
Extrusion Without Discolored Specks
Specks are a common problem in extrusion, and avoiding them requires a two-pronged approach: First, figure out how many specks are in the incoming raw material; then minimize those caused during the extrusion process.
FIG. 1. Pellet with black and discolored specks. (Photo: OCS)

FIG. 2. Pellets with tails. (Photo: OCS)
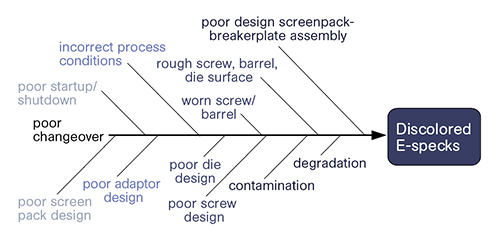
FIG. 3. This fishbone chart shows the various possible causes of discolored specks occurring during extrusion.

FIG. 4. A micrometer such as this is used to measure the outside diameter of the screw to check for wear.


Discolored specks are a common problem in extrusion. They are similar to gels, another common defect. Like gels, discolored specks are formed not only during processing but also in resin polymerization. So in order to get a handle on the problem, processors first need to figure out how many specks are in the incoming raw material, the so-called p-specks. Then they need to minimize specks caused during the extrusion process, or e-specks.
SORTING OUT P-SPECKS
It isn’t easy to test virgin resin pellets because they are quite small. A typical plastic pellet may have a diameter and length of about 3 mm, with a volume about 20 mm³. Assuming a density of 1 g/cm³, the mass of a typical pellet will be about 20 mg. This means 1 kg of resin (about 2.2 lb) will consist of about 50,000 pellets. If a processor runs its extruder at 300 kg/hr (about 660 lb/hr), that means approximately 1.5 million pellets will pass through the extruder every hour.



Commercial instruments are available today that can analyze millions of pellets. Optical Control Systems (OCS) GmbH in Witten, Germany, is one company that produces such systems. OCS pellet defect detection systems are used by many resin producers. Therefore, most resin companies know how many defects occur in the pellets they produce. Figure 1 shows an example of pellets with discolored specks.
If you have one pellet with a discolored speck for every N pellets, you can determine the average incidence of specks in the extruded product. If the cross-sectional area of the extruded product is Ae and the volume of the pellet or powder particle is Vp, the average length over which a p-speck will occur in the extruded product is: Lps = NVp/Ae.
More specifically, consider the extrusion of tubing with an inside diameter of 10 mm and a wall thickness of 1 mm. The cross-sectional area of this product is:
Ae = 0.25π(Do²-Di²) = 0.25 • 3.14 • (144-100)=34.55 mm².
The volume of the pellet is 20 mm³. If you consider a plastic raw material that contains one pellet with a discolored p-speck for every 10,000 pellets, that corresponds to 100 ppm. With this input data, you can find that the average length over which a p-speck will occur is 5806 mm or 5.8 meters. If you generate additional specks in the extrusion process, the average length over which a speck occurs in the extruded product will be less than 5.8 meters.
If your process cannot tolerate even one speck every 5.8 meters, there is only one option: Reduce the number of p-specks in the raw material. Since resin producers can scan millions of pellets for specks, they can remove pellets with specks from the pellet stream during production. In other words, the processor can specify the ppm level of pellets with specks that can be tolerated by the process, and the resin supplier can set up its parameters accordingly.
Clearly, sorting pellets this way will cost the resin producer money, which will almost certainly be passed on to you. Alternatively, processors can do this sorting in-house by buying a pellet scanning and sorting system on their own. Evaluate the overall cost; if in-house scanning and sorting is less expensive than the cost of buying pre-sorted pellets, it makes sense to go that route.
Pellets can be scanned and sorted not only for discolored specks but also for irregularities such as tails (Fig. 2). Such pellets can cause problems and should be eliminated from the feed stream. De-dusting equipment can be used to eliminate tails, angel hair and dust.
AVOIDING E-SPECKS
Discoloration of the plastic inside the extruder can be caused by degradation, contamination, and several other things. Figure 3 shows a list of possible causes of specks generated in the extrusion process. By no means is this a complete listing. But let’s discuss one significant cause in more detail—screw wear.
Screw wear is a fact of life. The question is not if screw wear will occur, but when. The key question is at what point will wear reduce the outside diameter (OD) of the screw. More importantly, processors need to know when wear has progressed to the point where it starts causing unacceptable problems. At this point the worn screw needs to be replaced with a new or refurbished one.
To determine at what point the screw needs to be replaced, you’ll need to regularly measure the OD of the screw over its entire length. Special tools are available to do this (Fig. 4). In a typical extrusion operation the screw and barrel should be measured at least once a year. Some processors do not monitor screw and barrel wear at all. They are putting themselves at risk, as they will have no idea how badly wear is affecting their process and product. When product quality starts deteriorating because of wear, they won’t realize the appropriate corrective action.
This is being penny wise and pound foolish, because if you put yourself in this situation, things will quickly get costly. A problem that could have been solved by installing a $15,000 spare screw may wind up costing you 10 to 100 times more if the solution to the problem is not clear.
Careful process monitoring will often allow processors to detect the effects of wear. The process parameters that are affected by wear are melt temperature, output, and motor load. As wear progresses, the quality of the extruded product tends to deteriorate. This may manifest itself as discoloration, streaks, discolored specks, holes, etc. It is very important to monitor the specific energy consumption (SEC) and specific extruder throughput (SET) because changes in these parameters often correlate with wear.
SEC is the ratio of motor power divided by the throughput. It is the mechanical power consumed per unit mass of plastic extruded. The SEC tends to correlate with the melt temperature. SEC is normally expressed in kWh/kg. A typical value of the SEC is 0.25 (kWh/kg) for extrusion of polyolefins.
SET is the output divided by screw speed; it is often expressed in kg/hr/rpm. For instance, for a 75-mm extruder the SET may be 2 kg/hr/rpm; this corresponds to 0.033 kg/rev. The SET is the amount of resin extruded per screw revolution.
Both SEC and SET are normalized performance parameters that allow comparison of data achieved at different process conditions, such as screw speed. As wear progresses the SEC values tend to increase and the SET values tend to decrease.
Besides losing energy efficiency, why should processors be concerned about screw and barrel wear? As wear progresses, the gap between the screw and barrel increases. This will reduce the pumping capability of the screw. However, the more critical issue may be the fact that the thickness of the stagnant melt layer on the barrel increases with wear. This will increase degradation inside the extruder and reduce extrudate quality.
Screw wear will create a thicker insulating melt layer at the barrel surface. This will inhibit heat transfer between the barrel and the melt in the screw channel. As a result, the control of melt temperature will be diminished and excessively high melt temperatures are more likely. This further increases the chance of degradation.
There are additional adverse effects of screw and barrel wear. Increases in clearance will reduce the ability of the screw flights to wipe the barrel surface. This will increase the average residence time and broaden the residence-time distribution. As a result, changeover from one resin to another will take longer. Also, purging will take longer, as will startup and shutdown. This means that more scrap will be produced, downtime will increase, and there will be a corresponding reduction in uptime.
Discolored specks are ubiquitous in extrusion. Controlling them starts with quantifying p-specks in incoming material. Once that’s done, you can address e-specks. Important factors that affect e-specks have been identified. One factor, screw wear, has been discussed in detail here. Other factors will be discussed in a future article
















Related Content

Updated Software Reduces Die Design Iterations
New software said to reduce the number of fine-tuning iterations and die development time by at least 50%.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read More
Put Some ‘Lean’ into Your Profile Extrusion Process
With everyone struggling to find talent, there are ways to reduce operator interaction with the process by applying some lean manufacturing principles.
Read More
Zeus Expands Catheter Capacity, Adds Minnesota Plant
State-of-the-art facility said to open this summer.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More