
EXTRUSION: Pellet Geometry Can Impact Output
A simple angle-of-repose experiment can help you determine how your pellets will feed.
.jpg;width=70;height=70;mode=crop;format=webp)
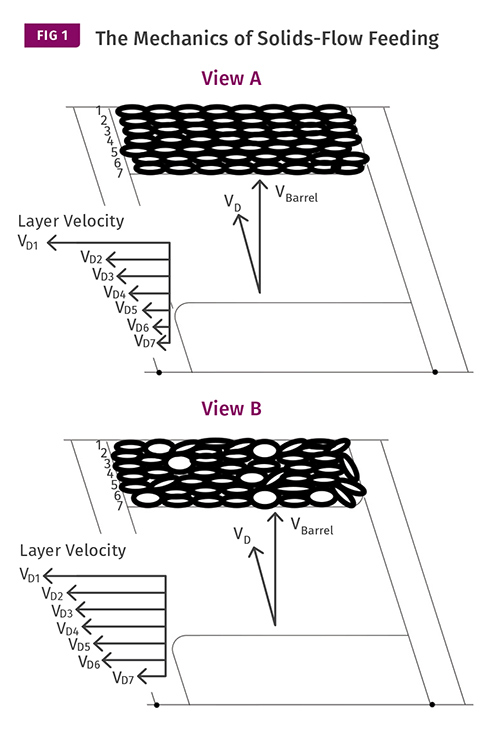
The force that moves the material forward is the drag of the pellets along barrel surface. Only the top layer of pellets contact the barrel, so the movement of the layers beneath depends on drag from the layers above. Highly uniform pellets in View A have a less uniform velocity distribution than with the varying sizes or shapes in View B, so adding some regrind can boost output.
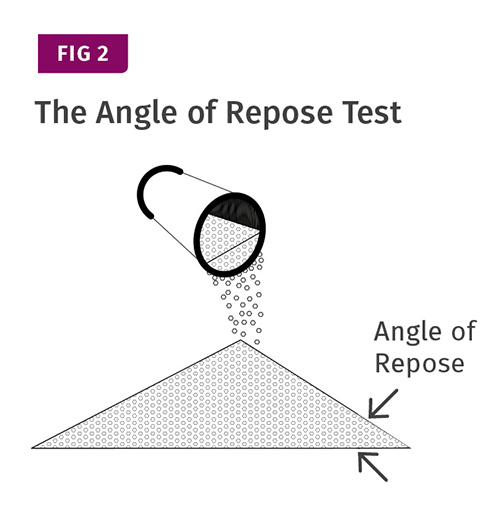
This simple test measures the way the polymer piles up when gently poured onto a flat surface. It can be useful to answer some questions about specific output for polymers of the same type but different suppliers.



Why do some polymers having the same melt flow or I.V. (intrinsic viscosity) sometimes generate different specific outputs on the same extruder? You may have come across this when changing resin suppliers, and have had to modify established running conditions as a result. This occurs particularly in the case of coextrusion, where close matching of multiple layers is required. When you are running the extruder at full speed, yet the net effect is a reduction in output, that’s a big problem. In fact, even an increase in output can be an issue if the extruder is near its torque limit.
Why does this happen? In most cases the polymer supplier has likely delivered the correct product, but the pellet geometry may be different. Truth is, pellet geometry is often different among suppliers. It may be caused by use of different pelletizing equipment or even by a preference on the part of the supplier for a certain pellet geometry to aid in bulk-handling operations.



Several years ago, I worked with a polymer supplier that had to make special pellets just for processors that used grooved-feed extruders. This supplier had been furnishing the same pellets for everyone, but processors running with grooved-feed sections were getting 20% less output than when they ran material with the same I.V. from other suppliers.
You can understand why this could happen by knowing the mechanics of polymer solids feeding. The force that moves material forward is the drag of the pellets along the barrel inner surface rotating in relation to the screw. Since only the top layer of pellets contact the barrel, the movement of the layers farther down in the channel is dependent on the drag from the layers above.
Each succeeding layer has a lower average velocity than the layer above it due to slip between the layers. If the feed channels get deep enough, the layers near the screw root may barely move in the down-channel direction due to the combination of the slip between layers and the resisting drag of the bottom layer against the screw surface. In View A of Fig. 1 the pellets are quite layered because of their uniformity. This is somewhat typical of many “hot-cut” pellets that have a thin, flat wafer geometry. If the feed material has some random sizing or varying shapes, the layers interact more, creating a better velocity distribution, as illustrated in View B. This explains why a small amount of refeed or other polymer shapes can increase the specific output.
The drag between layers is determined by the pellet shape, size, randomness of shape, and the dynamic friction coefficient between pellets. The drag of the first layer contacting the barrel wall depends on the friction coefficient between the pellets and the barrel material, which may be quite different than the pellet-to-pellet friction coefficient. That pellet-to-barrel friction coefficient is controlled by heating the barrel, which causes the pellets to “stick” to the barrel.
This whole area of investigation is related to the science of tribology. Wikipedia defines tribology as “the science and engineering of interacting surfaces in relative motion.” There are no hard and fast rules for evaluating a polymer’s tendency to feed, because the criteria noted—shape, size, and randomness—interact, and frictional force depends on contact area even though the friction coefficient remains essentially the same for given polymers. A simple test that gives insight into conveying characteristics of your polymers is called the “angle of repose,” and it basically measures the way the polymer piles up when gently poured onto a flat surface (see Fig. 2).
All the criteria mentioned about the pellet characteristics are involved in this measurement, so it’s hard to distinguish which of the criteria dominate the resultant angle of repose: Size, shape, randomness, and friction all play a part. However, for a given polymer, the higher the angle, the better the solids-conveying efficiency in smooth-bore extruders. This rule of thumb also applies to grooved-barrel extruders, but the particle size and shape relative to how they fit in the grooves is actually more critical to their solids-feeding efficiency.
It should be noted that a higher angle of repose can occasionally have a negative effect on overall feeding efficiency, as polymer may not flow as freely into the screw. The angle of repose is not a solids-flow measurement necessarily, but generally the higher the angle of repose, the poorer the solids flow is in areas upstream of the screw that depend on gravity—such as hoppers, feed tubes, and magnet packs. This issue seldom comes into play except when there is some restriction to entry into the screw, such as a blocking apparatus over the feed opening, a small feed opening, or no column pressure due to bridging or a ledge above the screw.
Trying the simple angle-of-repose measurement on your polymers may answer some questions about specific output for polymers of the same type but different manufacturers.












Related Content

The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read More
Hot Runners: A View from the Bottom Up
Addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience with probably every brand on the market. Part 1 of 2.
Read More
Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More