
Extrusion Coaters: Stop That Edge Weave
In extrusion coating, edge stability depends on uniform melt temperature.

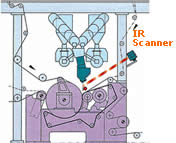
Putting an IR scanner on an extrusion coating line gives a complete thermal picture across the melt curtain that a single thermocouple can’t see. IR data are also more accurate.
Composite IR thermal images under different process conditions can be used to pinpoint the cause of edge weave, which happens when a hot, unstable edge of the melt curtain sticks to the nip.
In extrusion coating, edge stability depends on uniform melt temperature. An unstable edge adds to operating waste in the form of increased overcoat and more frequent line stops due to wrap-ups. “Edge weave” is a sudden change in melt-curtain width, which occurs when the melt strength of the curtain is reduced either because it gets too hot or because there is a sudden change in output due to a surge in pressure. When the coating weaves beyond the edge of the substrate, it may stick to the rubber nip roll. This leads to wrap-ups on the laminating nip where it either builds up on the rubber roll or causes a tear-off of the substrate. In either case it stops the line.
Process sensitivity to edge weave is a complex interaction among extruder pressure and output stability, temperature uniformity, material properties, equipment design, and operating conditions. To take one example, a flexible-packaging converter frequently experienced an edge-weave problem while laminating foil to film with LDPE. One edge of the melt curtain would periodically become unstable, often resulting in the overcoat wrapping the nip roll.



The processor tried raising backpressure by tightening the valve between the screen changer and the die, which controls operating pressure. Increasing backpressure caused more working and shearing (mixing) in the screw and should have resulted in a more uniform melt temperature. In this case, however, adjusting the backpressure valve raised the melt temperature but didn’t improve the edge-weave problem. Clearly some source of variation was being missed. Was it temperature related? The answer to that question requires a closer look at the issues involved.
Thermocouple problems
Melt temperature on coating lines is measured typically by a single-point immersion melt thermocouple located in the transfer pipe before the die. This may show a change in the machine direction but won’t show temperature variation across the melt curtain after the material has left the die, which may be considerably greater.
Melt thermocouples also tend to have an inverse relationship between their accuracy/sensitivity and their durability. Many processors sacrifice accurate, responsive feedback for robust, low-maintenance thermocouples.
The most common thermocouple is a surface-mounted or fixed-depth immersion type housed in a stainless-steel sheath to protect the sensitive junction from the melt. But the protective cover is thermally conductive and tends to reduce accuracy and sensitivity of melt-temperature readings. For example, if 500 F melt is flowing in a 1-in.-diam. pipe, and the pipe heat zone is controlled at 400 F, a shielded-junction thermocouple immersed 1/8 in. into the pipe will indicate a temperature closer to the 400 F temperature of the steel pipe than the actual melt temperature 100° higher. And if melt temperature suddenly spikes, this reading will be delayed. Looking at an extrusion coating process with such a device gives a very limited understanding of the melt’s real temperature. Small time- and position-dependent variations in the melt flow are invisible, but they contribute directly to processing and quality problems.
Seeing the bigger picture
Because the thermocouple is so limited in its ability to view time- and position-based temperature variations simultaneously, we installed an infrared temperature scanner to diagnose the edge-weave problem on the line above. Since the critical point in a coating line—or in any flat-web process—is where the web is formed, this is the optimal location to monitor temperature.
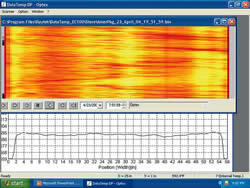
We used an infrared line scanner (Model EC100 from Raytek Corp., Santa Cruz, Calif.) to read the melt temperature across the melt curtain between the die lips and the laminating nip. This device is readily available and easy to set up and operate. It uses an IR temperature sensor and an oscillating mirror to scan the web 36 times a second, with each scan providing a continuous profile of temperature data across the melt curtain. This data is then displayed as a graphical profile with position and temperature scales or as a colored line representing cross-curtain temperature variations. Five hundred lines are combined to form a composite color image, showing both position-dependent (cross-curtain) and time-dependent (machine-direction) temperature variations in the melt curtain.
When the backpressure valve was tightened on the line experiencing edge weave, thermal images from the IR scanner showed nearly 18° F temperature variation in an “M”-shaped profile, and the edge where the weave problem occurred was 10° hotter than the center of the curtain. The machine’s thermocouple showed that temperature rose as the valve was adjusted to raise backpressure and shear. The scanner, however, showed that turning the valve repositioned local hot spots, which indicated that the valve stem was worn or misaligned and was no longer concentric with the seat of the valve.
The worn valve was replaced with a new one, in which the valve stem was aligned within 0.001 inch TIR (total indicated runout). As an added precaution to improve temperature distribution, a static mixer was installed in the transfer pipe below the valve.
After these modifications, the cross-curtain variation was only 5° F, and there was no hot edge in any valve position. The edges were only 2° to 3° different from the center. Edge weave disappeared. And as an added bonus, overall gauge uniformity also improved.
About the Author: Andrew Christie is an extrusion consultant with his own firm, Optex Process Solutions, LLC in Fulton, N.Y. He specializes in coating, cast film, and sheet applications. He has over 20 years of experience in processing and machine design and holds several patents on extrusion hardware. Tel: (315) 598-7955, e-mail: AWC1641@aol.com, web: www.optexprocesssolutions.com












Related Content

How to Effectively Reduce Costs with Smart Auxiliaries Technology
As drying, blending and conveying technologies grow more sophisticated, they offer processors great opportunities to reduce cost through better energy efficiency, smaller equipment footprints, reduced scrap and quicker changeovers. Increased throughput and better utilization of primary processing equipment and manpower are the results.
Read More
Variable-Diameter Air Ring Cools Film Above Frost Line
Tower-mounted adjustable ring adds cooling so that blown film can run at optimum line speeds with structures having soft inner skin layers that tend to block.
Read More
Film Extrusion: Boost Mechanical Properties and Rate of Composting by Blending Amorphous PHA into PLA
A unique amorphous PHA has been shown to enhance the mechanical performance and accelerate the biodegradation of other compostable polymers PLA in blown film.
Read More
Breaking the Barrier: An Emerging Force in 9-Layer Film Packaging
Hamilton Plastics taps into its 30-plus years of know-how in high-barrier films by bringing novel, custom-engineered, nine-layer structures resulting from the investment in two new lines.
Read MoreRead Next

Stop Those Gels!
Gels are an unsightly but common problem in single-screw extrusion.
Read More
Get Smart About Screens
Almost all extrusion processes pass melt through wire-mesh screens on the way to the die to provide filtering and improved mixing.
Read More
Look Out for Metal-to-Metal Wear
Wear that occurs as a result of metal-to-metal contact in extruders is quite common.
Read More