mean, or whether that’s something your business needs, it may be time to look beyond MES to the next generation of manufacturing connectivity.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More