
Downstream System ‘Rewrites the Rules’ for Medical Tubing Extrusion
Extrusion downstream expert Bob Bessemer joins Novatec to enter medical tubing market with innovative line of tanks and puller/cutters.

Bessemer brothers Bob (l) and Conrad lead Novatec’s charge into downstream systems for medical tubing.
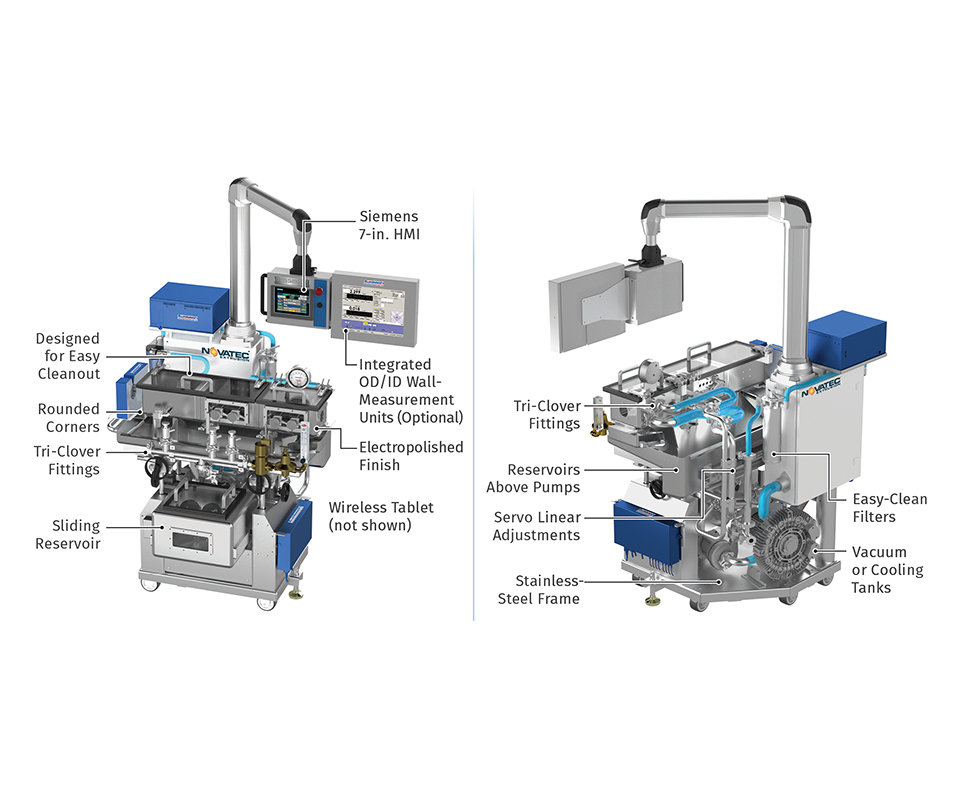
New line of Bessemer Rx-SmartMED tanks for medical tubing contain a range of new features.The tanks are built of 340-L stainless steel, with all contact surfaces electro-polished to reduce the formation of biofilms.To facilitate cleaning, all corners are rounded. All water-contact surfaces are TIG welded. The controls incorporate a servo-driven linear actuator to enhance repeatability of the gap between the hot die and the tank. A handheld, wireless tablet is used for this operation, which includes a recipe to record previous settings.
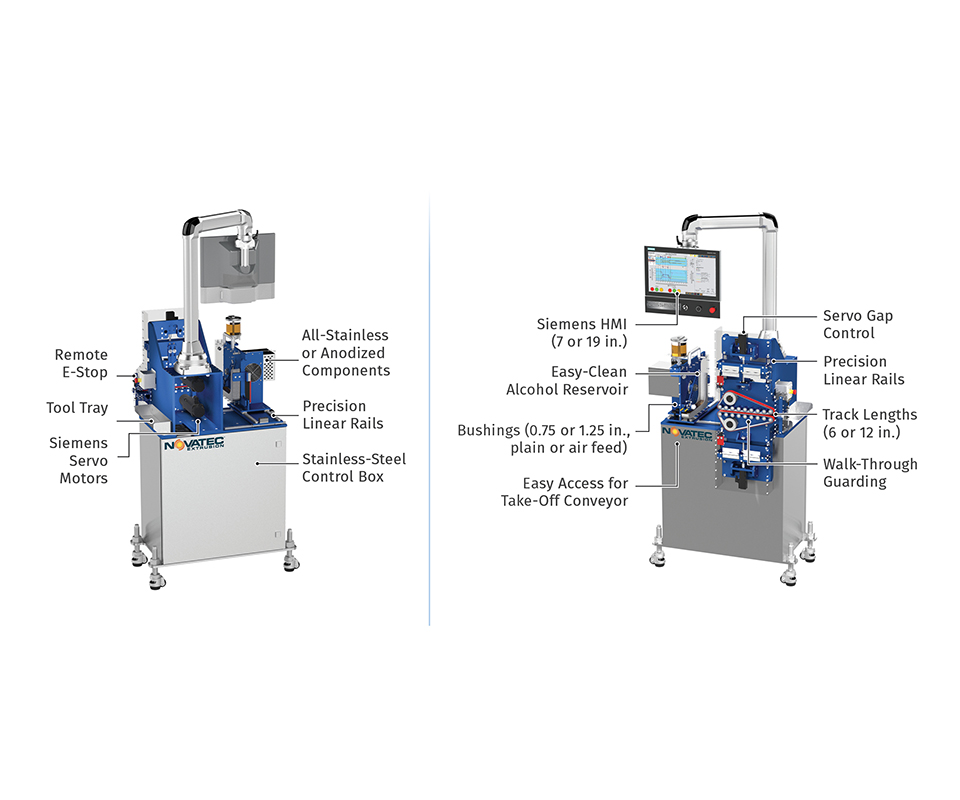
Standard features on the Bessemer Rx-Smart MED puller/cutters include a stainless-steel base cabinet, which serves as the electrical enclosure and it totally sealed and water tight. Also standard is a servo-actuated belt-gap system intended to eliminate the operator variable of manually adjusting belt gap and the variable slippage that ensues.


At next month’s MD&M West Show in Anaheim, Calif., Novatec will take the wraps off a new line of downstream machinery aimed at tight-tolerance microbore medical tubing. Water tanks, vacuum tanks, and puller/cutters feature an array of altogether new features that will be offered as standard and priced competitively. Novatec will be exhibiting its new product offerings in Booth 3868 in the Plastec West section of the show, to be held Feb. 5-7 at the Anaheim Convention Center.
With roots in downstream extrusion technology that go back to the late 1970s, Novatec president and CEO Conrad Bessemer diversified the firm—known mainly for conveying, drying and predictive-maintenance technology—into the business of downstream extrusion machinery in 2012. Since then, the company’s Bessemer Series has targeted primarily non-medical pipe, profile and tubing applications. Novatec’s foray into medical was spearheaded by the appointment in August of Bob Bessemer as v.p. of extrusion technology. Bob, the younger of the Bessemer brothers, has a long career innovating in downstream systems for medical and other markets that include the introduction of the first-ever servomotor-controlled cutter. Bob Bessemer joins Novatec following a 25-yr stint at Conair, where he was most recently senior technical advisor for downstream extrusion. By spring of this year, Bessemer says Novatec will have a fully operational extrusion/development lab at its Baltimore headquarters for both internal equipment and process development and customer trials.



“We felt it was about time to rewrite the rules that have governed downstream extrusion systems for medical tubing,” says Bob Bessemer. “There have certainly been incremental improvements made to this equipment over the years, but what we are bringing to the market are game-changing ideas that are intended to replace a lot of the ‘black art’ I see regularly with science. I’ve been out in the field in the 36 years I’ve been in this business, and I’ve seen lots of customers with the same kinds of problems. So, I started with a clean slate, considered the problems and issues I have seen at medical-tubing plants over the years, and set out to engineer the very best tank, puller, and cutter for medical tubing that address these issues. We’re offering many brand-new features as standard because we think they are vital to the process. You can’t get into this market in a meaningful way with a product line that is ‘as good’ as what’s already out there. It will be our plan—starting with this series—to be dramatically better, and at a better price.”
Throughout the product-development cycle Bessemer consulted regularly with “elite” processors such as Larry Alpert, a long-time medical-tubing executive who now runs his own consulting company, Med1Extrusion. Says Alpert, “Bob has been at the forefront of a lot of developments in this area, but I’ve been bugging him awhile about things I felt were necessary improvements that needed to be made from the aspect of the user.”
Dubbed the Bessemer Rx-SmartMED Series, the new line includes water and vacuum tanks that will be available initially in 3-, 5-, and 8-ft lengths. The tanks will be built using 304-L stainless steel, with all contact surfaces electro-polished to reduce the formation of biofilms. To facilitate cleaning, the corners of the tank will be rounded, even on inside chamber bulkhead plates. All water-contact surfaces will be TIG welded, the preferred welding method for food and beverage applications. Threads exposed to the process water have been “almost completely” eliminated, says Bessemer, by the use of 316 stainless steel tri-clover fittings and valves. “These fittings and valves are a standard in the wine, beer, and dairy industries, but not for tanks that produce catheters for the heart and brain? That didn’t make sense to us, so these will be standard on the Novatec tanks.” In fact, Bessemer adds, he has seen cases over the last three years where a medical tubing processor bought a tank, only to disassemble it and add tri-clover fittings on its own.
Water input to the tank has been improved to allow proper water circulation while minimizing water turbulence. A new diffuser has been developed to improve the water entry. All threads have been removed from the rotary water-level device.
The roller system has been designed without threads exposed to the process water while allowing external adjustment of roller height. The rollers can be mounted without need of tools and can be adjusted to either roll or be fixed, as needed.
A reservoir system is designed for ease of draining/flushing, which is very common for medical tanks. This reservoir has been incorporated into the full-length splash tray, again with all rounded corners to ease cleaning. Situating the reservoir above the water pump is said to improve the speed of the tank cleaning/flushing operation. Notes Bessemer, “Typically tapwater tanks have the water tested on a weekly, if not daily basis. And tanks with deionized water are typically tested on a monthly basis. In either case, if they fail the water testing, the tanks must go through a bleaching/chorine flushing procedure. That is very time consuming, taking many hours to perform. In fact, this painfully slow process is even why some medical-tubing processors avoid vacuum systems, because they have twice as many hoses as a regular tank and take even longer to clean. With our new system, you turn on the water pump, open the tri-clover three-way valve, and use the water pump to drain the water from the entire system.”
The water pump is made of 316 stainless steel—another standard feature—and can be taken apart and cleaned with ease during flushing. The water pump is mounted on vibration dampers to minimize unwanted tank vibration. It’s positioned below all reservoirs to enable total draining while eliminating cavitation. An inverter is supplied as standard, allowing the pump to run at half speed, which always keeps it operational, to minimize water stagnation and thus further extend the time between flushing procedures. A three-way valve enables the water pump to empty the system entirely to enhance the flushing procedure.
Filtration is provided in series with 5, 2, and 0.5 microns, and a UV filter is furnished as standard.
The base frame also comes standard in stainless steel to make cleaning/wipe-down easier. Stainless-steel casters with non-marking urethane wheels make it easier to move the tank in a cleanroom.
VACUUM OPTION
With the addition of a vacuum system, these tanks can be used for non-contact or contact-vacuum calibration with vacuum levels up to 130 in. of water as standard. The regenerative vacuum unit operates below 75 db even at maximum vacuum levels. The standard closed-loop system controls vacuum to 0.01 in. of water with a fully automatic vent-valve system to maintain the vacuum pump within its optimum CFM curve, thus optimizing performance and vacuum stability. With this precision vacuum stability, water drool can be eliminated (if necessary) to optimize tubing concentricity and/or ovality. Customized tooling will be available to further enhance this process with a new tool-less and thread-less mounting system.
The controls even incorporate a servo-driven linear actuator to enhance repeatability of the gap between the hot die and tank. A handheld, wireless tablet is used for this operation, which includes a recipe to record previous settings. “The distance from the hot face of the die to where the tube first enters the tank—known as the hot gap—is a validation point,” Bessemer explains. “Operators measure that and typically have used a hand-wheel to move it back and forth. We’ve made all of that unnecessary with the tablet.” A digital water-temperature readout is also available as standard. An optional water-temperature control unit can be added to allow water temperature control within 1° F.
MICRO MEDICAL PULLERS/CUTTERS
Downstream of the tank, the new pullers/cutters represent what Bessemer calls “an attempt to enhance the operation and update features to what we believe should be the standard for processing of medical tubes, especially for heart and brain devices and difficult-to-process materials with extremely thin walls.” The units will be offered with either a 6- or 12-in.-long puller assembly. The cutter with be available in either a 0.75-in. or 1.25-in. OD bushing size. Standard features include a stainless-steel base cabinet, which also serves as the electrical enclosure and is totally sealed and water tight. Urethane non-marking casters are said to be ideal for use in a cleanroom and come furnished with an integrated locking device to improve ease of moving from line to line without need to raise and lower the unit to transport.
Also standard on the puller is a servo-actuated belt-gap system, which Bessemer believes will eliminate the operator variable of manually adjusting belt gap and the variable slippage that ensues. This unit has been designed for use in a cleanroom; its bearings require no grease or lubrication to help minimize particulate generation, Bessemer notes. Linear slide bearings ensure that the upper and lower belts are perfectly parallel, which is especially critical when processing thin-wall medical tubing, instead of typical round bushings and shaft assemblies. The belts are precision flat belts, which Bessemer maintains are far more accurate than typical Poly V belts or any timing belts, including Herringbone style.
“Flat belts not only run with far less heat, but also generate no particulates and require no flanges,” Bessemer explains. A precision tensioning and tracking system has been designed to offer precision tracking plus ease of belt changes. These units will come with three different belt-covering materials (three sets of belts) as standard, which will allow processors to use the most appropriate belt per application. The pullers are all dual-servo driven, with in-line planetary reducers offering the most precise speed control possible. All plates in the puller and cutter are anodized aluminum with all stainless-steel shafting and hardware to eliminate corrosion.
The cutter is designed to enhance blade surface speed with the proper cutting radius, achieving on-demand maximum blade speeds up to 1500 rpm. This will ensure minimal cutting interruption and allow slicing blades to be used to cut even the smallest, lowest-durometer, thin-wall medical tubing.
The cutting chamber is made of clear polycarbonate, making it easier for operators to see blade wear and particulates while facilitating blade gapping. The bushing has been moved to a 45° angle—instead of directly under the servomotor—to make it easier for operators to see the cut tube while allowing utilization of a stainless-steel drip tray. Moreover, the blade guard slides to the rear and does not need to be fully removed, making it easier for the drip tray to be regularly cleaned. An air-feed cutter bushing will also come standard. Cutter bushings are bolted together as a standard feature to eliminate the possibility that the operator will improperly gap them.
NOVEL SOFTWARE PACKAGE
Novatec is offering as an option a taper/bubble tube package developed by Larry Alpert. The software is designed to take all the guesswork out of selecting the proper die size to produce the desired tapered tube. Using a 19-in. touchscreen computer that communicates with Siemens PLCs, operators are guided through a series of dropdown menus where they can select material type (12 choices), durometer, extruder size, die size (if available), desired throughput, tube dimensions and shape (symmetrical or asymmetrical), number of lumens (up to eight) and more. From there, the software will advise the operator if the die size selected can make the tapered tube and will make suggestions if it cannot. Operators can also pick from a number of pre-programmed velocity profiles (linear, various “S” curves, and others) or create their own. Due to the large screen, the graphs will display the profiles as they are being tested. Notes Alpert, “I’ve always been a proponent of what I call the ‘technician’s cockpit.’ That’s why I suggested the large-screen PC. A medical-tubing line is compact, and all controls must be within an arm’s length of an operator so they don’t have to move their feet, and must have the right ergonomics.
Bessemer describes this product launch as “Phase 1,” noting that Novatec plans to introduce new products every quarter.
















Related Content

Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read More
Catheter Specialist Finds Sweet Spot Serving Small, Medium-Sized Concerns
Medical-component specialist LightningCath has carved a niche meeting the needs of small to medium-sized entrepreneurs with complex catheter designs … quickly.
Read More
Collaboration will bring Recycled Plastic to Medical Device Packaging
Agreement between Eastman and Ethicon will put copolyester derived from recycled materials in sterile barrier applications.
Read More
Plastic Compounding Market to Outpace Metal & Alloy Market Growth
Study shows the plastic compounding process is being used to boost electrical properties and UV resistance while custom compounding is increasingly being used to achieve high-performance in plastic-based goods.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More