
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.




This article is adapted from a paper, “Fundamentals of Abuse Performance of LLDPE/LDPE Blends in Blown Film Applications,” delivered at the SPE ANTEC 2014 in Las Vegas. Refer to the original paper for additional details on the study.
Blends of LLDPE and LDPE are used in many film applications. Blown film converters may blend anywhere from 10% to 50% LDPE with an octene LLDPE for sealant webs of lamination films used commonly for food and specialty packaging. Monolayer films of LLDPE/LDPE blends with 30-60% LDPE are used for collation shrink films. Blends of LLDPE and LDPE are also used in applications such as silage films, greenhouse films, and heavy-duty shipping sacks.
Processors of LLDPE blown films generally add a percentage of LDPE to improve melt strength, bubble stability, and gauge uniformity, even though it may compromise film strength and toughness. On the other hand, processors of LDPE blown films may add a small amount of LLDPE to enhance film performance properties. The important point is to understand what performance you are trying to achieve and exactly how the balance of LDPE and LLDPE in the blend affects those properties, and what role the particular choice of blend components plays in those results.



There have been some studies to understand the effect of adding small amounts of LDPE (<20%) to LLDPE, but less has been published on the effects of adding small amounts of LLDPE to LDPE. Consequently, this study explores the behavior of LLDPE/LDPE blends over the entire composition range—from LDPE-rich to LLDPE-rich—in terms of melt strength and Elmendorf tear, dart impact, and puncture strengths in order to understand the relationships between these film properties, orientation effects, and intrinsic properties of these blends.
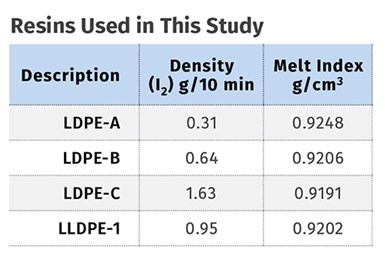
The resins used are listed in the accompanying table. Blown film formations were made with 100% LDPE and 100% Ziegler-Natta catalyzed octene LLDPE and with 10%, 20%, 40%, and 80% LDPE added to the LLDPE. Monolayer blown films were produced at 2 mils thickness with a blow-up ratio of 2.5:1.
Blend Ratio & Melt Strength
Melt strength of the resins and blends was measured at 190 C using a Goettfert Rheotens instrument that was melt-fed with a Goettfert Rheotester 2000 capillary rheometer. As shown in Fig. 1, LLDPE-A and B have similar melt strengths. As might be expected, the higher MI LDPE-C has substantially lower melt strength, followed by LLDPE-1.
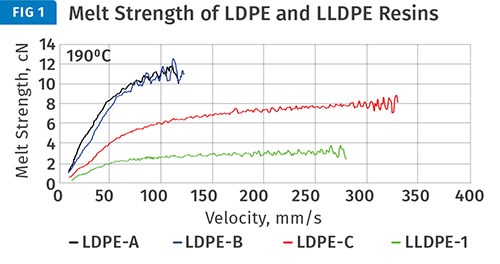
LLDPE has lower melt strength than any of the three LDPEs in this study. Next lowest is the LDPE with higher MI.
As mentioned earlier, LDPE resins typically are added to LLDPE resins to enhance the melt strength for improved bubble stability on a blown film line. Melt strength of the blends is shown in Fig. 2. It is well known that high-pressure LDPE resins have higher melt strength than LLDPE due to the presence of long-chain branching in the LDPE.
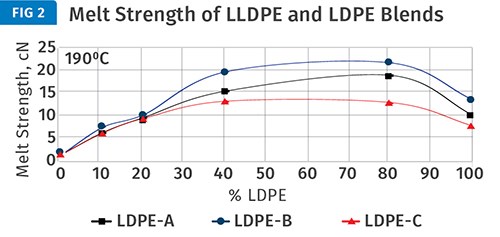
LLDPE/LDPE blends show a synergistic increase in melt strength.
Hence it is not surprising that addition of LDPE to a LLDPE resulted in higher melt strength. However, the melt strength of the blends was significantly higher than the linear rule of mixtures at all blend ratios. It is also evident that the melt strengths of blends containing 80% LDPE/20% LLDPE were higher than melt strengths of pure LDPE for all three resins. This synergy in melt strength of the blends has been reported earlier as well.
Differential scanning calorimetry (DSC) shows that resins within the same family, either LDPE or LLDPE, generally have higher crystallization temperatures with increasing density. At the same density, LDPE has a lower crystallization temperature than LLDPE due to the LDPE’s narrow short-chain branching distribution.
Blend Ratio & Tear Strength
Films having high tear strength are important for packaging applications in order to prevent package failure due to tears in the film. Elmendorf tear strength of the films was tested in the machine direction (MD) and cross direction (CD). As shown in Figs. 3-4, the same trends were observed for blends with all three LDPEs.
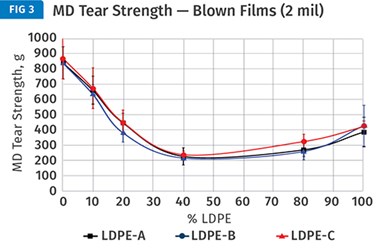
MD tear strength of the blends goes through a minimum before increasing with increasing levels of LDPE in LLDPE. This is thought to be related to increasing MD orientation in the films.
In Fig. 3, MD tear strength decreased with increased amounts of LDPE, then almost reached a plateau from 40% up to 80% LDPE, and then increased between 80% and 100% LDPE.
It is possible that the MD tear strength actually went through a minimum at a loading between 40% and 80% LDPE, since blends were not tested in this range. More interesting was the increase in MD tear strength between 80% and 100% LDPE. Also interesting was the increase in CD tear strength for all three LDPE resins at addition levels from 0% to 20% (Fig. 4) before declining at higher levels.
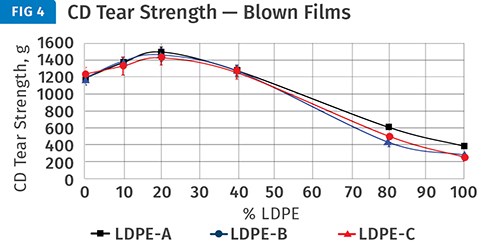
CD tear strength goes through a maximum at around 20% LDPE in LLDPE and then declines rapidly.
It is well known that octene Z-N LLDPEs such as LLDPE-1 exhibit high tear strength (generally >400 g/mil) and they also exhibit a relatively high tie-chain concentration, which contributes toughness. High-pressure LDPE does not have as much tie-chain concentration due to high levels of long-chain branching. Thus, the addition of such LDPE resins to LLDPE should result in lower tie-chain concentration for the blend overall, resulting in lower MD tear strength than for the pure LLDPE.
Furthermore, the addition of LDPE to LLDPE would be expected to result in increased amorphous-phase MD orientation, resulting in further reduction in MD tear strength. This was indeed observed in this study for blends with up to 40% LDPE. Somewhat unexpectedly, MD tear strength did not continue to decrease at higher LDPE loadings, but actually increased from 80% to 100% LDPE. It is believed that this unusual behavior is related to the orientation locked in the blown films for blends containing more than 40% LDPE.
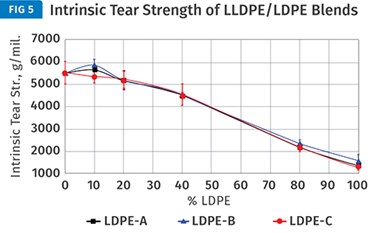
Intrinsic tear strength of compression molded plaques (free of orientation effects) shows an almost linear decline with increasing LDPE concentration, thought to be a result of decreasing tie-chain concentration.
Intrinsic tear strength of such blends was measured by making compression molded plaques, in order to remove the orientation effects on tear strength. As shown in Fig. 5, the intrinsic tear strength of the blends decreased with increasing LDPE content, due to a decrease in tie-chain concentration.
It is known that tear strength closely relates to the crystalline lamellar orientation induced during the blown film process. Measurement of small-angle x-ray scattering showed that the scattering patterns were preferentially oriented in the MD. As LDPE content increased up to 20%, there was a sharp increase in lamellar orientation and then a gradual increase with additional LDPE up to 80%. Neat LDPE showed lower lamellar orientation than an 80:20 LDPE/LLDPE blend. It is known from rheology that the relaxation of LDPE is slow. So with the addition of LDPE to LLDPE, more orientation can be locked in the MD during fabrication of the film, due to a much higher drawdown ratio in the MD, as compared with the blow-up ratio (BUR) in the CD. This is what was observed in these samples from the x-ray scattering data.
It was also noted that the blend with 80% LDPE shows higher lamellar orientation than the neat LDPE. This can be interpreted from crystallization dynamics as well as from melt-strength data. LLDPE has a higher crystallization temperature than LDPE during cooling, as noted previously. Therefore, the blend with 20% LLDPE in LDPE could crystallize at a higher temperature than LDPE. Also, blends with 20% LLDPE in LDPE had higher melt strength than neat LDPE (Fig. 2), which would result in higher MD orientation. Therefore, more MD orientation can be locked in the blend than for the neat LDPE. It is well known that higher orientation in the MD typically leads to lower tear strength in the MD and higher tear strength in the CD.
Blend Effects on Toughness
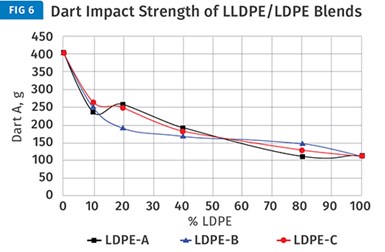
Dart impact strength of blown films declines with increasing LDPE content, again attributed to reduced tie-chain concentration.
Figure 6 shows the significant decrease in dart impact strength with increasing level of any of the three LDPEs in LLDPE-1. This effect is also believed to be due to an increase in MD orientation (more unbalanced MD/CD orientation) and the decrease in intrinsic impact strength (decrease in tie-chain concentration) with increasing LDPE content. The error bars in the graph represent the range of dart weights tested for a given film with a particular LLDPE/LDPE blend.
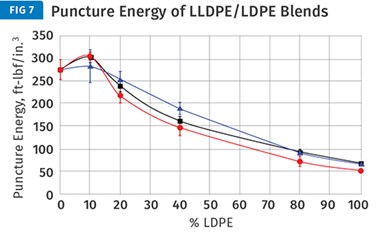
Film puncture energy also declines with increasing LDPE content, presumably as a result of lower tie-chain concentration.
Significant reduction in puncture energy with addition of any of the three LDPEs to LLDPE is plotted in Fig. 7. The decrease in puncture energy appears to be almost linear with LDPE content. This is again believed to be due to an increase in the MD orientation (more unbalanced MD/CD orientation) and a decrease in the intrinsic toughness (decrease in tie-chain concentration) with increasing LDPE content.
What the Study Showed
The trends were remarkably consistent for all three LDPEs tested with LLDPE-1. Melt strength of the blends increased dramatically with additions of small amounts of LDPE, and less so for amounts of 40% to 80%, before declining again for LDPE amounts from 80% to 100%. So these blends of small amounts of LDPE in LLDPE—or vice versa—showed a synergistic effect on increasing melt strength.MD tear strength of blown film went through a minimum as increasing amounts of LDPE were added to LLDPE-1. This trend was found to be related to MD orientation effects.
In contrast, CD tear strength of blended blown films went through a maximum at about 20% LDPE and showed a continuous decrease with higher LDPE loadings.
Intrinsic tear strength, measured on compression molded plaques free of orientation effects, showed a continuous decrease with increasing LDPE loading, believed to be due to decreasing tie-chain concentration.
Similar trends were observed for decreasing dart impact and puncture energy of blends with increasing levels of LDPE. This was again thought to be due to decreasing tie-chain concentration and increased MD orientation in the blown films.
















Related Content

Pregis Performance Flexibles: In the ‘Wow’ Business
Pregis went big and bold with investment in a brand-new, state-of-the-art plant and spent big on expanding an existing facility. High-tech lines, well-known leadership and a commitment to sustainability are bringing the “wow” factor to blown film.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Foam-Core Multilayer Blow Molding: How It’s Done
Learn here how to take advantage of new lightweighting and recycle utilization opportunities in consumer packaging, thanks to a collaboration of leaders in microcellular foaming and multilayer head design.
Read More
Medical Molder, Moldmaker Embraces Continuous Improvement
True to the adjective in its name, Dynamic Group has been characterized by constant change, activity and progress over its nearly five decades as a medical molder and moldmaker.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More