
Five Factors to Consider When Molding PEEK
Are you a first-time molder of PEEK? Have you tried molding it and might be running into trouble? Take a look at five factors in the injection molding process that can help to avoid the need for troubleshooting when molding PEEK.



Are you a first-time molder of PEEK? Have you tried molding it and might be running into trouble? In this article we consider five factors in the injection molding process that can help to avoid the need for troubleshooting when molding PEEK polymer - and it can help to reach the full potential of this high performing polymer.
Equipment: Standard Injection Molding Machines
PEEK can be molded on standard injection molding machines supplied by most of the well-known machine suppliers. Depending on the grade of PEEK that you’ll be molding, processing temperatures on your injection molding barrel will be somewhere in the range of 350°C-400°C (662°F-752°F). These temperatures can be reached on most standard injection molders with cylinder heaters without the need for modifications. If modifications are required these are usually for the heater bands or thermocouples/controllers. We suggest you use ceramic heater bands as they provide the most consistent processing. Additionally, consider the use of barrel blankets as they provide heat insulation, with the benefit of energy cost savings. A general purpose screw is effective. Copper and copper alloys should be avoided (in contact with melt). All metallic components should be smooth and highly polished to prevent hang ups.



The Importance of Drying PEEK Polymer
PEEK pellets are supplied nominally dry but may absorb moisture from the atmosphere. In our literature, we provide some guidance on drying. In short, we suggest drying the pellets on trays in circulating ovens for 2-3 hours at 150°C-160°C (302°F-320°F) or, alternatively, overnight drying. The aim is/should be to reduce the residual moisture content to <0.02%. Dehumidifying or desiccant dryers may also be used and must be capable of maintaining a dew point or saturation temperature of - 40⁰C (- 40°F).
Cleanliness is Key
Any contamination should be avoided when processing PEEK. Most other polymers will degrade at PEEK’s processing temperatures and therefore it is imperative to start with clean drying ovens, hoppers, injection molders and any other containers used to hold runners or parts. Pull screws and properly clean and brush the barrel and screw before starting to mold PEEK. Check for hang ups in hoppers. Regrind can be a big source of contamination and we suggest that you use dedicated equipment for the regrinding of PEEK materials. Any contaminants during the injection molding process will show up as black specs in your final component.
Use the Biggest Gates Possible
PEEK likes big gates. Gate size is dependent on the part volume, number of cavities and component geometry. PEEK is a semi-crystalline polymer and exhibits much higher shrinkage compared to an amorphous thermoplastic. Moreover, cooling from a much higher processing temperature to ambient causes more shrinkage compared to lower temperature processing polymers. Using the biggest gates possible will enable that you fully pack out your component. At Victrex, we have a general rule called the 2/3rds rule of the maximum section thickness of your component. Depending on the grade of PEEK that you’ll be molding this might be a minimum of 1mm (0.04in) for unfilled PEEK and 2mm (0.08in) for compounds. Gate designs such as tab, side or fan gates are most commonly used. Submarine or tunnel gates can be considered for very thin walls or small parts but tend to lead to freeze off during molding of bigger parts.
Good Temperature Control
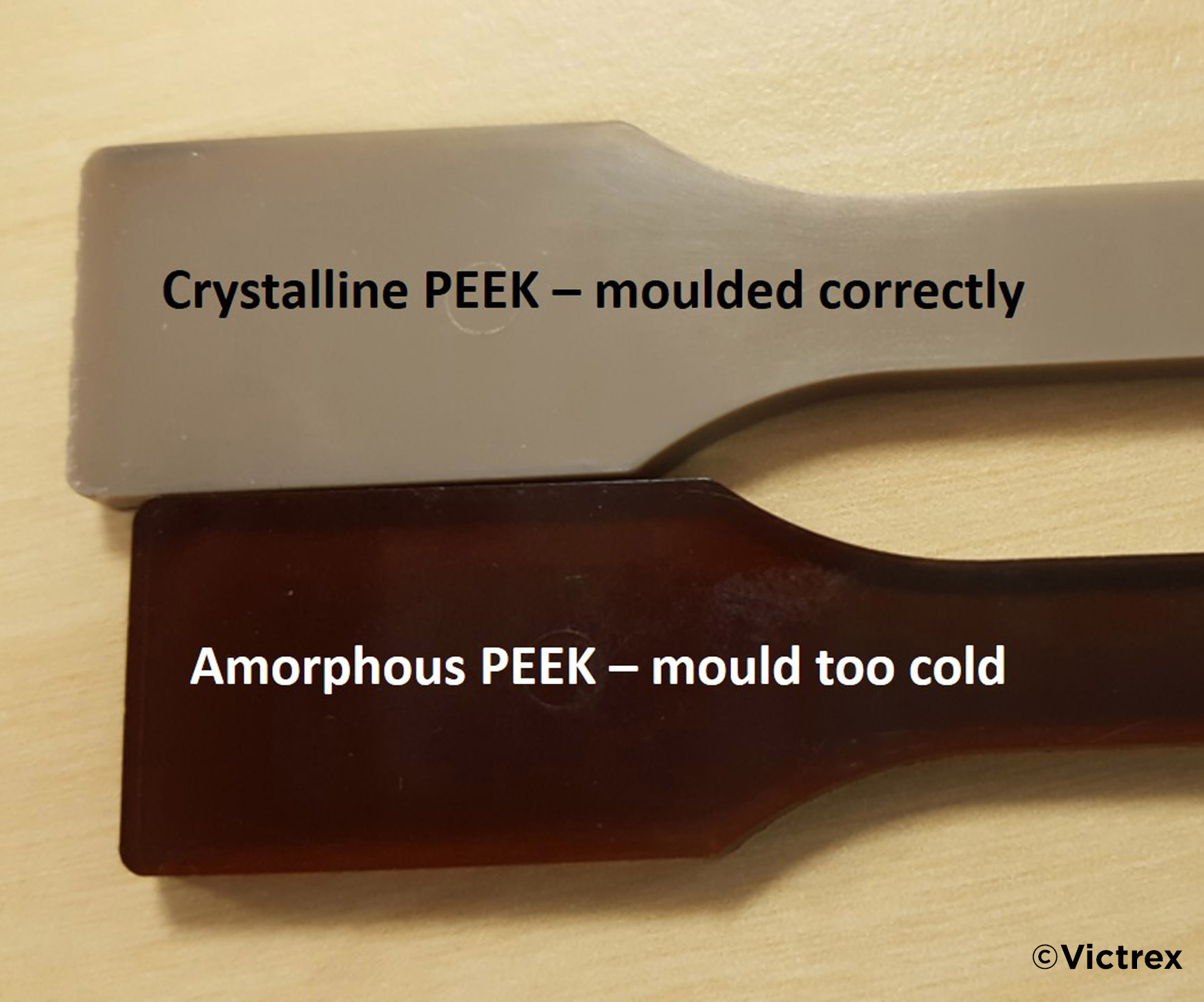
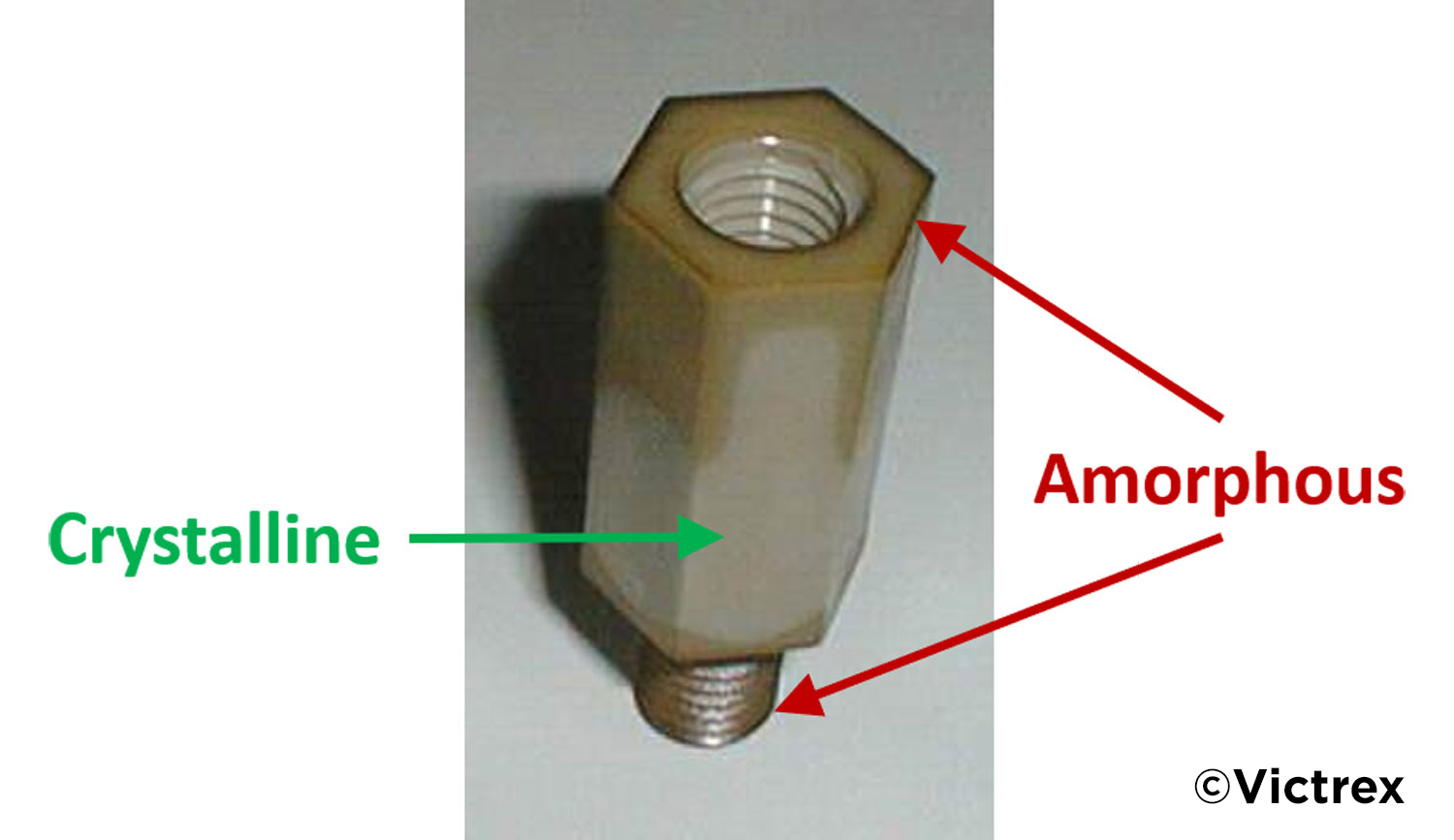
The mold temperature is critical to obtain a semi-crystalline component that can fully utilize PEEK’s unique set of properties. Let’s look at some components that are not molded correctly.
The brown sections are the amorphous PEEK and the beige colored sections are semi-crystalline PEEK. To mold PEEK and its compounds successfully one needs to be able to maintain mold temperatures between 170°C - 200°C (170°F - 392°F) - to avoid quench-cooling into the amorphous state - depending on the grade being molded. It is important to note that this should not only be the set temperature on the mold, but indeed the surface temperature on the mold. This can be achieved using electrical heaters for smaller parts and oil heaters with isolated flow lines for larger shot sizes or tools with large/deep cores. Consider using insulation boards between the mold and the machine platen as well as packing the tool with thermal insulation for uniform temperature distribution across the mold.
In summary, there are many other factors that play a role in successful PEEK molding, but the five outlined above, are a good introduction to what is important when starting to mold PEEK.
- Standard molding equipment can be used to mold PEEK.
- Dry your PEEK pellets well before starting your molding process.
- Keep the process clean - any contamination may cause problems during the molding process.
- Use big gates to properly fill your mold and pack out your component.
- Have good control over the mold temperature to ensure semi-crystalline PEEK components.
ABOUT THE AUTHOR: Carin Burger is a material scientist that has worked at Victrex for 14 years. She has experience in R&D and technical services and enjoys her work as part of the technical service team, working with customers to solve their issues and providing support in design, processing and manufacturing. Email: cburger@victrex.com; Phone: +(44) 1253 897700. Find out more at www.victrex.com.












Related Content

What is the Allowable Moisture Content in Nylons? It Depends (Part 1)
A lot of the nylon that is processed is filled or reinforced, but the data sheets generally don’t account for this, making drying recommendations confusing. Here’s what you need to know.
Read More
Prices of Volume Resins Drop
Price relief is expected to continue through the fourth quarter for nine major commodity and engineering resins, driven by widespread supply/demand imbalances.
Read More
What's the Allowable Moisture Content in Nylons? It Depends: Part 2
Operating within guidelines from material suppliers can produce levels of polymer degradation. Get around it with better control over either the temperature of the melt or the barrel residence time.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More