
EXTRUSION AND COMPOUNDING NPE: Flexibility, Speed and Quality
Extrusion processors need more—of everything—to compete. And suppliers responded in force in Orlando.

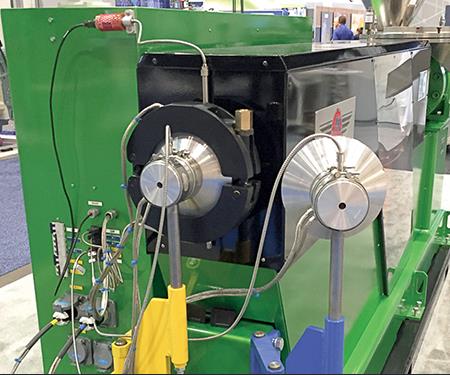
Dual-head arrangement on American Kuhne’s extruder at NPE is shown with one head installed for use and a second head that can be preheated for rapid replacement.

Macchi ran a five-layer polyolefin-dedicated line at NPE2015, the only supplier to run a production film line.
Entek’s display at NPE included a new die with quick changeover and cleaning.

Gloucester’s new ExtruTouch control system features no proprietary hardware and is said to help blown film processors reduce operating costs with less (and simpler) maintenance.

Conair teamed with Davis-Standard to extrude plastic filament for 3D printing. Shown here, the extrudate enters a Conair HTMP multi-pass cooling and sizing tank. The filament makes three passes through the tank before exiting to a precision belt puller and the Conair servo-driven automatic cut-and-transfer coiler.
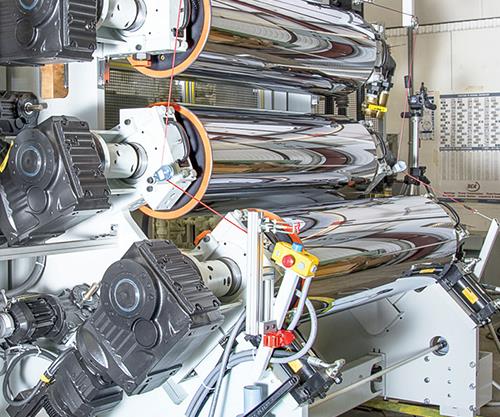
Davis-Standard showcased its XP Express PS (packaging sheet) roll-stand system (above). KraussMaffei Berstorff displayed a three-roll stand (below) as part of a direct extrusion system.


Pearl’s new Blue Slat is designed to provide lower friction in blown and cast film extrusion. It’s for collapsing frames, gusset boards, turning bars, and Pearl’s roller-less retrofit series to replace spreader rolls, idler rolls, and cage-arm rollers.



Speed, versatility, energy efficiency, quick changeovers, high quality—across all extrusion categories, machine builders have been responding to processors needs by developing products that meet these requirements. Those were the crystal-clear themes of new technology brought to market by machine builders during March’s NPE2015 show in Orlando. Here, we focus primarily on products not covered in previous issues. For more details, click here for the March NPE2015 preview issue of Plastics Technology.
American Kuhne displayed a variety of products squarely aimed at these trends, applying Single-Minute Exchange of Die (SMED) concepts to crucial tasks involved in extrusion job changeovers. The company showed three options that substantially reduce downtime in tubing, profile, wire and cable, and other small-die production lines. Available separately or as a package, SMED Quick-Change options cut changeover time by nearly half an hour when used in combination. The options are available with new American Kuhne (AK) extruders or can be retrofitted onto equipment from AK or others. At the show, the three options displayed were:
• Quick-collet screw pusher. This device reduces setup time for screw pulling from 5 min to fewer than 1 min through use of a spring-mounted locking nut and a sliding collet to fasten the nut onto the threaded screw-pushing rod at the rear of the drive shaft. Conventionally the rod is affixed by spinning a nut into position and installing and tightening six screws. Time saved: 4 min.



• Rotary hopper. This reduces cleanout time to about 1 min by pivoting the hopper away from the feed throat for rapid dumping of excess material and for easy access in order to vacuum out residual material and add purge or new material. According to AK, cleaning out a conventional hopper generally takes about 6 min: It must be manually emptied of excess material and can be accessed for vacuuming only through its opening from above. Time saved with this approach is 5 min, says AK.
• Dual-head arrangement. This system reduces the time needed to change dies from 20 min to 2 min by having a preheated head with breaker plate ready for fast replacement of the one in use. Both heads are mounted on pivoting support structures on either side of the die area, and have separate electrical connections. To replace a head, the operator simply loosens the clamping nut, opens the clamp, pivots away the previously used head, removes the breaker plate, mounts the preheated head and breaker plate, and closes and tightens the clamp. In a conventional system, an operator must remove the die nut, die, and tip before removing the head and breaker plate; insert a cold breaker plate; install the new head; insert a cold tip, die, and die nut; and wait for the system to reach working temperature. AK says this saves 18 min.
Among the more intriguing displays at Davis-Standard’s booth was a 3.5-in. (90-mm) direct-driven machine. Based on recent tests, D-S has concluded that direct-drive technology has big advantages in energy consumption (15%) sound level (70%), and output consistency over AC and DC extruder models.
Battenfeld-Cincinnati showcased a modular anti-wear concept featuring a new STC (superior tungsten carbide) coating for screws and barrels that it says is an extrusion-industry first. The coating was developed in an exclusive technology partnership with an undisclosed coating technology specialist. The coating is available for all extruder brands.
As the company explains its new STC technology, the tungsten carbides “support each other” as a result of their extremely high concentration, and are also bonded in a hard metal matrix. Soldered or centrifuged coatings currently on the market come with a much lower tungsten carbide content, bonded in a comparatively soft matrix, says Battenfeld-Cincinnati. STC technology features a roughly 30% higher weight proportion of tungsten carbide.
Meanwhile, Extreme Coatings displayed new CarbideX CPR (chrome plating replacement) for screws, barrels, and other components. CarbideX CPR is a corrosion- and wear-resistant, low-porosity surface treatment. The coating is uniform, three to four times thicker than standard high-performance coatings (HPC), and polished to a mirror finish.
In extrusion controls, R&B Plastics Machinery LLC launched the Max Extrusion Control System, which it describes as a cost-effective system that delivers performance comparable to higher-end controllers.
BLOWN/CAST FILM NEWS
For the second NPE show in a row, Italy’s Macchi SpA was the only machine builder to run a production-sized blown film line on the floor. Designed to produce thinner films at higher rates, Macchi’s Coexflex POD (polyolefin-dedicated) line ran five-layer, 60-in.-wide collation film in a 1-2-4-2-1 structure through a 12-in. die at up to 1500 lb/hr. The line was equipped with two 55-mm extruders, a pair of 75-mm extruders, and one 90-mm extruder. It also had a new triple-lip air ring, a higher-performance IBC system, new touchscreen controller, and an 87-in. horizontal oscillating haul-off. The line processed LDPE, conventional and metallocene-based LLDPE, HDPE, and MDPE.
A new entity in the North American blown film market, Syncro U.S.A. unveiled a series of new products at the show. A new division of Italy’s Syncro Group SRL, Synco U.S.A’.s new products included two automatic air rings, the Typhoon and the Flyer 2.0. Both are designed to significantly reduce scrap and reduce the starting 2-sigma gauge variation by 80%, factors the supplier says are possible by combined control of air volume and temperature. The Flyer 2.0 is also said to improve both output and film proprieties.
Syncro also displayed a non-contact capacitive gauging system with new, patented movement allowing the widest range between minimum and maximum blow-up ratio. It also showed the Xscan X-ray gauging system.
Among the products displayed by Gloucester Engineering was the Ultra Cool III air ring, which it says offers payback times of fewer than four months by virtue of increasing film throughputs by 10-20%. The new ExtruTouch control system features no proprietary hardware and is said to help blown film processors reduce operating costs with less (and simpler) maintenance. It also helps minimize operator training time with an intuitive easy-to-use touchscreen, and improves production quality with plantwide data management, event monitoring, and statistics.
Sister company Pearl Technologies introduced seven new products for blown film processors at the show. A new Blue Slat is designed to provide lower friction for blown (and cast) film extrusion. It’s for collapsing frames, gusset boards, turning bars, and Pearl’s roller-less retrofit series to replace spreader rolls, idler rolls and cage-arm rollers. The lower-friction slat imparts less stress on the bubble, leading to better gauge control. It also allows for higher output speeds, as friction and stress are limiting factors in the extrusion process, Pearl says.
Pearl also offered a new “Sail Away” collapsible gusset design that allows processors to run both full gussets and full layflats without having to remove the gusset due to tower obstructions during retraction. Processors will be able to change from gussets to layflats with the flip of a switch. The unit is retrofittable, regardless of manufacturer. The tip has a patented built-in mast that pivots out from the back of gusset to form the very tip of the blade. A low-friction, flexible material is attached to it, forming the tip and sides of the gusset. When the switch is flipped, the mast pops up with the attached material, much like a sail on a sailboat.
Pearl’s new Cross Web Ball and Die system allows for punching holes in the middle of continuous-motion webs using a split punch-and die-system. Three different head designs are offered for a varying range of hole sizes, and an alignment system guarantees the punches are centered over the dies. The system can run at up to 600 cycles/min.
Meantime, Pearl’s new Ultra-Low COF Fixed Idler can dramatically improve idler maintenance for blown film by significantly reducing issues associated with cleaning seized bearings, the firm says. A simple tool-less indexing lever allows rotation of 90° at a time to different COFs, which reduce friction and surface contact without inducing stress on the bubble.
Pearl says its high-definition punching system will achieve new levels of hole quality in even the most difficult-to-punch films, including intermittent webs. Available in four easily changed designs to allow for varying sizes of holes, the punch units can be mounted on existing rails to punch edges of the web or on a cross-rail system to punch in the middle of the web.
Pearl also displayed new gusset-actuation controls, a feature that allows for automation of gusseting process adjustments, something traditionally done manually and mechanically. The control can either be motorized or automated, but both versions allow for independent control of each gusset with separate upper and lower actuator control. The automated control system includes a touchscreen that gives operators a digital readout of locations and even allows storage of specific recipes for enhanced repeatability and reduced setup time and scrap.
Servo-driven Patch Handle Attachment from Pearl is designed to easily reinforce bags. It can be mounted in the intermittent sync section of any bag machine and has independent controls to insert two layers of PE into the top and bottom of the web. The additional layers of material reinforce the handle area of the bag to accommodate heavier loads. The attachment can handle up to 90 bags/min and features an independent heater control as well as optional touchscreen controls, dual unwinds, and tension control.
As previously reported, Hosokawa Alpine displayed an 11-layer version of its patented X-Die. And Alpha Marathon Film Extrusion Technologies showed an 18-in. nanolayer disc die that can run up to 100 layers. Developed as part of an exclusive arrangement with BBS Corp. and first introduced at NPE2012, this technology produces barrier films as thin as 2.5 microns in blowup ratios (BUR) of 1:1 to 5:1.
Addex introduced a wide range of new machinery upgrades for automatic profile control. A third-generation IBC control introduced by D.R. Joseph (drjosephinc.com) is for processors that run IBC and non-IBC products on the same film line. It is also said to be suited to processors that run both agricultural and geomembrane film on the same line.
Windmoeller & Hoelscher Corp. touted its capabilities in cast film with detailed information and film samples along with video demonstrations and an interactive display of its Filmex cast line, which is used in stretch and other applications. Filmex lines are operating in configurations up to 33 layers and in widths up to 197 in.
Cloeren Incorporated exhibited the Moebius-manifold die with a patented internal deckle system. Cloeren also showed equipment for stretch film aimed at both ends of this market. An Epoch III die with an FG feedblock is for commodity stretch film. For higher-performance stretch film, Cloeren’s nanoLayer technology is used for up to 35 layers in stretch film and 104 layers in extrusion coating (click here for NPE First Report).
SHEET NEWS
There were roll stacks galore on display for sheet processors. KraussMaffei Berstorff showed a new three-roll stack for widths between 800 and 1200 mm and thicknesses from 0.4 to 1.4 mm. The roll stack is intended for processors of single or multi-layer PP, PE, or PS film and sheet. It offers fast setup and is said to ensure high productivity and cost-effectiveness.
Processing Technologies International, LLC (PTi) debuted the G-Series Configurable roll stand, which reportedly allows processors to switch from inline thermoforming to roll-stock operations in just hours; they only need to add another piece of equipment or make other modifications with minimal re-engineering.
The system has a configurable frame that allows other downstream modules to be added without any cutting, welding, or machining. Module length can be adjusted to increase or decrease the distance between the main roll stack and the pull roll. This permits new components to be added as needed, including additional cooling, surface treatment, slitting, and gauging stations.
Battenfeld-Cincinnati displayed a stack designed for the U.S. market. On the Multi-Touch 1400, sheet passes through multiple nips, reportedly creating more uniform cooling on both top and bottom. This is said to significantly enhance the transparency of sheet made from semi-crystalline polymers like PP and PE.
Davis-Standard showed its XP Express PS (packaging sheet) roll stand. It’s engineered for direct extrusion, in-line thermoforming, or production of roll stock. It can process up to 8000 lb/hr.
No-dry lines for PET and PLA were also out in force at NPE. PTi showed an 85-mm, 52:1 L/D HVTSE extruder with a GCH661824 horizontal roll stand for producing 57-in.-wide PET or PLA sheet at thicknesses down to 6 mil or PP sheet down to 11 mil. This system operates at up to 2300 lb/hr, which translates to 18 million lb/yr. The unit at the show was the fourth such unit sold and installed by PTi over the last six months.
Other no-dry systems included a complete extrusion line with a Multi-Rotation System (MRS) 160-mm extruder from Gneuss’ Processing Technology division. Welex Inc.
featured its Converge CTS system, a dryer-less extrusion system for PLA and PET that uses a conical twin-screw.
In sheet dies, Nordson EDI displayed new technology called the SmartGap Lip and Land Positioner that mechanically links the die-lip gap and the lip-land length to allow them both to be adjusted at the same time at a single-point. The company says that linking the adjustment of these two key process variables for the first time ensures a proper setup of the die and saves substantial time and guesswork for achieving desired sheet properties (click here for April Close-Up).
PIPE/PROFILE/TUBING NEWS
In keeping with the industry-wide theme of fast changes, the new Advantage system from Inoex LLC reportedly allows polyolefin pipe processors to make diameter changeovers during production to dramatically reduce downtime and scrap. Because of the highly adjustable calibration sleeve, going from one diameter to another requires no die-head changes.
The new multilayer KM-3L RKW 74-250 IPC pipe head from KraussMaffei Berstorff has an internal pipe-cooling system that allows processors the option to either increase output by up to 60% or shorten the cooling section by up to 40%. The die head itself uses spiral distribution channels for maximum flexibility. The company also showed a QuickSwitch calibration basket for in-line changing of pipe diameter.
Milacron launched a new single-screw, grooved-feed extruder, the GPAK 45, for PE pipe. The machine reportedly offers processors increased output and lower energy consumption. Battenfeld-Cincinnati’s solEX line of single-screw extruders now includes the solEX 150. It’s suited to the growing market for large, thick-wall polyolefin pipe and offers outputs up to 6000 lb/hr of HDPE.
Meantime, the company has extended its twinEX line of parallel twin-screw extruders with the new twinEX 148-28. This model was designed to meet growing demand in North America for large-diameter PVC pipe and high-output profiles.
In profile extrusion, KraussMaffei Berstorff showed the KME 60 XS single-screw extruder for manufacturing complex profiles of TPE, TPU, and acetal. The company also showed the C6 control system in North America for the first time.
Guill Tool & Engineering showcased its range of tooling for products ranging from extremely thin-walled, multi-lumen medical tubing to catheter balloons, multilayer wire and cable jacketing, and 20-in.-diam. pipe for industrial applications and agricultural drip lines.
Downstream, Conair Group teamed with Davis-Standard to extrude plastic filament for 3D printing. A demo line with a D-S extruder and Conair upstream and downstream equipment was originally run off at the Conair Extrusion Development and Testing Lab in Pinconning, Mich., where it has achieved throughput rates of 400 to 600 ft/min (122 to 183 m/min), which Conair says is three or four times greater than is typical in the industry. Speed has not come at the expense of quality: Conair has recorded just 0.0005-in. (0.1524-mm) diameter variation and less than 0.001-in. (0.305-mm) variation in ovality of the filament.
Conair designed the GRH-1.0 extrusion die specifically for filament/rod production. On exiting the die, the extrudate enters Conair’s HTMP multi-pass cooling/sizing tank. The filament makes three passes through the tank before exiting to a precision belt puller and Conair’s servo-driven automatic cut-and-transfer coiler. Between the cooling tank and the puller, a laser gauge from Zumbach Electronics (zumbach.com) continuously monitors diameter and ovality and provides a feedback loop to the extrusion line control.
Novatec Inc. is offering vacuum tanks in standard 6-ft sections (a 4-ft section is also available) to cut delivery times. To lower pricing, it is also now offering spray tanks with rotomolded assemblies; the tank itself is HDPE, as is the sump underneath. These tanks are available in 12 x 12 in. cross sections x 18-ft length.
COMPOUNDING NEWS
As previously reported in the March NPE2015 preview, Entek’ s QC3-43-mm co-rotating twin-screw extruder was designed to meet the short-run and quick-change needs of North American compounders, particularly those in the color business.
At the show, Entek reported on features not previously revealed. These include the QC Feed Chute, featuring an assembly that can be removed with one half-turn latch. The chute also has a quickly removable lid for easy cleaning access (with two half-turn latches), and extends into the feed barrel to minimize barrel cleaning requirements. Also new are interchangeable QC Vent and Vacuum Towers, whose clamp design allows them to split apart easily for cleaning. Two fasteners, accessible when either shroud is on, allow quick removal of the whole assembly, including barrel vent insert from the extruder. A QC motor air deflector on the new extruder prevents air from blowing materials down into the machine, resulting in less mess and a cleaner appearance.
Entek’s new QC Die features traditionally hard-to-clean pieces (small holes, odd contours) designed as one piece so they can be easily removed. This piece can be cleaned in an oven while a clean set is put in place in seconds. All removable fasteners use the same hex-size tool, ideal for air-wrench use. To complete the change, an operator removes four to eight bolts, pulls off dirty pieces, replaces them with clean pieces, then reinstalls the bolts. There is no need to purge the die, which eliminates waste and reduces cost, downtime, and contamination issues.
Entek’s new control system features remote access to every component and system on the extruder; integrated cabinet cooling as standard; 100% off-the-shelf electrical hardware; fully integrated temperature control without any third-party controllers; improved functionality (trending and diagnostics) on the operator interface; and no yearly licensing fee for the software.
KraussMaffei Berstorff showed The ZE A 60 UTXi twin-screw extruder, available in different versions for a range of applications.
NPE2015 marked the North American debut of the newly redesigned ZSK 26 Mc18 twin-screw laboratory extruder from Coperion. It has an increased torque of 15 Nm/cm3 and is capable of higher throughputs, but also allows better simulation of production models of the ZSK Mc18 series.
In addition, Coperion introduced an end-of-the-line system for compounders that weighs, bags, and palletizes product after pelletizing. The form-fill-seal packaging machine, called the IBP 250, features a small footprint and controls that can be navigated intuitively via touchscreen. Its modular design allows an easy upgrade of machine performance to be made without replacing the complete system. Check weigher, metal detector, bag marking system, and automatic cleaning are options. The machine also has self-cleaning functionality.
Leistritz showed a new ZSE-90 Maxx co-rotating twin-screw extruder with a 52: 1 L/D and two side stuffers. It’s a heavy-duty unit designed to process highly filled compounds and engineering resins using a 600-kW water-cooled, brushless AC motor. Leistritz also demonstrated its ZSE-27 Maxx “direct-to-sheet” system for in-line compounding and production of prototype sheet samples. Benefits of direct sheet extrusion include one less heat/shear history and cost savings from bypassing pelletization.
As previously reported, Century Extrusion introduced a new high-torque series of machines based on its existing CXE line. Century also showed a 26-mm twin-screw for laboratory, masterbatch, and low-volume applications.
Farrel Pomini showed a CP (Compact Processor) 1000 with some new features, including a patent-pending Self-Aligning Seal for faster installation, improved powder-seal performance, and longer life than standard seals.
In pelletizing, Reduction Engineering Scheer introduced the next-generation 3500 Series for medium-to-high outputs of 2976 to 11,750 lb/hr. The new model features an improved upper feed-roll gapping adjustment. The adjustments are forward-facing for easier operator access, with no tools required. The rotor-gap adjustments are also forward-facing, making it easier for the technician to adjust the cutting gap.
The firm also debuted what it’s calling an industry first: a water bath and vacuum strand dryer combined in one system. The compact unit incorporates a cooling-water tank with a moveable and fully adjustable vacuum-dewatering strip that pumps the water back into the tank. The company says combining the water tank and strand dryer in one system offers greater flexibility, frees up space between the water bath and pelletizer, and saves floor space compared with typical configurations.
Coperion showed a SP (strand pelletizer) 100 EN with a working width of 3.94 in. With 20 strands (at 0.118-in. strand diam.), it reaches throughput rates up to 1433 lb/hr.
Automatik showed the Primo 200E strand pelletizer, for compounding masterbatches at rates up to 1.5 tons/hr. Automatik also displayed the new Sphero S underwater pelletizing system. It features a single mobile frame structure for superior alignment in a smaller footprint and a proven cutting-chamber and knife design.
The new Model G3 underwater pelletizer shown by Gala Industries is the same physical size as a Model 6 pelletizer yet runs at twice the rate (from 1102 to 7165 lb/hr).
Nordson BKG showed a new, optional belt filter for the temperature-controlled water system of its Master-Line series of underwater pelletizers. The device is said to reduce downtime and operator intervention by providing continuous, automated filtration of fines.
In other extrusion news previously reported, Polymer Systems Inc. showed a new hydraulic die changer (HDC) that utilizes a quick-shift slide plate to exchange die heads on a single extruder. The patent-applied-for system is said to be particularly suited for lines that must be purged during die changeovers, such as foam sheet processing.
Maag showed an extrex GPD twin-outlet gear pump. This device can supply two different nozzle blocks with an individual and constant melt stream.
Colfax showed the BB PEP Series gear pumps from its Zenith Pumps brand. They operate at flow rates from 0.2 to 25 lb/hr, with a standard maximum temperature of 600 F (950 F with special seals and fasteners.
High-Technology Corp. introduced its latest controls, said to provide the most comprehensive system to date for monitoring the screen changer’s operational status and providing continuous feedback on parameters. Complete automation of the filtration function means the screen changer becomes a fully integrated element in the extrusion process. The screen changer’s functions are completely automated, allowing for months of nonstop operation, with no process disruptions.#
















Related Content

Teel Straps on Yellow Belt to Cut Scrap on Big Cores
Investments in a lean, continuous process pay off for this Wisconsin processor.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read More
How to Select the Right Tooling for Pipe Extrusion
In pipe extrusion, selecting or building a complementary set of tooling often poses challenges due to a range of qualitative factors. Here’s some guidance to help you out.
Read More
Belling Machine Forms 'Rieber' Socket in PVC-O Pipe
Italy’s SICA has developed an innovative Rieber belling process specific for PVC-O pipes. At the same operating pressure, these pipes require a wall thickness of about 35-40% less than those in conventional PVC pipe and allow the construction of water supply pipes up to 25 bar of operating pressure.
Read MoreRead Next

‘Breakthrough’ Tech Allows for Fast Sheet-Thickness Changes
New system uses a single-point adjustment to change the lip gap and modify the lip land length at the same time.
Read More
EXTRUSION AND COMPOUNDING AT NPE: The Word Is ‘More’
As in speed, power, quality, flexibility, layers, and efficiency. Those are the trends across all extrusion processes.
Read More
News Highlights from NPE2015
Here’s a first look at new technology in materials, auxiliaries, and all types of processes.
Read More