
Expandable Bead Molding Goes High-Tech
The leading edge of EPS and EPP technology is multi-step processes, molding EPS into and around other parts, coating it, or using it as a coating—all in one cycle and fully automated.


At the forefront of EPS molding are multi-mold, automated systems like this one from DeBoer.


A proprietary selective-grinding and dry-sortation process developed by Wipag in Germany separates instrument-panel regrind into pure substrate, skin, and foam fractions.
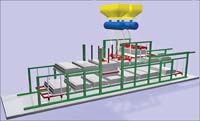
De Boer's revolutionary multi-mold EPS machine moves molds continuously in two stacked tracks with lifts at the ends. Demolding, filling, steaming, and cooling stations are on top with automatic connects and disconnects. Curing is on the bottom.

Technical parts now combine skin molding and metal inserts, all done in a single cycle. (Photo: Hirsch)

Kurtz introduced its largest X-type pre-expander, with 2.1 m3 of volume encased in a wedge-shaped shroud.

Nova's new EPS Silver bead for insulation foam is going into commercial production in Europe. The silver color is caused by an additive that reduces thermal conductivity.
The latest and most sophisticated EPS and EPP moldings, some of which were displayed at the K 2004 Show in Dusseldorf last October, are durable applications made with multiple steps and multiple materials, all in a single cycle.
EPS and EPP provide soft support, thermal insulation, sound deadening, or all three, often replacing more expensive polyurethane. Beads are molded over inserts of plastic and metal, used as coatings on large industrial parts like tanks, and formed into shapes that are coated with other plastics.


EPS demand last year grew at one of the highest rates of any commodity plastic tracked by the American Plastics Council—an 11.5% increase in 2004, coming after a decline of 4.5% in 2003. The big growth for EPS and EPP is in durable applications. The largest of these is EPS construction materials like insulated concrete forms (ICF) with inserts and insulating panels for floors and ceilings that have molded-in skins and metal fixtures. But unusual, high-tech parts are also being developed for automotive, appliance, industrial, and athletic applications.
With the growth of durable automotive and appliance applications also comes greater integration of shape molding into a customer's production. EPS molding of packaging has traditionally been done at satellite plants at an end-user's site to save shipping costs for the light, bulky parts. But EPS packaging wasn't truly integrated into the customer's operation.
Now a couple of the more advanced plants in Europe are working toward full integration of EPS molding with a customer's business systems. SCA Packaging Tuscarora in Northampton, U.K., two years ago became the first accredited Tier 1 EPS/EPP molder in the U.K., meeting auto industry quality standard TS 16949. The U.K.-built Mini Cooper car has 12 parts that include shape-molded EPS or EPP foam, notes Paul Kinder, project development manager for SCA, which molds several of them at a highly automated plant in Spennymore, U.K. EPS is molded into shapes that fill depressions in sheet metal, providing level support for the trunk floor. Another molded EPS part is coated with PUR, minimizing the use of more costly PUR as the cushion behind carpeted interior side panels.
In industrial applications, one of the most elaborate is molded by SCA for an air filter/heat exchanger for Vent-Axia Ltd. in the U.K. SCA molds a 2-in.-thick EPS lining with an airtight fit into a large, 26-lb ABS housing. In the same molding cycle, five fixtures for swiveling ducts are also molded in. The ducts are separately lined with EPS, using a "unique 3-D molding process," SCA says, and capped with an EPP seal. The elaborate part, which won technology prizes in the U.K., has been in production for a year and a half.
Advanced EPP molding
EPP is growing as a core material for PP auto parts—starting with bumper beams and moving into more complex dashboard components. These all-PP parts can be recycled easily, so they become a cost-competitive replacement for polyurethane and other materials.
At the K 2004 show, Erlenbach Maschinen of Germany showed a video of molding an automotive part in which solid PP shells are robotically loaded into the female half of a six-cavity EPP mold, while metal fittings are inserted with a fixture into the male half. The molds close, and the EPP beads are blown in and expanded. The part, produced in Portugal, provides knee protection from the steering column. Cycle time is 64 sec. The line needs only one operator to load the metal parts into the robot frame at the beginning of the line and look over finished parts as they demold automatically. The EPP machine dates from 1990, but the robotics and controls for the complex process were developed only last year.
The ‘brick mold' principle
The K Show featured something rarely seen—a new EPS machine concept, driven by a processor that wanted highly flexible production plus very high outputs—two qualities that are usually incompatible. Machinefabriek De Boer B.V. in Holland showed a fully automatic, 15-mold, four-station production line that puts out more than 100 parts/hr, even of very large shapes like construction panels. The line makes up to 15 different parts without a tool change in cycles as short as 25 to 35 sec, whereas conventional cycle times for large parts are 1 to 4 min.
De Boer has built automated brick-molding machinery for 70 years, but was completely unaware of the EPS market until a customer asked the firm to design an EPS machine using the same automation. The customer with the bright idea, Building Industry Weurt B.V., is located next door to De Boer, which helped in the development. The multi-mold, automated line has run in production for three years, molding over 1.5 million m3 of EPS.
The line transports multiple molds on a continuous track from station to station. Molds travel on two levels with lifts at both ends. The four production steps of demolding, filling, steaming, and water-cooling the molds are done on the upper track, with fully automatic hook-up to utilities at each stage. Curing takes place on the lower track.
Molds can be the same or different because each mold is barcoded so that machine controls can identify the part and know how much EPS to load at the filling station, how much steam and which steam ports to use at the molding station, how much cooling water to use at the cooling station, and where to stack the finished parts after they are demolded. This gives tremendous flexibility, allowing a lot of different shapes to be produced at the same time without mold changes and at high production rates.
Molds have a top and bottom, held together by multiple locks. The steam station is split horizontally with a common bottom half and different top halves for each part. Cure time for one mold to go around the loop varies by part size. Typical mold dimensions for the panels at Weurt are 2.4 x 1.2 x 0.3 meters and cure cycles are 4 to 5 min. This cure cycle eliminates the need for vacuum in the molds, which is typically used to speed cycle time in a conventional EPS machine.
After unloading, molded parts are automatically stacked by part and automatically loaded onto a truck. Different parts can be produced at the same time, greatly reducing the need for inventory.
Without molds, the line costs from 650,000 to 1.2 million Euros, depending on throughput. A line to produce 120 panels/hr measuring 2.5 x 0.7 x 0.3 meters would cost 800,000 Euros, while a line to produce 200/hr would cost 930,000 Euros.
Grape box automation
Other processors have created maverick approaches to automated EPS molding plants, unlike any of the processes available from commercial machine builders. Such designs, like De Boer's, tend to be driven by the need for high outputs of a variety of fairly similar products.
One of the more unusual of these approaches to automation is a cluster of three grape-box molding plants, engineered and built by a group of the world's largest table-grape growers in Delano, Calif. The first plant was built 30 years ago, the most recent only six years ago. Until now, the growers have been reluctant to release details of their automated EPS operations.
Styrotek was the first plant, built in the mid-1970s, and still has the largest capacity. Agri-Cel was started in 1981 with a second line added in 1995. Aptco, the newest and most automated, was started in 1998. Styrotek uses vertically opening, four-cavity molds and commercial Erlenbach machines. Agri-Cel and Aptco use horizontal-opening, single-cavity molds in custom-designed plants that are fully automated from pre-expansion through packing of parts.
Control of pre-expansion is important because for over a decade, the grape box plants have produced both "high-density" and "low-density" boxes. High-density (3 pcf) boxes use a larger number of smaller, denser beads for greater topload strength, allowing boxes of grapes to be stacked three pallets high. This loads 700 to 1000 lb on the boxes at the bottom. Low-density (2.5 pcf) boxes can be stacked only two pallets high.
Each plant has two contiguous, U-shaped lines with 12 mold presses each. The layout uses multiple stationary molds that each produce a box and lid. Pre-expanded beads are air-conveyed through ducts. Mold closing, filling, steaming, and vacuum-curing is individually controlled at each mold station in a 45- to 60-sec cycle.
An operator visually inspects the parts as they demold, assembles boxes with lids, and puts them onto the conveyor, which takes them to a single automatic stacking and wrapping station. Bundles of 28 to 36 boxes are stacked three high and the stack goes through a wrapping tunnel to create long blocks that are parked in the grape fields.
This system, like De Boer's, allows flexible production of many different boxes with high outputs and no downtime for mold changes. Much commercial shape molding uses large molds with two to six cavities to raise output. The disadvantage there, however, is less flexibility and the danger that if there is a problem with a mold or machine, a lot of production capacity is out of action.
A fourth EPS grape-box molding plant at TKV in Fresno, Calif., is the only one not owned by farmers. TKV started EPS molding in 1998, using commercial Hirsch pre-expanders and EPS machines with automatic part handling and packaging.
California growers pack 90 to 95 million boxes of table grapes per year, a little over half of them in EPS, the rest in cardboard boxes and injection molded returnable crates. All four grape-box plants operate seasonally, so they are exploring the possibility of molding contract parts for outside customers during the fall, when they are idle.
More advanced controls
At the K 2004 show, Hirsch Maschinenbau GmbH of Austria showed its new software for fully automated EPS molding. It was installed for beta testing early last year at an SCA satellite plant that molds packaging for an appliance manufacturer at the Kinmel Industrial Park in the U.K. SCA proposed to its customer a remotely supervised molding operation that could run without skilled employees on site. As a result, fully automated Hirsch EPS machines at the appliance plant are integrated hourly with the appliance maker's production.
E.A. Heitz OHG in Germany (represented here by TKM Technology) showed new Siemens touchscreen controls that automate the entire process from pre-expansion through packing finished products.
The Siemens control is also used for a new processing technique with a two-step steam cycle to mold parts with a heavily plasticated surface. The new controls closely monitor the critical second steaming stage while applying 72 psi of steam pressure, as compared with 17 psi for the first steaming. This plasticated-surface technique adds 15% to 20% to cycle time and can only be used with a mold surface that has no steam nozzles. So it's not suitable for straight-sided parts like fish boxes, but only for parts with sloping sides.
At the K show, Alessio Srl of Italy showed EPS and EPP parts with a shiny fused surface intended to impart strength as well as aesthetics. Examples were EPP flower pots, molded with special tooling and a patented crystallization process, which requires only slightly longer than normal cycles (3 min).
Comel s.n.c. di Pellizzaro in Italy, a builder of EPS and EPP molds, showed applications for overmolding of plastic and metal inserts and use of multiple core pulls. Its most complex mold to date is for bicycle helmets with eight core pulls that create ventilation holes and hold a polycarbonate surface shell in position.
Promass Srl in Italy also showed multi-material parts at the show. Its latest development, for a customer in Spain, molds two Omega-shaped metal profiles into an EPS ceiling panel to attach light fixtures. Promass also launched its new Production Data Manager, which provides real-time production data.
Kurtz GmbH in Germany introduced its new Topline Model K1014 shape molder with telescoping steel pipes replacing flexible hoses for greater durability and quieter operation. The hydraulic unit and the condenser with vacuum pump are built into the frame, allowing better access to molds.
Kurtz also has a new generation of its shuttle machine for ICFs. The normal fixed-side steam chamber of the Model K14.512S shuttles in and out and is connected to a frame that automatically places inserts in the mold. The shuttle movement can be switched off for standard operation. Kurtz also showed new, optional foam Wizard software for storing recipes and optimizing the molding process.
For EPS blocks, Nuovo Idropress in Italy showed a new mold with three "dry" vacuum pumps. The heat exchangers recycle pump water in a closed-loop system. Idropress also showed a fully automated, "lights-out" system that uses lasers to position EPS blocks in storage for curing and removes them automatically for cutting.
Pre-expander news
At K, Kurtz showed the latest and by far the largest model in its recent X line of totally enclosed pre-expanders. Model X 21 holds 2.1 m3. Its shroud accommodates a pentane-removal system and an inclined elevator for gentle material transport.
Idropress displayed a patented conical pre-expander that reportedly makes more uniform beads in faster cycles. Series PJX 1200D and PJX 2000D both have the new cone shape.
Alessio also introduced a 5-m3 pre-expander.
















Read Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More