
Electric Machines and New Processes Catch Fire
The October show in Dusseldorf saw an onslaught of new all-electric and hybrid-electric presses, with modular designs, new clamping styles, and new sizes available from an ever-growing range of suppliers.




Krauss-Maffei’s hybrid-electric Triathlon machine for DVD 5 production is based on its new Eltec series.

Water Injection Technology (WIT), like the system here from Cinpres Gas Injection, can cool hollow parts faster than gas assist does. Note overflow wells at upper and lower right.
A new stack-mold approach for multi-component molding rotates just the center cores instead of a more massive mold block. This system from Gram Technologies has four positions for three-shot molding plus an ejection station at the side.

Sumitomo’s latest all-electric machines are the SE-D line of beltless direct-drive presses. They have redesigned motors and screws for improved performance and accuracy.

Battenfeld demonstrated new IMCmore technology for in-mold fabric decorating and trimming the part right in the mold, so no secondary operations are needed.

Arburg’s new Alldrive series allows a modular choice of hydraulic or electric drive for plastication, injection, and clamping.
The October show in Dusseldorf saw an onslaught of new all-electric and hybrid-electric presses, with modular designs, new clamping styles, and new sizes available from an ever-growing range of suppliers. In addition, there was no lack of new conventionally powered presses of all types. Value-added process technologies—such as multi-component molding with rotary stack molds, microcellular foam molding, water or gas injection, in-mold decoration, and thermoplastic/thermoset machines—were also prevalent.



New electric clamp style
One of the more novel developments among the ranks of all-electric presses was a new clamping system from Nissei of Japan (Nissei America Inc. is in Anaheim, Calif.). The model TC600 is designed to overcome a limitation of the toggle clamps used by almost every other electric machine—the toggle’s application of closing pressure at the corners of the molds, which can lead to deflection in the center. The 65-ton TC600 uses a new three-stage “triple-clamping” mechanism that involves both a toggle and a central locking ram. In the first stage, the moving mold half is brought into close proximity to the stationary half by means of an electric ball screw that drives the central ram. This approach reportedly provides more accurate mold alignment and more sensitive mold protection than a toggle.
The second stage of clamping is when two half-plates in the outer toggle mechanism are electrically actuated to engage grooves in the center ram, similar to a hydromechanical-type clamp. Finally, the short-stroke toggle is electrically actuated, applying closing pressure to the center ram. When the mold opens, the first step is disengagement of the toggle, which provides high stripping force.
The most unusual hybrid-electric design at the show was the new Eltec line from Krauss-Maffei (U.S. office in Florence, Ky.). Its clamp has a two-platen, hydromechanical design, combined with electric ball-screw-driven rapid traverse. Once the mold faces are brought close to each other, locking mechanisms engage each tiebar, and then four small short-stroke cylinders in the stationary platen pull on the tiebar ends to clamp the mold shut. Hydraulic cylinder movement is only 6 mm and uses about 1.5 liters of oil for the entire clamp. The hydraulic system is totally enclosed and virtually maintenance-free, according to K-M spokesmen. A central fluid system ensures balanced pressure at all four corners of the mold. The hydraulic system is driven by a servo pump, and all other machine functions are electric. Eltec models come in 55, 88, 121, and 165 tons.
The Eltec machine is the basis of K-M’s new Triathlon DVD 5 machine.
More electric entries
A new line of lower-priced all-electric presses for general-purpose use was introduced by Ferromatik Milacron of Batavia, Ohio. The Elektra Evolution series joins the Elektra Classic line designed for higher-end applications such as thin-wall molding. The new line is priced no more than 20% above fully hydraulic presses. The new series will be marketed first in Europe and Asia, though it will later be sold here.
Five models will range from 33 to 170.5 tons, with shot weights from 0.6 to 11.9 oz. The machine has its electrical cabinet inside the base instead of a more costly stand-alone control panel. Four servo motors drive each axis of motion, including the stripper plate, through direct-driven (beltless) ball screws.
Negri Bossi (Concord, Ont.) rolled out its Elma series of all-electric presses for general-purpose molding. They have five AC servo motors—one each for the carriage, clamp, and ejector, and two for injection. They can achieve injection speeds up to 200 mm/sec versus 100 mm/sec for the firm’s hydraulic presses. Negri Bossi introduced 176- and 231-ton models and will bring out 99- and 132-ton companions later this year.
New motor and screw designs, more compact machine dimensions, and higher injection speed are featured on a new line of direct-drive (beltless) electric machines available from Sumitomo Plastics-Machinery (America) LLC, Norcross, Ga. The SE-D line updates the firm’s SE-S line of electric toggle presses. Operating speeds are up to 500 mm/sec on injection and 1200 mm/sec for clamping. Other new features include a 12-in. LCD touchscreen panel with a Pentium III controller. Sizes will include 33, 55, 82.5, 110, and 198 tons.
Toshiba added new 5.5-, 495-, and 605-ton models to its EC line of all-electric presses. They have a new V21 touchscreen controller with new screen programming features and both self-diagnostic and preventive-maintenance software. Toshiba plans to expand the line to 935 tons.
Himaco of Novo Hamburgo, Brazil, introduced its Electrica HE line, starting with a 143-tonner. Five servo motors (two on injection) drive all axes of motion. A 180-tonner is in development.
Sandretto of Italy (U.S. office in Cranberry Township, Pa.) brought out the ES series of hybrid machines that use AC servo motors to drive hydraulic pumps. Energy savings, reduced noise, and more accurate control are said to result. The Fluidrive system is offered as an option for Sandretto’s Mega T large toggle presses (called Mega TES with the servo pumps) or the Mega H largehydraulic-clamp machines (Mega HES) from 1200 to 3000 tons.
The J-ELIII series of electric machines from JSW Plastics Machinery, Elk Grove Village, Ill., now comes in a hybrid model for high-speed, thin-wall molding. The new UPS models have a gas accumulator system that raises injection speed to 1000 mm/sec.
Alldrive is the name of the new modular machine concept from Arburg (Newington, Conn.). Users can select electric or hydraulic drive separately for each machine function—plasticating, injection, and clamping. The electric drive system developed for the Allrounder A (or Alldrive) series is also available for use on conventional Allrounder models.
Several other new electric and hybrid machines were previewed in our September issue.
New presses, new sizes
Sandretto and Jinwa, a South Korean company, have teamed up to create a new small hydraulic line for general-purpose applications. The Micro line is sized from 30 to 250 tons and features separate hydraulic cylinders for the clamp open/close stroke and high-pressure lock-up. Barber-Colman’s Eurotherm controls are standard. The Micro line will be produced in Korea by Sandretto under license from Jinwa. The machine will be marketed in Asia for the first year, then offered globally.
Sandretto also added a new 297-ton model to its upgraded Mach line of high-speed, accumulator-assisted toggle presses. The full range is 165 to 396 tons.
After recently expanding the upper end of its line from 300 tons to the new 352-ton fully hydraulic Allrounder 720 S, Arburg plans to add a 500-ton unit within 12 months.
Nissei added the largest model yet to its hydraulic-clamp line designed for ultra-high-speed filling of small parts with two-stage injection. Its new UH2000/TM (87 tons) has a larger pump motor and more robust plunger technology that raises injection speed to 2000 mm/sec (34.6 cu in./sec) vs. 1500 mm/sec for the Model UH1500 (72 tons), previously the largest in the line. The new model has a shot capacity of 1 cu in. and maximum injection pressure of 53,940 psi.
Ferromatik Milacron extended its Maxima line of two-platen presses with the addition of full accumulator drive on the new Maxima 650 P model for multi-cavity, thin-wall packaging. The machine has a closing speed of 1200 mm/sec and injection speed of 350 mm/sec.
Battenfeld (U.S. office in West Warwick, R.I.) introduced a new generation of HM hydraulic presses with larger clamping cylinders, a new moving-platen support for greater precision, and an oil-recirculating system for faster clamp opening and closing. New injection units offer higher speeds and pressures. These models from 231 to 495 tons also offer extended mold height and are up to 10% shorter.
Battenfeld also introduced a high-speed toggle press for thin-wall packaging. The TMS machine is a modification of Battenfeld’s TM series. All motions are controlled by servo valves located close to the cylinders. All functions except plasticating are accumulator assisted. A separate pump is provided for plasticating. The revised toggle design provides very fast pressure build-up and release. The frame has also been reinforced for high rigidity. TMS presses are offered in four sizes from 143 to 297 tons.
Pumping out PET preforms
Full automation of PET preform molding, even when volumes are low or targeted for sample production, is the concept behind Arburg’s first entry into this market. The new Preliner system is based on Arburg’s Allrounder C series and has two size ranges: model 420-60 V with throughput of 132 lb/hr and model 570-120 V for 264 lb/hr. The smaller model is available in a vertical or horizontal version, while the larger press comes only as a vertical unit. Arburg offers the systems with one to 16 cavities. They come with a special barrier screw, shutoff nozzle, and high-powered ejector.
At the show, the smaller machine was incorporated in a production cell with a robot, preform cooling system with accumulator, central material supply and dryer, and a suction conveyor and dyeing unit. (The robot is Arburg’s, while the other auxiliaries came from Piovan of Italy, which has an office in Mississauga, Ont.) The system produced standard 20.5-g PET preforms in an 8-cavity mold in 9.5 sec.
Krauss-Maffei updated its 300-ton Petform vertical preform machine to handle 72 cavities. The new design is for 0.5-liter water bottles. A 10-sec cycle is estimated for producing a standard preform. The machine will be available in March.
Netstal (Devens, Mass.) ran its new 144-cavity PET-Line preform system on the same 660-ton two-stage machine used for 96 cavities. It produced 20.8-g preforms for 0.5L carbonated soft drinks in a 10-sec cycle—1 sec faster than was originally estimated. The tooling from Mold & Hot Runner Technology (MHT) AG of Ginsheim-Gustavsburg, Germany, squeezes cavity spacing to 120 x 50 mm. Conventional pitch of a 96-cavity tool is 152 x 60 mm. The tool is priced 20% higher than a 96-cavity mold but gives 50% more output. One system will be delivered to the U.S. this year. Husky Injection Molding Systems Ltd., Bolton, Ont., also unveiled a brand-new 144-cavity preform mold designed with the firm’s micro-pitch technology.
For TPE or rubber
Two firms introduced dual-purpose machines for molding thermoset or thermoplastic elastomers. This option is aimed mainly at automotive molders. One system comes from LWB Sales and Service GmbH (offices in Pittsburgh). The 30-ton, fully hydraulic machine has a screw that is modified to process TPE or rubber.
Rep Group of France (office in Bartlett, Ill.) launched a new dual-purpose line with a 28- to 275-ton vertical clamps.
Multi-resin stack molds
Several suppliers showed new developments in use of stack molds to boost productivity in multi-material molding. One was shown by Ferromatik Milacron Europe (Batavia, Ohio) and by tool maker Foboha of Haslach, Germany. The 2K stack-turn system has a rotary “cube” platen with four active core sides. It turns on a vertical axis. One or two materials can be molded in the opposing faces along the machine axis, while the two exposed stations facing the sides of the machine allow for insertion, cooling, or product take-out. Although the tooling costs are higher, output reportedly can reach twice that of conventional stack molds.
The system was shown with a 256-cavity, 4 x 64 mold (a world record, says Ferromatik Milacron) mounted in a 495-ton Ferromatik K-Tec 450-2F machine. Built for Colgate-Palmolive, the mold produced a toothpaste tube shoulder of HDPE (70 g) with a PET (40 g) barrier layer. Total cycle time was 8.4 sec. A special shot-size control adjusts PET layer thickness on the fly. It helped reduce component weight by 43%. Output is estimated at 175 million units a year. Six production systems will be used to make 1 billion units annually, which would normally require 21 conventional stack molds and machines.
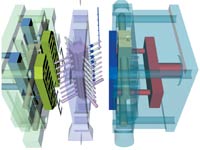
Toolmaker Gram Technology ApS of Bikerod, Denmark, and Demag Ergotech (Strongsville, Ohio) showed a four-face center-turntable approach that involves moving much less mass than the Foboha system. As shown in the illustration on p. 35, only the cores rotate on a central spindle, instead of a massive mold block. This version of Gram’s “Spin Stack Mold” was used to produce a three-shot, two-material (PP-TPE-PP) medical tubing connector. The parts were molded in three stations and ejected from the fourth.
Gram also showed a video of another application in which four Spin Stacks are lined up side by side, each one having a vertical row of six cavities on each of four sides. The mold makes screw caps and spouts for gable-top juice cartons. The cap is molded first in 4 x 6 cavities from PP copolymer. A rack and pinion unscrews the cores and allows the cavity stacks to turn 90° for a cooling cycle. On the next cycle, the stacks turn 90° to face another set of cores, which mold the spouts of LDPE inside the caps. Because of the thorough cooling of the PP caps and the lower melt temperature of the LDPE spouts, the two parts don’t stick together. Twenty-four of the assembled caps and spouts are ejected together.
Engel introduced its own version of a two-face stack mold on a center platen that turns 180° on a vertical axis. Engel mounted this system on a two-platen Duo two-color machine, with the secondary injection unit on the back of the moving platen, which allows use of a conventional runner system. Alternatively, the two injectors could be mounted side by side to save floor space. Engel also plans to add new two-platen 660- and 770-ton models to its Duo line.
Water injection’s splash
Although it is still mainly developmental, water injection captured attention as the next step beyond gas assist. Water injection not only hollows out thick parts, but allows parts to be cooled from both the inside and outside. Cooling times reportedly can be only one-third to one-half those obtained with gas. Water also creates a very smooth internal part surface. Demand for this technology is coming from suppliers of hollow automotive under-hood parts.
As with gas assist, polymer is first shot into the mold, then pressurized water enters from a second entry point. At the same time, a valve in the mold opens to let material displaced by the incoming water fill an overflow well. After cooling, the water may then be expelled with air. As with gas assist, internal water pressure helps reduce shrinkage, sinks, and warpage, while improving surface replication.
Engel of Austria (and Guelph, Ont.) demonstrated its Watermelt technology at the show. A cooling-water manifold for a car engine was molded of 30%-glass nylon 66 in 43 sec on a new Victory 1050/150 Power tiebarless press. The system includes a hydraulically controlled water-injection unit with closed-loop water recirculation and flushing technology that reportedly cuts cycle time by 50%.
Cinpres Gas Injection Ltd. (CGI) of the U.K. (and Ann Arbor, Mich.), is marketing water-injection technology developed initially by Factor Maschinen & Anlagentechnik GmbH in Germany. The two firms jointly demonstrated a new water-injection unit at the show. The unit can deliver 60 liters/min of water at room temperature and pressures up to 5080 psi. The equipment consists of a high-pressure water pump, low- and high-pressure water-storage unit, and water-recovery system.
Rhodia Engineering Plastics of Italy (and Mississauga, Ont.), a maker of nylon resins and compounds, developed its own water-injection hardware and mold technology for customers making under-the-hood parts. Rhodia claims cycle times can be only 30% as long as with gas assist.
The German plastics research institute IKV in Aachen, which performed much of the fundamental research on water injection, used Battenfeld’s Aquamold technology to mold a hollow-framed sports racket of 20%-glass PP. The co-molded part also had unreinforced PP for the web.
Meanwhile, news in external gas injection comes from Caropreso Associates, a Chester, Mass., consulting firm, which is now offering a gas counterpressure control module. The system injects compressed nitrogen or air between the part and the mold to reduce clamp-force requirements, avoid stresses and sinks, and improve surface quality of injection molded or structural-foam parts.
Microcellular alternative
Demag Ergotech unveiled its Ergocell process, which offers a different method of molding microcellular foam structures similar to those produced by the MuCell process of Trexel, Inc., Woburn, Mass. Saving up to 40% in weight and material without sacrificing part performance is the goal of both techniques. Demag has agreed to supply Ergocell-equipped machines only to processors that have first obtained a license from Trexel. That license is less expensive than a MuCell license, because it does not include know-how from Trexel.
Whereas the MuCell system introduces the gas into the injection barrel (often at multiple locations), Ergocell is quite different (see schematic, p. 36). It is a two-stage injection system in which CO2 gas is introduced into a mixing chamber between the end of the screw and the plunger injection chamber. The foaming module can be turned off to produce solid parts. The Ergocell module is available only on new machines and costs about $70,000.
News for in-mold decoration
A new system for 180° in-mold labeling for large tubs and pails was demonstrated by Polymac BV of Ede, the Netherlands, at Demag Ergotech’s booth. A module on top of the press dispensed preprinted labels from a roll, cut them to length, and then rolled them onto a drum at the end of a robot arm. The label was held on the drum by vacuum. An electrostatic wand applied a charge to the film so that once the drum was inserted into the mold cavity, the film spontaneously popped off the drum and into the cavity. Both the pail and the film are PP, so the two remain permanently bonded. The system can label containers from 1- to 20-liter size. Polymac sources say no competitive system handles such large sizes.
Battenfeld showed off its newly upgraded HM hydraulic presses as part of an integrated cell for in-mold decorating of an automotive B-pillar with a textile covering. The cell includes a laser system that cuts a pattern from a textile material on a roll. A Battenfeld robot places the fabric in the mold. During mold closing, the fabric is clamped in place by a special device that ensures exact positioning. Then, PP is injected behind the fabric, and a second injector molds a TPV sealing lip. A cutting mechanism inside the mold trims off any excess material. This patented technology, called IMCmore, eliminates secondary trimming. Battenfeld’s partner in developing the cell was Summerer Technologies of Rimsting, Germany, which also built the mold.
Krauss-Maffei’s hybrid-electric Triathlon machine for DVD 5 production is based on its new Eltec series.
A new stack-mold approach for multi-component molding rotates just the center cores instead of a more massive mold block. This system from Gram Technologies has four positions for three-shot molding plus an ejection station at the side.
Water Injection Technology (WIT), like the system here from Cinpres Gas Injection, can cool hollow parts faster than gas assist does. Note overflow wells at upper and lower right.
The Ergocell process from Demag Ergotech is a new approach to microcellular foaming using two-stage injection.
Sumitomo’s latest all-electric machines are the SE-D line of beltless direct-drive presses. They have redesigned motors and screws for improved performance and accuracy.
Arburg’s new Alldrive series allows a modular choice of hydraulic or electric drive for plastication, injection, and clamping.
Battenfeld demonstrated new IMCmore technology for in-mold fabric decorating and trimming the part right in the mold, so no secondary operations are needed.
















Related Content

Larger Capacity Auxiliary Injection Unit Introduced
Mold-Masters has extended the capabilities of its E-Multi auxiliary injection platform, introducing the new larger capacity EM5 model.
Read More
Servo-Hydraulic Machine Range Adds Multicomponent Models
Absolute Haitian says the Mars and Jupiter Lines will now offer multicomponent models, complementing the 2K all-electric Zhafir.
Read More
ZAG Equipment Sales Partners with Portugal’s Plasdan of Portugal
Under the agreement, ZAG will sell and service Plasdan’s add-on injection units and fully electric rotary tables for multicomponent injection molding.
Read More
Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More