
EXTRUSION AND COMPOUNDING AT NPE: The Word Is ‘More’
NPE2015 PREVIEW
As in speed, power, quality, flexibility, layers, and efficiency. Those are the trends across all extrusion processes.



Davis-Standard will be displaying direct-drive extruders, which reportedly offer significant advantages in energy consumption, sound level, and output consistency over AC and DC extruder models.
Alpine will display an 11-layer X-Die like the one running here.
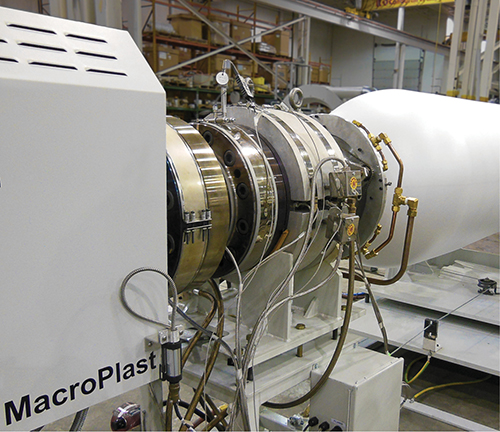
Macro has developed a new sheet line for foaming PLA.

This blown film disc die from Alpha Marathon runs up to 100 nanolayers.

Cloeren’s nanolayer technology is in the field producing 35-layer stretch film and extrusion coatings of 104 layers.

PSI’s new hydraulic die changer utilizes a quick-shift slide plate to exchange die heads on a single extruder. The patent-applied-for system is said to be well suited for lines that must be purged during die changeovers.
Leistritz’s new ZSE-90 MAXX twin-screw extruder system has a 52:1 L/D and comes with two side stuffers.

Entek’s new 43-mm co-rotating twin-screw compounder is designed for extremely quick product changeovers.

High-Technology’s latest controls system is said to comprehensively monitor the machine’s operational status and provide continuous feedback on operating parameters.
New Model G3 underwater pelletizer from Gala Industries is the same physical size as a Model 6 pelletizer yet runs at twice the rate.

PTi’s new G-Series Configurable roll stand gives sheet processors greater flexibility to accommodate process modifications at significantly reduced downtime.


Extrusion processors can expect to see a lot more at NPE2015, March 23-27, Orlando. More of ... well, everything. In the old days, if you wanted more yield, for example, you might have to sacrifice quality. Turn the page on that. Across all types of extrusion and compounding, new equipment has been engineered to give processors more in the way of speed, flexibility, quality, and energy efficiency.
EXTRUDER NEWS
Davis-Standard (D-S) will be bringing several extruders to Orlando. Perhaps the most intriguing is a 3.5-in. (90-mm) direct-driven machine. Based on a recent series of tests conducted at its Technical Center in Pawcatuck, Conn., D-S has concluded that direct-drive technology has big advantages in energy consumption, sound level, and output consistency over AC and DC extruder models.


In side-by-side comparisons of all three machine types, D-S found that direct-drive extruders are less noisy—to the tune of 70%. Screw-design optimization in combination with the lack of an AC or DC motor can provide up to 15% further improvement in energy efficiency, according to D-S.
Direct-drive extruders operate on a permanent-magnet synchronous motor that requires no mechanical gear reducer to multiply torque to rotate the screw. This, coupled with an energy-efficient screw design, enables the extruder to process a wider range of resins at consistent quality and outputs, D-S says. An innovative heating/cooling system, narrow footprint, and low-maintenance design further result in operating cost reductions and energy efficiency. D-S’s direct-drive technology is available for several applications in sizes up to 4.5 in.
As NPE will be showcasing various developments in additive manufacturing (3D printing) technology, D-S will produce ABS rod for use on a 3D printer on a 2-in. extruder.
American Kuhne will be demonstrating its Modular Quick-Change extrusion system. This setup is said to dramatically reduce changeover time to a few minutes by allowing the hot barrel, screw, and die head to be swapped out with a preheated barrel and pre-mounted tooling.
American Kuhne’s SMED Quick-Change design options also minimize changeover time and maximize production availability. Design options displayed on the energy-efficient American Kuhne E3 extruder at the show will include rapid screw change via quick-mount pusher, fast material change via rotary hopper design, and instant tooling change via dual-hinge design.
While extruders are getting more efficient and nimble, protective coatings are getting tougher. At the show, Extreme Coatings will display new CarbideX CPR (chrome plating replacement) for screws, barrels, and other components. CarbideX CPR is a corrosion- and wear-resistant, low-porosity surface treatment. The coating is uniform, three to four times thicker than standard high-performance coatings (HPC), and polished to a mirror finish. The treatment is said to extend the service life and boost the performance of all kinds of plasticating components, while facilitating cleaning and color changes.
CarbideX CPR is a blend of carbon and chromium in a nickel matrix, engineered to replace HPC in PVC and CPVC applications. It fully encapsulates the entire working surface of the feedscrew, including the root, radius, flights sides, O.D., and any mixers. Components can be recoated multiple times to extend their life, and the surface treatment is said to be more environmentally safe than HPC.
In extrusion controls, R&B Plastics Machinery LLC, will launch what it describes as a cost-effective extruder control system that delivers performance comparable to higher-end systems. The MAX Extrusion Control System allows for touchscreen control of temperature, speed, amperage, and pressure of the extrusion system. Seamless integration of upstream and downstream equipment is also available. The system utilizes an economical Windows CE-based operator interface that reportedly offers performance similar to SCADA software systems. The MAX control platform, featuring Allen-Bradley and Ifix systems, provides integrated line control for all extrusion applications. It is retrofittable to all makes and models of extruders. R&B says it will design MAX control systems to users’ specifications. (For more on extrusion controls, see Keeping Up section.)
BLOWN FILM NEWS
In blown film, the time when machine builders operate actual lines at NPE might be nearly over. One of the suppliers that produced film at NPE 2012, Italy’s Macchi SpA will be running again at NPE2015. The firm will be operating its Coexflex five-layer line, dubbed the POD (polyolefin dedicated), a so-called sustainable system designed to produce thinner films at higher rates.
At NPE, Macchi will run five-layer, 60-in.-wide collation film in a 1-2-4-2-1 structure through a 12-in. die at rates up to 1500 lb/hr. The line will be equipped with five extruders, a new triple-lip air ring, a higher-performance internal bubble cooling (IBC) system, and new touchscreen controller.
Since K 2010, Hosokawa Alpine has been promoting the idea that processors currently running three-layer film for products like collation film would be better off running five-layer structures to due the enhanced flexibility and the fact that five-layer films generally perform better. Adding layers will again be a theme for Alpine at NPE2015, where it will be displaying an 11-layer version of its patented X-Die.
If you like more layers, take note of Alpha Marathon Film Extrusion Technologies’ display. It will be showing an 18-in. nanolayer disc die that can run up to an astounding 100 layers. Developed as part of an exclusive arrangement with BBS Corp. and introduced at NPE2012, this technology produces barrier films as thin as 2.5 microns in blowup ratios (BUR) of 1:1 to 5:1.
Addex will be introducing a wide range of new machinery upgrades. The company is now offering film processors significantly improved performance by integrating its automatic air ring, which is said to offer an industry-leading number of control zones, with auto-profile components from other suppliers.
Meanwhile, for its own systems, Addex has made significant electronics upgrades to improve connections and greatly reduce maintenance requirements. These new software-related capabilities deliver greater flexibility for processors and enable easy retrofits to new or existing systems in order to provide reduced thickness variation, which results in increased yields and material savings.
Addex has also completed a major overhaul of its auto-profile hardware and software, utilizing the latest in electronic miniaturization and distributed controls. Addex has also increased the number of thickness-measuring devices, from its All-Layflat (ALF) capacitive sensor mounted in the collapsing frame to the more sophisticated infrared scanner in the layflat, with its barrier-material sensing capability.
Among the new auto-profile features are a new Smart-Fusion distributed control with Ethernet point-to-point connectivity and AC power, which provides the only interconnection between major modules. An identical electronic Smart-Fusion control “blueboard” (with different programming) distributes locally to each main function of the gauge-control system.
A new user interface panel replaces the existing systems’ main control panel, and is based on a Windows 7 Pro touchscreen PC. It has a separate Ethernet channel for plant data mining and centralized connection to other modules. An Auto-Profile Converter Module (ACM) replaces the existing automatic air-ring junction box and provides local control over the air ring/pancakes, including the control algorithm itself.
Other key upgrades include a Live Ring (LR) module, which replaces the present LR junction box and all electronics. Pre-made cables provide plug-and-play connection to the LR module. In addition, the Shuttle Module (SM) replaces the current shuttle junction box and all electronics except the thickness sensor. Pre-made cables provide plug-and-play connection.
Another key upgrade is the Mapper Module (MAP) + 485 Convertor Modules, which replace the existing 485 hand-wired modules. The MAP module is located near the reversing nip unit and provides a fully mapped thickness profile based on input from the LR and SM, as well as being directly connected to the reversing-nip position and the nip-roll speed.
A third-generation IBC control introduced by D.R. Joseph is for processors that run IBC and non-IBC products on the same film line. It is also said to be suited to processors that run both agricultural and geomembrane film on the same line.
To go from IBC to non-IBC mode, an operator presses a button to switch control from IBC blowers and bladder valves to a pneumatic box that inflates or deflates the bubble via a special air diffuser. This is said to reduce inflation times by radially distributing air flow. This prevents the inflation air from pulling the bubble off the air ring from the venturi effect caused by vertical flow of compressed air into the bubble.
Processors that run agricultural and geomembrane film on the same line typically produce a very wide range of widths and thicknesses. When running thinner agricultural film, standard IBC algorithms are used for control, but when shifting to thicker geomembrane films, IBC sensors must be located very close to the air ring, so an entirely different control algorithm is used to quickly get the bubble up to size well before the film has reached the winder. Geomembrane films are typically run at a BUR close to 1:1, but the new system permits a BUR range up to 1.5:1.
The system also offers cage-height management, a feature that allows processors to preselect various cage-height positions for various jobs (or even for line maintenance) and send the cage to the predetermined height with the click of a button on the IBC touchscreen. Six total positions are supported, including a pre-programmed maintenance position. Especially in the case of high-stalk bubbles, this feature is said to be a time saver while making it much easier to train operators on how to properly set the cage height.
A new control system from Gloucester Engineering Co, called ExtruTouch, is custom-designed for blown film and controls vacuum loading, blending, speeds, temperatures, pressures, gauging, thickness profile, and safety. ExtruTouch combines the robustness of Gloucester’s prior-generation controls with the latest technology and enhanced graphics. It comes with a 22-in. color touchscreen. It utilizes off-the-shelf hardware and can be retrofitted to any make or model of blown film line.
CAST FILM/SHEET NEWS
Perhaps known more in North America for blown film technology, Windmoeller & Hoelscher Corp. will use NPE2015 to tout its capabilities in cast film. W&H will have detailed information and film samples along with video demonstrations and an interactive display of its Filmex cast line, which is used in stretch and other applications. Filmex lines are operating in configurations up to 33 layers and in widths up to 197 in.
In sheet, there will be plenty to see in systems designed to run PET, PLA, and other hygroscopic materials without having to dry them first. Gneuss’ Processing Technology division will show a complete extrusion line featuring a Multi-Rotation System (MRS) 160-mm extruder, a fully-automatic filtration system (RSFgenius175), and an on-line viscometer. After the show, this line will be shipped to a Florida processor, which will use it to run sheet from reclaimed PET at 3000 lb/hr.
Welex Inc. will be featuring its Converge CTS system, a dryer-less extrusion system for PLA and PET that uses conical twin-screw technology. NatureWorks reportedly ran a trial using the Converge to process its Ingeo PLA resin and measured virtually no loss of molecular weight through eight passes.
Macro Engineering & Technology Inc. will be discussing its new extrusion line for PLA foam. It uses tandem extruders to produce sheet between 1.2 and 5 mm thick and up to 1270 mm wide with a foam density of 0.07 g/cc (16x expansion ratio). The sheet can be thermoformed into compostable clamshell packaging and trays used for cold food applications.
There will be lots to see at NPE in sheet cooling and polishing stacks, as well. Processing Technologies International, LLC will debut the G-Series Configurable roll stand, which has features that reportedly allow processors to switch from inline thermoforming to roll-stock operations in just hours; they only need to add another piece of equipment or make other modifications with minimal re-engineering.
The system has a configurable frame that allows other downstream modules to be added without any cutting, welding, or machining. Module length can be adjusted, increasing or decreasing the distance between the main roll stack and the pull roll. This permits new components to be added as needed including, but not limited to, additional cooling, surface treatment, slitting, and gauging stations. It also enables processors to change the sequence of downstream operations within a system as well as offering the ability to share modules between compatible G-Series Configurable systems.
Battenfeld-Cincinnati will display a stack designed specifically for the U.S. market. On the Multi-Touch 1400 roll stack, sheet passes through multiple nips, reportedly creating more uniform cooling on both its top and bottom side. This is said to significantly enhance the transparency of sheet made from semi-crystalline polymers like PP and PE.
Davis-Standard will showcase its XP Express PS (packaging sheet) roll-stand system. The XP Express is engineered for direct extrusion, in-line thermoforming, or production of roll stock for thermoforming off-line. It can process up to 8000 lb/hr.
In controls, Welex’s XSL Navigator is adapted from the XBM Navigator control system that sister company Graham Engineering has been using on its extrusion blow molding systems. The XSL Navigator now offers intuitive navigation on a Welex line that makes it easy for the operator to set up quickly and work easily with the machine. The system also enables processors to integrate data from a machine or line to an ERP system using client-server architecture.
In tooling, Cloeren Incorporated will exhibit the Moebius-manifold die with a patented internal deckle system (IDS). The die on display will be a cutaway.
The Moebius-manifold is a unique flat-die flow-channel design that is optimized for the seemingly contradictory objectives of low residence time and low pressure. The design inherently offers high configuration flexibility, Cloeren says. The flow channel combines the low-residence-time, diminishing cross-section portion of the manifold channel with a minimal constant cross-section portion capable of supporting the IDS.
The transition between the two distinct zones is seamless, so flow is delivered uniformly and streamlined. As a result, the design opens possibilities to use deckles for materials that may not have previously been considered for such a feature.
Cloeren will also show equipment for stretch film aimed at both ends of the spectrum for this market. An Epoch III die with an FG feedblock is for processors looking to make commodity stretch film. For higher-performance stretch film, Cloeren will display its nanoLayer technology. Cloeren has installed nanolayer technology up to 35 layers for stretch film lines, and 104 layers for extrusion coating applications.
PIPE, PROFILE, TUBING NEWS
Milacron will launch a new single-screw, grooved-feed extruder, the GPAK 45, for PE pipe. The machine reportedly offers processors increased output and lower energy consumption.
Also for polyolefin pipe is Beier America’s high-throughput extruder. New features of the BRD series of 38:1 L/D extruders include a feed throat with a large eccentric opening; rectangular, grooved feed channels with a large surface area; air-gap heat insulation; and a spiral water-cooling system.
Battenfeld-Cincinnati’s solEX line of single-screw extruders has been extended to include the new solEX 150. This extruder is suited for the growing large, thick-wall polyolefin pipe market. The solEX 150 offers outputs up to 6000 lb/hr of HDPE pipe. It is equipped with continuous speed control; a bimetallic, air-cooled barrel with a high-conveying-capacity feed section; and a barrier screw—features that together reportedly improve its energy efficiency.
Meantime, the company has extended its twinEX line of parallel twin-screw extruders with the twinEX 148-28. This model was designed to meet growing demand in North America for large-diameter PVC pipe and high-output profiles. The machine has a Z-design gearbox with the main motor in the back for easy maintenance. It reportedly can process both virgin and regrind PVC at output rates up to 4400 lb/hr.
At NPE, Rollepaal will bring out its twin-screw extruder for PVC pipe. Called the T-REX 140-33, the machine runs at a maximum output of 4000 lb/hr.
In profile extrusion, KraussMaffei Berstorff will show the KME 60 XS single-screw extruder for manufacturing complex profiles out of TPE, TPU, and POM. The company will also show the C6 control system in North America for the first time. The controller can be easily integrated into a central data-acquisition system and offers fast, reliable access through RFID readers so that processors can quickly adjust processing parameters remotely.
The company will also be showing a spiral head for multilayer pipe that is flexible enough to accommodate a wide range of applications—from reinforced pipes with filled intermediate layers to save on material costs, to pipes for drinking water with a high amount of chlorine additive. The KM-3L RKW 74-250 IPC pipe head is equipped with an internal pipe-cooling system. Cooling the pipe from inside allows processors to increase output by up to 60% or shorten the cooling-section length of the line by up to 40%.
Guill Tool & Engineering will also be showcasing its range of tooling for products ranging from extremely thin-walled, multi-lumen medical tubing to catheter balloons, multilayer wire and cable jacketing, and 20-in. diam. pipe for industrial applications and agricultural drip lines.
Downstream, Novatec Inc., is offering vacuum tanks in standard 6-ft sections (a 4-ft section is also available) to cut delivery times. In an effort to lower the price, it is also now offering spray tanks that feature rotomolded assemblies; the tank itself is HDPE, as is the sump underneath. These tanks are available in 12 x 12 in. cross sections x 18-ft length.
COMPOUNDING NEWS AT NPE
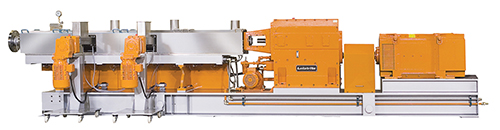
Entek will display a new machine whose design was significantly influenced by compounders. Several years in the making, the QC3-43-mm co-rotating twin-screw extruder was designed specifically to meet the short-run and quick-change needs of North American compounders, particularly those in the business of color.
The new machine has features that allow one person to quickly and easily change screw sets, permitting compounders to switch from one job to another in a matter of minutes. A new self-alignment feature takes the worry out of installing the screws into couplings, and new “key-and-lock” design allows screw segments to be installed on shafts only one way—the correct way. Machine guards come off quickly, and go back on the same way. All necessary tools for changeover and maintenance are mounted at the point of use on the extruder.
A new extruder frame design deflects dust and keeps the machine clean under the hood. Stainless-steel and powder-coated surfaces offer clean and long-lasting finishes. An optional device allows for fast, easy barrel cleaning.
The machine has a 200-hp motor and can operate at speeds up to 1200 rpm. Outputs depend on formulation specifics, ranging from 400 to 1200 lb/hr. The machine also comes with Entek’s Smart controls feature, enhanced graphics, recipe library, trending software, and web-based connectivity for remote troubleshooting.
The new extruder replaces Entek’s 40-mm twin-screw. For now, only the 43-mm will be equipped with the new features, though Entek anticipates phasing in these design changes to additional sizes—perhaps up to 73 mm—in the future.
NPE2015 will mark the North American debut of Coperion’s newly redesigned ZSK 26 Mc18 twin-screw laboratory extruder. It has an increased torque of 15 Nm/cm3 and is capable of higher throughputs, but also allows better simulation of production models of the ZSK Mc18 series. The unit is mobile and has a small footprint, as the control cabinet is integrated into the base frame of the machine. Heating and cooling systems are installed ready for use. The lab extruder has a simple design and is operator-friendly and easy to clean. It is also suitable for compounding small production batches. Side feeders and a side vent stuffer complement the new system.
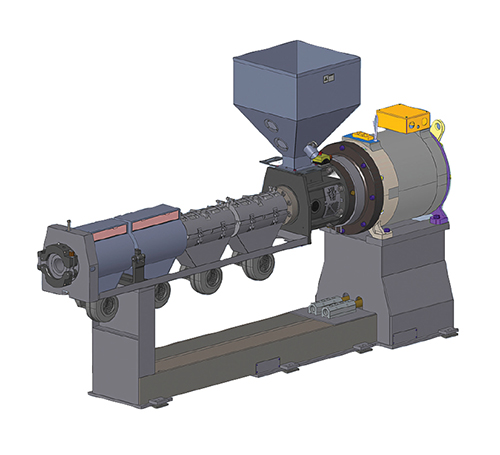
Leistritz’s new ZSE-90 MAXX co-rotating twin-screw extruder system has a 52: 1 L/D and comes equipped with two side stuffers. It’s billed as a heavy-duty unit designed to process highly filled polymer compounds and engineering resins using a 600-kW water-cooled, brushless AC motor.
The water-cooled main motor is one of the two more interesting new features: Compared with standard AC motors, water-cooled motors are reportedly quieter because there is no blower, and are smaller and totally sealed, so powder contamination is not a concern. The absence of blower exhaust is particularly beneficial for plant cleanliness, especially when fine fillers are being processed.
The side stuffers, meantime, integrate a number of design enhancements to facilitate high-level filler loading, including higher OD/ID ratio, upgraded metallurgies for increased abrasion resistance, and a modular screw design.
Century Extrusion is introducing a new high-torque series of machines based on its existing CXE line. A 70-mm co-rotating twin-screw will be displayed. Century is also showing a 26-mm “cost-effective and feature-rich” twin for laboratory, masterbatch, and low-volume applications. The machine is mounted on a tubular frame with a stainless-steel housing; ancillary pumps and water manifolds are underneath for easy access. The company is also launching a 103-mm co-rotating twin.
Farrel Pomini will be showing a CP (Compact Processor) 1000 with some new features. A patent-pending Self-Aligning Seal offers faster installation, improved powder-seal performance, and longer life than standard seals. The machine also features a newly designed vent assembly that improves performance and minimizes discharge, resulting in improved product quality and reduced waste. And the Synergy control system seamlessly integrates upstream and downstream equipment across a variety of suppliers, standardizing processing lines while increasing operational agility and equipment safety.
In pelletizers, Coperion’s SP (strand pelletizer) 100 EN has a working width of 3.94 in., and with 20 strands (at 0.118-in. strand diam.) reaches throughput rates up to 1433 lb/hr. The cutting-head cover swings open very wide to give full access to the interior, and the intake chute can be removed quickly by simply loosening two screws. The pellet outlet is accessible through the cutting-head housing without disassembly. All inside surfaces are flat and smooth to minimize accumulation of residues.
The Primo 200E strand pelletizer from Automatik is said to be suited for compounding masterbatches at rates up to 1.5 tons/hr. The unit has an extra-large cutting width of 200 mm. Its unique cutting geometry—reportedly the shortest unguided length between the feed rollers and cutting area of any pelletizer—permits straight cutting of hard, abrasive strands and very soft, flexible ones. Pellet dimensions can be changed very quickly, thanks to an optional automatic pellet-length adjustment system.
The new Model G3 underwater pelletizer from Gala Industries is the same physical size as a Model 6 pelletizer yet runs at twice the rate. Gala’s Model 6 is designed for production rates up to 3968 lb/hr; the Model 7 is rated at up to 13,227 lb/hr. The G3 bridges that gap, offering rates from 1102 to 7165 lb/hr. The G3 also shares many common parts with the Model 6 to lower spare-part costs. It’s available with a manual, electric, or spring-loaded blade adjustment.
Automatik will also display the new Sphero S underwater pelletizing system. It features a single mobile frame structure for superior alignment in a smaller footprint and a proven cutting-chamber and knife design. It’s available with manual pressure adjustment or pneumatic pressure control for optimal process stability and reliability. Maintenance is said to be both minimal and easy, especially for die-plate change.
Nordson BKG will be showing a new, optional belt filter for the temperature-controlled water system of its Master-Line series of underwater pelletizers. The new device is said to reduce downtime and operator intervention by providing continuous, automated filtration of fines The new water filtration system also has a finer filter mesh—150 micron vs. the 200 micron capability of the standard system available with Master-Line pelletizers.
EXTRUSION AUXILIARIES AT NPE
Polymer Systems Inc. will be showing a new hydraulic die changer (HDC) that utilizes a quick-shift slide plate to exchange die heads on a single extruder. The patent-applied-for system is said to be particularly suited for lines that must be purged during die changeovers, such as foam sheet processing, or for batch operations where reduced changeover times translate directly to increased output and cost savings in waste and labor.
The device provides a preheat zone for the new die and utilizes a hydraulic-power unit to shift the die online, effectively reducing changeover times from 1 hr to 1 min. Designed for tight spaces, the current model will accept 12- and 18-in. annular dies. Custom versions are available for virtually any extrusion process, such as pipe and profile, where dies are routinely changed out.
Maag will show an extrex GPD twin-outlet gear pump. This unique device can supply two different nozzle blocks with an individual and constant melt stream. The main novelty here is in the ability of the pump to vary the throughput between the lines, allowing operators to feed two separate nozzles with different throughput and pressure demands from a single extruder/pump combination.
Colfax Fluid Handling, will show the new BB PEP Series precision gear pumps from its Zenith Pumps brand. The new pumps offer processors consistent and accurate performance through precision and repeatability. They operate at flow rates from 0.2 to 25 lb/hr, with a standard maximum temperature of 600 F (950 F with special seals and fasteners). A simplified design cuts in half the number of parts required for pump assembly, reducing assembly time by nearly 90%. The pump’s revolutionary B-Bearing design eliminates the potential for misaligned assembly.
High-Technology Corp. will introduce its latest controls, said to provide the most comprehensive system to date for monitoring the machine’s operational status and providing continuous feedback on parameters. Complete automation of the filtration function means the screen changer becomes a fully integrated element in the extrusion process. The screen changer’s functions are completely automated, allowing for months of nonstop operation, with no process disruptions.
The new controls feature an Allen-Bradley 1400 processor and 9-in. color touchscreen with fail-safe wiring, alarms, and E-stop for integration with OEM controls. The new operating program allows for touchscreen setting and calibration of the major parameters— screen travel, times, pressure limits, temperature, and operational limits—based on the polymer melt temperature and available coolant temperature and flow rate.
The control’s time-based cyclical operation continuously monitors the processing pressure levels and automatically adjusts the screen travel for longer and faster advancement to maintain uniform head pressure.








Related Content

ICYMI: September Roundup
The FYI on MDO, turbulence as a good thing and gearing up for a new future at Winzeler Gear all feature in the top articles from September that you might have missed.
Read More
Extrusion Excellence: This Year's Top Stories
Revisit the year’s most popular articles on extrusion technology and processes, showcasing innovations, best practices, and the trends that captured the plastics processing community’s attention.
Read More
Brewer Chooses Quick-Change Flexibility to Blow Wide Range of PET Beer Bottles
Beermaster Brewery found a “universal” stretch-blow machine from PET Technologies enables multiple changes per day among four sizes of beer bottles.
Read More
What You Need to Know About Roll-Cooling Design
Cooling rolls might not look like high-tech machines, but the fact is there is a surprising amount of technology involved in their design, manufacture and use. Here’s what you need to know.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More