
Energy-Efficient Granulating
Granulators are notorious energy hogs, but motors and designs have improved energy efficiency over the years. Proper selection and maintenance can also do a lot to avoid wasted energy cost.
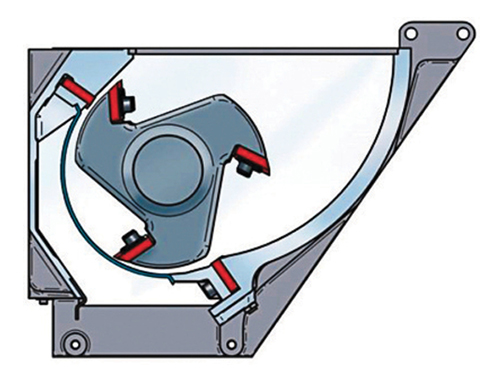
Bulky style cutting chamber and 3-blade rotor for energy-efficient grinding of larger, bulky thinner wall scrap. Very aggressive.
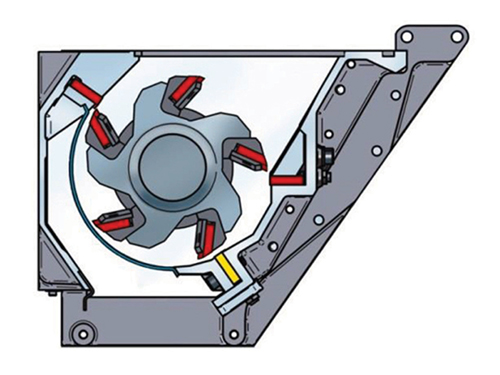
Semi-restricted style cutting chamber and 5-blade rotor for energy-efficient grinding of thicker or heavier wall scrap. Less aggressive.
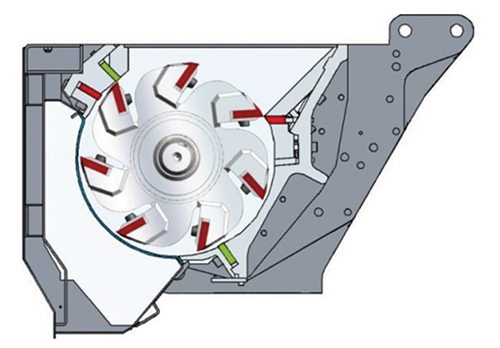
Restricted cutting chamber with 7-blade rotor for energy-efficient grinding of very heavy and thick scrap. Uses a “nibble” effect. Least aggressive.

Example of digital high-amp meter mounted on control panel.



Two manufacturing costs that are growing in importance for plastics processors are energy and raw materials. Efficient use of both can be addressed in part through proper selection and use of granulators. Granulation and size reduction impact material cost by allowing reuse of expensive scrap material, which is a growing trend in most areas of plastics. The granulator itself is a significant user of energy, but that usage can be minimized and made more efficient by four key considerations presented here.
CONSIDERATION 1: MOTORS & CONTROLS


Nearly half of the electricity consumed in plastics manufacturing processes is used for powering motors, including those used in granulators. Motor efficiency remains one of the highest priorities for maintenance and engineering managers. The electric motor is what drives a granulator and is often overlooked as an energy hog. Old granulators use less energy-efficient motors.
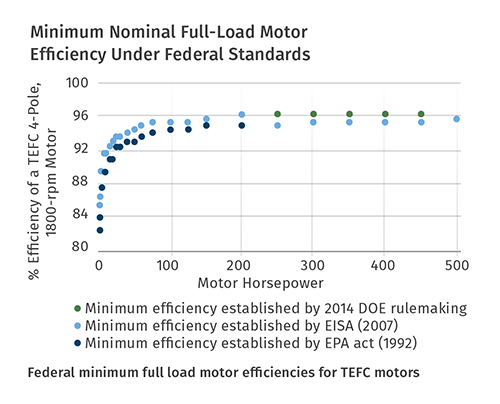
For more than three decades the efficiency of new motors has been regulated by federal law–do your existing granulators meet these federal standards? Beginning in mid-2016, an updated standard for electric motors that was established last year by the U.S. Department of Energy (DOE) will once again increase the minimum efficiency of new motors.
Motors typically fail every five to 15 years, depending on the size. When they fail they can either be replaced or repaired (rewound). When motors are rewound, their efficiencies typically diminish. Large motors tend to be more efficient than small ones, and they are generally used for more hours during the year.
Improving the efficiency of motor systems, rather than just improving the efficiency of individual motors, may hold greater potential for savings in machine-drive electricity consumption. Analysis from the U.S. DOE shows that more than 70% of the total potential motor-system energy savings is estimated to be available through system improvements by reducing system load requirements, reducing or controlling motor speed, matching component sizes to the load, upgrading equipment efficiency, implementing better maintenance practices, and downsizing the motor when possible.
Depending on the granulator and motor size, the starter or controls can greatly affect energy use and efficiency. Small and midsize granulators will typically use across-the-line starters, which will draw maximum amps when the motor is starting up. Larger granulators (50 hp and above) should utilize reduced-voltage starter systems, which gradually feed power to the motor, thereby reducing that large in-rush of current experienced with across-the-line starters. Energy suppliers generally base electricity
rates on peak power spikes, and large motors without a reduced-voltage starter will pull the highest peaks of power.
Other methods to help control spikes in motor amperage include high-amp control devices and timed shutdown. High-amp control devices monitor the motor amperage and alert the operator when the amps are at or over the full-load amperage (FLA) of the motor. The FLA will depend on the size of the motor, but managing the feed of material to the granulator based on the amperage will help not only to lower energy consumption but also to eliminate over-feeding, which can jam the machine.
A high-amp controller tied to a conveyor feed will stop and restart the conveyor depending on granulator load. The more steady the load on a granulator, the more efficient it becomes.
If a granulator is only used randomly throughout the day, a timed shutdown can be used to automatically shut the granulator off when it is under “no load” for a specified period of time. Timed shutdown also utilizes a high-amp control to monitor the motor amps, which sends a signal to a timer to shut down the granulator when not used for a specified period.
This is most effective when there are very long periods when the granulator is not being used. It is best to calculate whether shutting down the granulator often will save more energy than allowing it run under no load. Frequent starting/stopping of motors may not only increase energy usage but is also more demanding on the motors and starters.
Utilizing energy-efficient motors and controls on granulators will on average reduce energy use by 20-30%, depending on motor size and application. The biggest gain in reducing energy consumption in granulators is by using the correct size motor for the application, as well as utilizing energy-efficient motors and controls.
CONSIDERATION 2: GRANULATOR DESIGN/APPLICATION
Unfortunately there is no “one size fits all” when it comes to sizing granulators. More often than not, oversized and over-powered granulators are used in plastics. Many companies adopt the “more is better” philosophy when it comes to granulator motor size. This is understandable, as granulators are typically called upon to handle different applications within a plant. However, using the correct granulator design and motor size for an application will reduce energy usage.
When trying to determine the correct granulator design and size for a job, the criteria that should be considered are process; material type; size, shape, and thickness of scrap; method of feed; throughput requirement; and screen size. Sizing the granulator appropriately will improve efficiency, minimize floor space, and keep energy usage to a minimum.
Every brand of granulator utilizes different cutting-chamber styles and geometry as well as various types and styles of rotors. The correct combination of cutting chamber and rotor design will allow the scrap to be ingested quickly and efficiently, thus reducing energy usage. The hopper style is also critical to the performance of the granulator, as it is the hopper that will properly direct the scrap into the cutting chamber. The faster the part is processed, the greater the energy efficiency.
Bulky, thinner-wall parts will typically utilize cutting chambers that allow bulky parts to be easily ingested into the chamber and eliminate bouncing in the chamber. The more a part bounces in the chamber, the more wasted energy. For thicker or heavier parts it is better to restrict the aggressiveness of the rotor, so a more restricted cutting chamber is best. The restricted chamber will cause the rotor to nibble at the part and not ingest it all at once. If a heavy or thick-walled part is to be fed into a bulky-style chamber, it will require a much larger motor and typically a much larger granulator that uses more energy. Of course the style and motor size of the granulator will need to be evaluated based on the application criteria, as described above, to properly size the unit.
Another feature that some granulator suppliers incorporate (typically an option) is the use of a second or additional flywheel. Flywheels are typically solid to add mass to the cutting mechanism. As the flywheel is turning on the rotor shaft opposite the drive side, it will add inertia to the rotor. The additional inertia provides greater cutting power without having to increase motor size. The use of the additional flywheel is typical for more difficult scrap, as the added inertia may be required to cut through a thicker section of plastic.
Screen size can also affect energy consumption. The smaller the screen holes, the greater the residence time of the material in the cutting chamber and the more energy is required to process the material. It is always best to use the largest screen opening possible to obtain the required granulate size for the application. Using a smaller screen size than is required will not only increase energy usage but will also cause additional wear and tear on the granulator, as it will take longer to process the material.
Proper evacuation of the regrind from the granulator can affect energy consumption and is also important not only in the performance of the granulator but also to regrind quality. Inadequate or improper evacuation can lead to a backup of regrind in the cutting chamber, which causes the granulator to work harder by increasing residence time of the material in the chamber. A backup of regrind in the chamber can cause a possible meltdown of the plastic through friction, as well as extensive damage to the machine. Assuring the evacuation system is selected to handle the maximum capacity of the granulator is very important to managing energy usage in granulating.
CONSIDERATION 3: PROPER MAINTENANCE
Lack of proper maintenance of a granulator will also drive energy consumption higher. The heart or backbone of a granulator is where the cutting takes place—in the cutting chamber. Once the proper granulator has been selected for the application, it is imperative to keep it running as if it were brand-new to maintain the greatest efficiency.
The most critical of all preventive-maintenance procedures is keeping the granulator knives as sharp as possible. Granulator knives will get dull, some faster than others. Dull knives will not only cause greater dust, fines, and particle-size distribution, but will also require greater energy to cut the material. Motor amperage will increase as knives dull. Dull knives will cause the granulator to work harder to process the same material. The length of time between knife replacement will vary and be determined by the specific application, material type, screen size, duty cycle, knife metallurgy, and proper configuration of the granulator. Regularly scheduled knife changes are critical to keep the granulator running in top form.
In addition to sharp knives, knife gap is also critical in maintaining granulator efficiency and keeping energy usage down. Each granulator manufacturer will recommend the knife gaps for each machine and by application. The knife gap is simply the distance between the rotating and fixed knives in a granulator. For maximum results, these gaps need to be consistently maintained each time the knives are changed in the machine. Granulators that utilize adjustable rotating and fixed knives will provide the highest level knife-setting efficiency by providing a constant cutting circle. The constant cutting circle will maintain the gap between the rotating knives and the screen, which will improve the processing efficiency and reduce energy consumption. This feature assures proper knife gapping, even with knives that are not sharpened consistently.
Proper knife sharpening is yet another key to maintaining the most energy-efficient granulator. Maintaining the proper knife angles is important, as improperly sharpened knives lead to poor regrind quality, inconsistent knife gaps, and increased energy use.
Worn or stretched transmission drive belts will cause additional stress on the granulator, decrease cutting efficiency, and increase energy consumption. Checking drive belts regularly is very important to maintaining proper energy transmission from the motor to the rotor. Worn, loose, or missing belts can cause the motor or rotor pulley to slip and can lead to frequent granulator jams and potential damage. Belt slipping and improper transmission of power will greatly increase energy consumption.
Proper greasing of bearings will keep the granulator running efficiently. Bearings that are not greased properly will increase heat generation and energy use, as the motor will need to work harder to turn the rotor. Some granulators utilize sealed bearings that do not require greasing. Following the proper greasing procedures and intervals will assure maximum energy efficiency.
CONSIDERATION 4: TWO-STAGE SIZE REDUCTION
The popularity of shredders has grown significantly in the plastics industry over the past decade. Most applications where a shredder is utilized will also require a granulator for the final size reduction. This is typically referred to as “two-stage” size reduction.
There are some applications where using a small shredder coupled with a granulator can actually decrease energy consumption compared with using a single, larger granulator with a much larger motor. A typical example would include the need to regrind solid, thick purging scrap. The size and thickness of the purging scrap may require a 150-200 hp or larger granulator, as compared with a 40-50 hp shredder coupled with a 15-20 hp granulator. The shredder/granulator combination will be much more energy efficient than the larger granulator.
The predominant shredder style in the industry is the single-shaft type that utilizes a ram to force scrap into a turning rotor. The ram pressure is controlled by the amperage from the motor powering the rotor and is adjustable to meet the specific application. The shredder and granulator controls are connected via high-amperage feedback from the granulator that will control the shredder output. The synchronized system will ensure the most energy-efficient operation.
A properly sized shredder/granulator combination will be determined by the specific application requirements and will not always be the most cost-effective or energy-efficient choice. A qualified shredder/granulator representative can assist in qualifying the best system for a specific requirement.
















Related Content

Resins & Additives for Sustainability in Vehicles, Electronics, Packaging & Medical
Material suppliers have been stepping up with resins and additives for the ‘circular economy,’ ranging from mechanically or chemically recycled to biobased content.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read More
Recycling: What's Ahead in Advanced Sorting Technology
As the industry tries to ramp up recycling, there are several innovative sorting solutions in the offing—ranging from enhanced optical sorting technologies and chemical tracers to advanced solutions based digital watermarks and artificial intelligence.
Read More
Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More