
Engineering Resins Maker Focuses on 3D Printing Materials
SABIC develops arsenal of specialty products based on its engineering resins for a new range of processes.

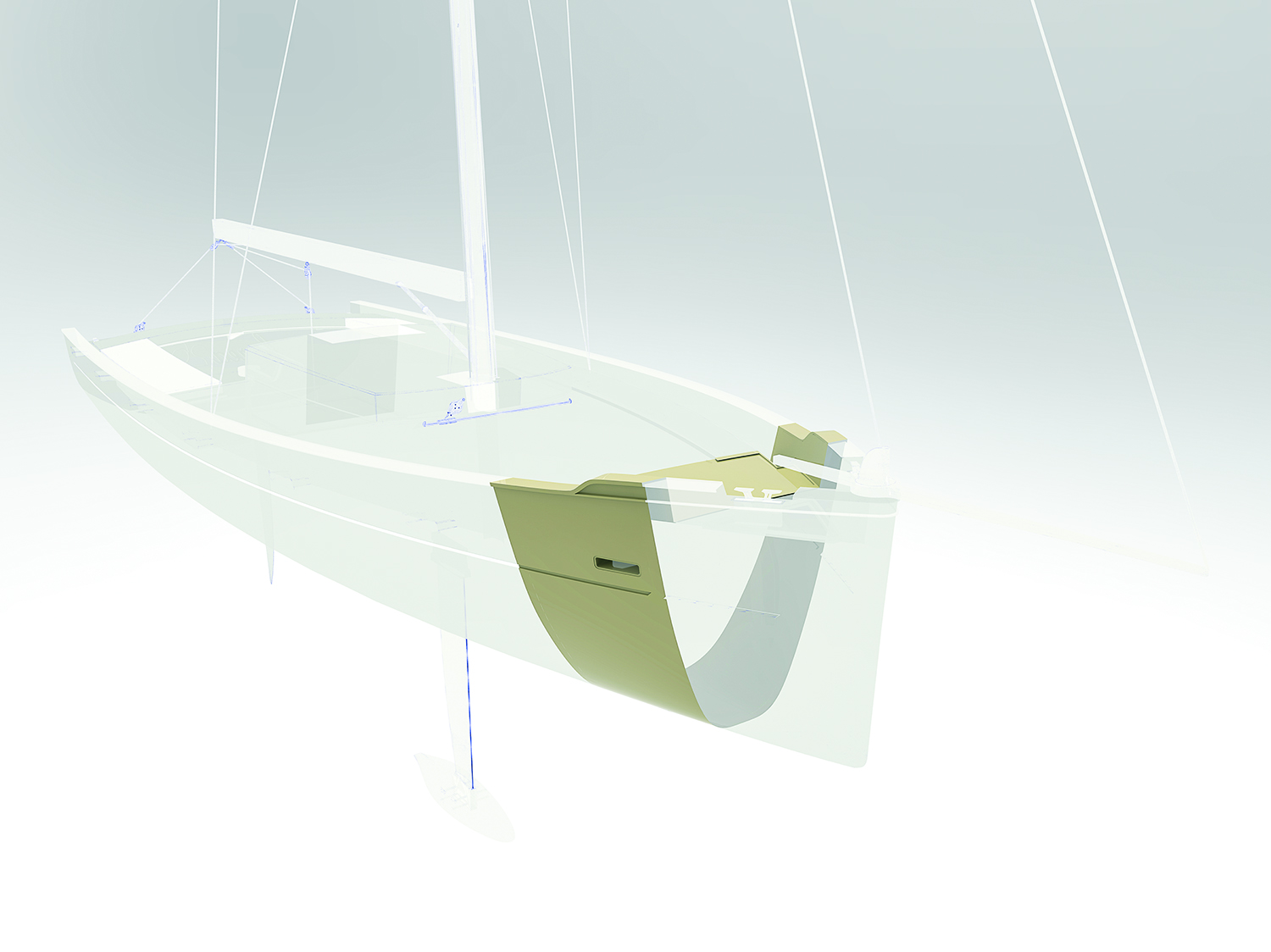
Two new Thermocomp AM compounds were used for a concept boat hull from Livrea Yacht—a carbon-fiber reinforced PPE for the hull’s outer layer, and a carbon-fiber reinforced PEI for the inner lattice support structure.

This 3D-printed concept drone is based on Lexan EXL PC/siloxane copolymer filament, which boasts has up to four times the impact performance of standard PC.
For FDM/FFF, expect to see healthcare-compliant filaments that meet ISO-10993 biocompatibility standards, such as a new Ultem PEI filament used for this sterilization tray.



In the last three years, SABIC (U.S. office in Houston) has significantly stepped up its efforts to enable use of additive-manufacturing processes for mass production. The focus has been on development of materials that are optimized for use in additive processes (aka 3D printing) and that meet the end-use performance requirements of highly regulated industries such as aerospace and healthcare.
SABIC has been working to develop materials for such additive processes as fused deposition modeling (FDM) and fused filament fabrication (FFF); selective laser sintering (SLS); and large-format additive manufacturing (LFAM).



NEW FILAMENTS AND POWDERS
SABIC has been active for more than a decade as a supplier of engineering resins to customers who produce filaments for FDM-type processes. The company was best known as the supplier of Ultem PEI resin used by Stratasys, Eden Prairie, Minn. in its Fortus series of industrial FDM printers.
In 2014, SABIC began to expand its footprint when it became involved in the emerging technology of LFAM. For example, the company was a sponsor of a collaborative effort with Local Motors, Oak Ridge National Laboratory, and Cincinnati, Inc. that resulted in printing the Strati electric vehicle live at the 2014 IMTS show in Chicago.
In May 2017, SABIC launched its initial portfolio of Thermocomp AM compounds for LFAM (see Jan. ’18 Keeping Up report). Print parameters and mechanical properties for these materials were developed using test specimens printed on the company’s big-area additive manufacturing (BAAM) machine. Reinforced with carbon or glass fibers, the new compounds can be used for applications in tooling, aerospace, automotive, and defense industries. The first eight Thermocomp AM compounds are based on four of the company’s amorphous resins: ABS, PPE alloy, PC, and PEI, which exhibit good creep behavior. Compared with semicrystalline resins, lower shrinkage during cooling and less thermal expansion during end use also mean these amorphous materials demonstrate greater dimensional stability.
Expect 2018 to be a very active year in terms of the variety of products planned for commercial launch, say SABIC sources. For LFAM, there may be an expansion of the Thermocomp AM portfolio. SABIC is currently evaluating new compounds based on semi-crystalline resins such as PBT, nylon, PPS, and PEEK to address the industry’s needs for LFAM materials with improved chemical resistance and stiffness.
SABIC is also aiming to grow its involvement in SLS with new custom-made powder forms of engineering resins. Company sources note that semi-crystalline materials have been used nearly exclusively for SLS processes. However, expect to see the launch of a unique PC powder that will allow fully amorphous parts to be produced. The company plans to expand this unique material and process technology to other amorphous resins.
For FDM/FFF, SABIC expects to launch Lexan PC and Ultem PEI healthcare-compliant filaments that meet ISO-10993 biocompatibility standards, as well as a series of support materials for each of its build materials. Just last year, the company introduced the first of a new portfolio of filaments based on Ultem PEI, Cycolac ABS, and Lexan PC resins, which reportedly offer the same composition as the company’s injection molding grades.
The nominal diameter of all SABIC filaments is 1.79 mm ±0.05 mm, and they are available in a 1510-cc spool size. Here’s how the new filaments are characterized:
- Ultem AM9085F filament is a high-performance PEI manufactured from Ultem 9085 resin. It is said to provide high-heat resistance and mechanical strength, is UL 94V-0 compliant at 1.5 and 3.0 mm thicknesses, and meets FAR 25.853 and OSU 65/65 requirements with low FST (flame, smoke, and toxicity) evolution. It is available in black and natural colors.
- Cycolac AMMG94F filament is a general-purpose ABS made from Cycolac MG94 resin. It reportedly provides a balance of properties suitable for a wide variety of applications, and is UL 94HB compliant at 3.0 mm. It is available in black, white, and natural colors.
- Lexan AM1110F is a general-purpose PC filament produced from Lexan HF1110 resin. It boasts higher heat resistance than general-purpose ABS filaments, is UL 94V-2 compliant at 3.0 mm, and is available in white.
‘DIFFERENTIATED MATERIALS’ AND MORE
Last year, SABIC unveiled Lexan EXL AMHI240F filament, based on SABIC’s Lexan EXL PC/siloxane copolymer and aimed for use in Stratasys’ Fortus FDM printers, as well as other printers with sufficient temperature capability and an open-format architecture.
Compared with standard PC, this material delivers up to four times better notched Izod impact at room temperature and up to three times better at -30 C, depending on print orientation.
Lexan EXL filament also sports a heat-deflection temperature of 140 C, higher than that of general-purpose ABS filaments. It is initially offered in black, though white and other colors are in development. It meets UL 94V-0 at 3.0 mm in both flat (XY) and on-edge (XZ) orientations.
Company sources confirm that this is the first of a planned series of “differentiated materials,” noting that they aim to apply similar approaches to impact modification of other polymer systems to help expand the target application space for additive manufacturing.
While SABIC will continue to be a supplier of resins to the additive manufacturing industry, it is also moving along the value chain to supply materials in printable form (filaments, powders) to help accelerate the adoption of additive manufacturing for end-use production.
Having made significant investments in state-of-the-art equipment in its additive manufacturing Centers of Excellence in the U.S., The Netherlands, and Saudi Arabia, the company has internal process capability for FDM/FFF, SLS, and LFAM as well as a variety of other specialized printer technologies. It can convert raw materials into printable filament and powder forms, develop optimized print parameter sets, and conduct extensive performance testing on printed parts.
For example, in the case of LFAM, SABIC can formulate unique compounds, evaluate their processing performance on its BAAM printer, and test printed part performance—all within a matter of days. In this way, SABIC offers customers materials that have been fully characterized as candidates for specific printing processes.
Looking ahead to the next three to five years, SABIC officials expect to see a continued focus on the industrialization of additive manufacturing. This will require introduction of a wide variety of new materials. They also expect to see the continued evolution of design software and process capabilities to enable repeatable production capabilities. It is also likely that new additive manufacturing processes will continue to be introduced, which offer improved part performance and reduced production costs.
The “additive manufacturing ecosystem” will also remain highly collaborative as alliances are built across the value chain to bring new products to the market as efficiently as possible and build sufficient production capacity to support the growing demand for production parts. They also see the intersection of additive manufacturing and composites as an area that will receive increased focus in the near future.
Questions About Additive Manufacturing? Visit the Additive Manufacturing Zone.
















Related Content

How Additive Manufacturing Can Help, not Hinder, Injection Moldability of New Designs
Four cost drivers—design for moldability, mold-base size, internal componentry, polish/custom finishing—dictate the financial and processing success of a molded part design. Learn how 3D printing can assist this process, while also understanding its potential pitfalls.
Read More
Additive Fusion Technology Optimizes Composite Structures for Demanding Applications
9T Labs continues to enhance the efficiency of its technology, which produces composite parts with intentionally oriented fibers.
Read More
Getting into Plastics Additive Manufacturing? Avoid these Six Common Errors
There are a lot of 3D printing technologies out there, and it’s not uncommon for processors new to additive manufacturing to get tripped up. Here are some typical snafus, along with advice on how to avoid them before you start making parts.
Read More
3D Printing of Injection Molds Flows in a New Direction
Hybrids of additive manufacturing and CNC machining can shorten tooling turnaround times.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More