
EVCO Plastics at 50: Still Thinking Big
In its first half-century, EVCO Plastics has grown from one half-ounce injection machine in a basement to a $130 million company with 148 presses and 900 employees at nine plants in the U.S., Mexico, and China.

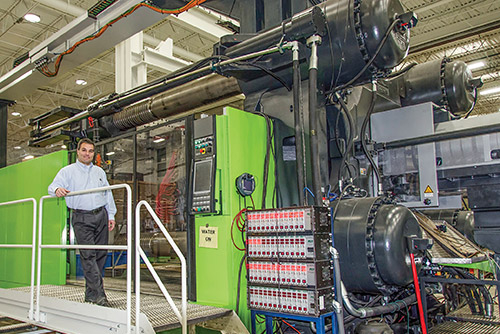
Above: Oshkosh plant manager Spencer Wright with the “big dog,” a new 3500-ton press that’s a sign of the company’s expansion in large machines (another 2500-tonner is coming this year) for large parts like a 23-lb nylon foot well (below) for construction equipment.

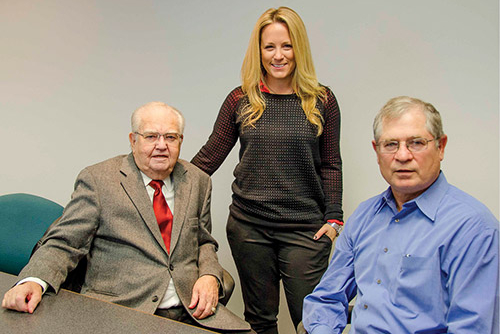
Three generations at EVCO Plastics: Founder and chairman Donald Evans (l.); his son Dale, EVCO’s president; marketing director Anna Bartz, Dale’s daughter.

In-mold labeling and decorating (IML/IMD) is a core competency at EVCO. Examples of the range of applications are a DVD case (above) and a bow case (below).

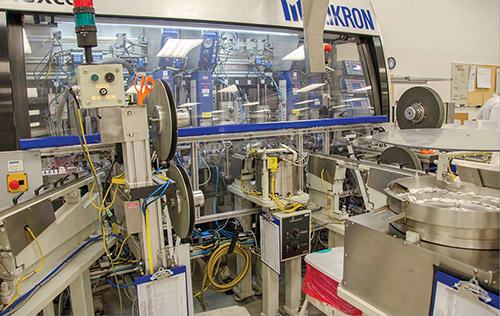
Another area where EVCO is expanding is in medical devices, where automation is a key competitive strategy. This automated cell at EVCO MED uses 26 stations to assemble a testing device inline with the molding machine (not visible to the left of the cell).



Donald Evans has come a long way since he founded EVCO Plastics in 1964 with a half-ounce injection press in a basement. Today, the 87-year-old Evans is chairman of a $130 million company with 148 injection machines and 900 employees at nine locations in Wisconsin, Georgia, Mexico, and China.
In its first half-century, his company has pursued an aggressive expansion program, averaging a major addition about every three years, even amid recessions in 2001 and 2009. The original 1200 ft2 headquarters plant in DeForest, Wis., has grown to three facilities totaling 156,000 ft2, plus 100,000 ft2 in Oshkosh, Wis.; 70,000 ft2 in Calhoun, Ga.; 188,000 ft2 at three plants in Monterrey and Juarez, Mexico; and 73,000 ft2 in Shenzhen, China.
What has been responsible for that success? A number of factors contributed, among them a stable and highly trained work force, global presence, and an extraordinarily broad range of expertise in design, molding, and moldmaking technologies.



GEOGRAPHICALLY DIVERSE
As American OEMs began outsourcing abroad, EVCO saw the value of expanding its production beyond U.S. borders. “Like the Indians, we follow the buffalo,” says Dale Evans, Don’s son and company president. (Don has two other sons in the company also, and Dale’s daughter, Anna Bartz, is marketing director.) EVCO started globalizing with a Chinese moldmaking joint venture in 1989 and a molding plant in 2000. The two were combined into a wholly owned molding and moldmaking operation in 2011. EVCO Plastics de Mexico opened three plants in 2001, 2005, and 2007.
These expansions give EVCO unusual flexibility. “We quote the same jobs for production in the U.S., China, and Mexico, so customers have a choice,” Dale says. “Our philosophy is to locate relatively small plants (15 to 20 machines) close to customers. Some customers have parts molded in both the U.S., Mexico, and China. China tends to have the lowest price but longest lead times. But as China raises taxes and labor rates, Mexico becomes increasingly competitive. Some jobs that start out in China later move to Mexico.”
Still, the heart of EVCO’s business is its U.S. plants. Dale believes they have the edge in three of the company’s target markets:
•Packaging, because of customers’ need for quick time to market and because of the cost of “shipping air” in hollow parts.
•Medical parts, because that market is so heavily regulated by the FDA. EVCO MED (Medical & Electronic Devices) started in 1996, has 15 injection presses (all under 200 tons) in a 34,000 ft2, Class 100,000 clean room. EVCO plans to more than double its size with a 50,000 ft2 clean-room addition next year.
•Large parts, because of the cost of shipping. As Dale explains, “Shipping from China costs around $2/ft3. That can have a big effect on the piece cost if that cubic foot represents one part. It has less of an effect if that represents a box of 100 smaller parts.”
Nonetheless, it’s evident that EVCO is hedging its bets even in those supposedly “China-proof” areas. For example, its Shenzhen plant has a 1500-ton press capable of molding sizeable parts. (EVCO also presses has up to 3000 tons in Mexico.) And it is just now in the process of qualifying a medical clean room for the Shenzhen plant to Class 100,000, the same as at EVCO Plastics MED in DeForest. EVCO is planning to move one medical molding and assembly cell from DeForest to Shenzhen and plans to seek ISO 13485 medical quality certification for Shenzhen, as is already the case for EVCO MED.
FIVE KEYS TO SUCCESS
EVCO Plastics has formulated what it calls Five Keys to Success:
1. Part design: The company says 70% of a part’s cost is determined by the design, which is why EVCO emphasizes the principle of early involvement in project development. Dale himself has a product design background, and EVCO has ample design resources at its technical center in DeForest. Part of what EVCO brings to the table, Dale says, is that “we understand the application and the materials.” The firm uses over 100 materials currently, primarily engineering resins like PPS, PC, ABS, PC/ABS, nylon, TPE, and acrylic, as well as PP, PE, and PS.
EVCO prides itself on expertise in metal-to-plastic conversions. One example is a foot well for construction equipment. The part was converted by EVCO from metal to 23 lb of glass-filled nylon. Another example is a rotary debris-removal filter for agricultural equipment. It was originally an assembly of 15 metal and plastic parts requiring 144 operations—now it’s just four parts and one operation. A robot loads two halves of a 52-in.-diam. metal screen and a metal hub into the mold, where they are overmolded and bonded together by glass-filled PP.
EVCO also makes use of rapid-prototyping technologies through outside service bureaus and its own 3D printer, which runs most nights at the tech center. The latter is a Projet3500 HD Max from 3D Systems (3dsystems.com), which uses inkjet technology to deposit droplets of a UV-curable liquid polymer.
2. Mold design and construction: EVCO builds 30% of its own molds in Wisconsin and Georgia, plus another 20-30% in China. Regarding the latter, Dale says, “We control the steel so we know it is of good quality.” EVCO can build a wide variety of types of injection molds for large and small parts (up to 300 cavities) and for hot-runner, insert, two-shot, gas-assist, thin-wall, and family molding. It even builds stack molds. It can build quick-turn prototype molds from aluminum, and can prototype single-cavity tools using the same steel, gating, side actions, etc. as the multi-cavity production mold. “The key is that these prototype molds are scaleable,” says Dale. “We instrument them with cavity-pressure sensors and engineer them with the same Scientific Molding techniques we use for production molds.”
3. Molding process: “This is, of course, where we really shine,” says Dale. More than a dozen EVCO employees have received training in Scientific Molding from RJG Inc., Traverse City, Mich. This involves determining critical quality criteria for each part, developing a repeatable process, and analyzing and optimizing mold filling and cooling. One of the most important results, says Dale, is the ability to maintain a consistent process despite inevitable material variations. EVCO has at least one mobile RJG monitoring system at every plant. It can be moved from press to press for mold setup and qualification. “It would be expensive to put cavity-pressure sensors on every mold,” says Dale, “but it’s economical to incorporate provisions for sensors on every mold.” In some cases, EVCO uses in-mold temperature
sensors to set up the tool. This is helpful when molding glass-filled materials for appearance parts that will be painted. A hot tool surface is needed to provide a smooth resin-rich surface.
EVCO keeps an eye on its processes with Syscon-PlantStar monitors on every machine in North America (not yet in China). From his office desk, Dale can see what’s happening with every machine in the company. “I was talking to the Georgia plant and looking at their production on my screen, when I noticed something and said, “Hey, your machine #10 just went down!’ That kind of startled them to hear that from me, 800 miles away.”
EVCO uses the Syscon-PlantStar system for scheduling and monitoring production—cycle times, rejects, downtime, and when a job will be done. It also monitors utilities—amperage, water temperatures, and alarms from chillers and compressors—and will send an email to appropriate personnel if a problem arises. “Our maintenance people can log in to check status and make changes if necessary,” says Dale. If an operator detects a problem, he can select on the touchscreen to page a supervisor, material handler, quality inspector, etc. At Oshkosh, the system is currently monitoring part weight, but EVCO is looking to upgrade the system this year to include process monitoring such as fill time, cavity pressure, and mold temperature. “It would alert you if somebody forgot to turn on the water for the mold. You’d be surprised how often that can happen,” says Oshkosh plant manager Spencer Wright (whose father held that job before him).
4. Quality systems: EVCO is certified to ISO 9001 at six plants in the U.S., China, and Mexico. It is certified to the ISO 13485 medical quality standard at EVCO MED and to the ISO/TS 16949 automotive quality standard at DeForest and Mexico. “In China,” Dale notes, “we had our first external reject in six years—that’s good quality.”
EVCO has 10 coordinate measuring machines (CMMs), leak and pressure testing, and instruments for measuring melt flow and volume, tensile properties, gloss, color, and ash content. Every plant has a color spectrophotometer, which is essential to EVCO’s core expertise in maintaining precisely matched molded-in color. “All our QA people go through testing and training every year to determine their ability to see color,” says Dale. “We may run the same part on different size machines with different barrel sizes, so the material is exposed to different heat histories, which can affect color.”
At EVCO’s Oshkosh plant, which specializes in large parts, Wright is a self-described stickler for part weight as “one of the most telling quality variables. Inconsistent part weight can produce a change in dimensions well before you would notice a short shot.” At some of the big presses in that plant, robots drop parts onto a weigh scale sensitive to 0.01 lb.
5. Automation: “This is one that a lot of people don’t consider—how to automate up- and downstream of molding,” says Dale. EVCO has more than 104 robots—three-axis Cartesian types, six-axis articulated units, SCARA pick-and-place units, and high-speed side-entry models.
Dale built EVCO AMP (Automated Molding Plant) in DeForest in 1989. By then, he says, he had been in too many Japanese plants and was getting envious—and concerned about how to compete. That plant has several Netstal and Husky presses molding packaging. One fully automated cell with a Husky Hylectric hybrid press and CBW Automation robotics is molding Redbox DVD cases with in-mold labeling. The living-hinge cases are demolded, closed, and packed in cartons. At another machine, small round containers are molded in a 48-cavity mold and a six-axis robot grabs 64 at a time for layer packing in a box.
Automation is also prevalent at EVCO MED next door. In one cell, a SCARA robot picks up 16 cannulas (needle-like tubes), submits them to a laser scan to ensure all are present, and loads them into a rotary-table vertical press, where they are overmolded with PS.
Another cell with 26 automated stations produces a testing device. After molding the cylindrical body, it enters an enclosed assembly system. Feeders deliver three additional parts, such as o-ring seals, for assembly. An adhesive label is applied, and the parts are boxed with no human handling.
A third cell produces an electronic water control valve of PPS, converted from an all-stainless-steel design. A robot loads six metal inserts of brass and stainless steel (three for each of two cavities). After molding, the parts pass through a cooling conveyor to automated inspection stations where they are optically checked for flash and placed in a pressurized air gauge to check orifice diameter. “We can’t do this in China,” says Dale. “We can’t get the same exact tolerances with hand labor as we can get with automation. ” And he points out a new job molding a DNA testing device, which can’t allow any human contact in order to avoid contamination.
Besides making prototypes, EVCO uses its 3D printer to build fixtures for automation cells and robot end-of-arm tooling. About plastic EOAT, Dale says, “It’s lighter than metal, so the robot can move faster. Channels for air and vacuum can be built into the tooling without need for tubing. And if the robot crashes, the plastic tooling won’t damage the mold, and new EOAT can be built quickly and inexpensively.”
A VERY BIG TOOLKIT
In a half-century, EVCO Plastics has assembled what Dale Evans calls a “toolkit” of technologies that few molders could match. It starts with capabilities for product design, material selection, mold design, mold building, prototyping, and full contract manufacturing, including assembly and decorating. In molding alone, the toolkit is quite extensive: multishot molding/overmolding, in-mold decorating and labeling (IMD/IML), quick-turn (48-hr) prototyping, insert molding, gas-assist, structural foam, clean-room, thin-wall, and large parts.
Here are some examples:
•Multicomponent molding: EVCO has made toothbrush handles by molding the rigid body, then pad printing, followed by overmolding the handles in a second tool with two TPE materials.
•Insert molding: One large PC part for an ice machine inner door panel was molded on a 2000-ton press with a robot loading 39 brass inserts all at once. Another part of the door assembly was molded with 31 inserts.
•IMD/IML: EVCO considers this a core competency, which is available at its U.S. and Chinese plants. Applications range from packaging and medical devices (in up to eight cavities) to warning labels and decoration on large parts for appliances, sports equipment, and agricultural and construction vehicles.
The Redbox DVD case, mentioned above, is molded with IML in a 2+2 stack mold. The next step is to move to a 4+4 mold. Another impressive packaging application is a glass-filled PET frozen-food tray with a four-sided in-mold label that not only provides oxygen barrier but is selectively metalized on one side to enhance microwave reheating. A high-speed side-entry robot with a linear motor inserts the label and removes the box in a cycle under 9 sec. Molding creates a rounded rim and four corner seams that encapsulate the edges of the label. EVCO is building its third cell for this job now.
•Large parts: EVCO has 23 presses from 1000 to 3500 tons at seven plants in DeForest, Oshkosh, Calhoun, Mexico, and China. They’re used for appliances, agricultural equipment, off-road vehicles, outboard marine motor covers, riding lawnmower hoods, pallets, and more. The growing stable of big machines includes several Husky pressess of 1000, 1500, and 3000 tons (built before Husky discontinued large machines), a 750-ton Toyo press, and an Engel
3500-tonner that arrived at Oshkosh last April (a 2500-ton Engel is coming in June).
That servohydraulic, two-platen press. which Spencer Wright dubbed the “big dog,” has a robot with 300-lb capacity that travels the length of the machine instead of side to side. Wright calls this “our new standard for large presses because it saves valuable floorspace beside the machine.” It has another feature that’s standard on big machines at Oshkosh: magnetic platens. Wright says this technology is faster and safer than conventional mold mounting. Using quick-connects, mold changes on a 3300-ton press are accomplished in as little as 1 hr, says Wright.
WHAT COUNTS THE MOST
Notwithstanding the extent of its “toolkit,” if you ask Dale Evans for the key to EVCO’s success, his first reponse is, “We have a lot of very experienced people here, a long-tenured staff. And we believe in continuing education. We cycle people through our tech center to get a better understanding of their processes. We sent eight people to the K 2013 show in Dusseldorf in October, and we have sent as many as 120 staffers to NPE. Our philosophy is to keep learning: ‘Today is the dumbest I’m ever going to be.’”
















Related Content

DuPont Buys Medical Product Manufacturer Spectrum Plastics
Purchase price of $1.75 billion for leading supplier of extruded, molded, and 3D printed medical components.
Read MoreAllegheny Performance Plastics to Enter Health Care Sector
The custom molder has secured multiple projects in health care and will be adding cleanroom and white-room spaces, as well as injection molding machines, in support.
Read More
Medical Molder, Moldmaker Embraces Continuous Improvement
True to the adjective in its name, Dynamic Group has been characterized by constant change, activity and progress over its nearly five decades as a medical molder and moldmaker.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More