
ROBOTS TO ‘COBOTS’: Next-Gen Automation in Plastics Processing
So-called ‘collaborative robots’ are a new category of ‘human-friendly’ automation that can work safely side by side with people, unprotected by guarding.



Ability to work safely in proximity to humans without protective guarding is a defining feature of collaborative robots. Shown above: Universal Robots’ smallest UR3 model.

Two-armed Baxter and one-armed Sawyer robots from Rethink Robotics have an LCD “face” to indicate the robot’s state and direction of movement.

Kuka Robotics’ IIWA LWR5 seven-axis collaborative model made an impression at last fall’s Fakuma show in Germany.
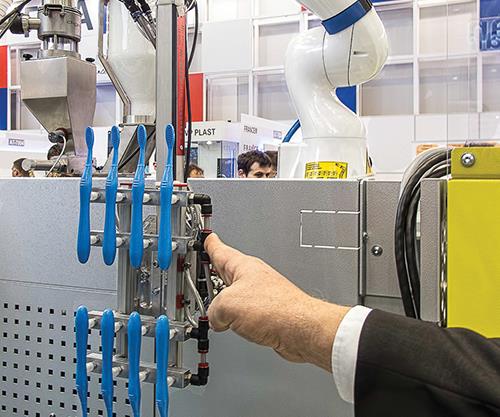
Stopping the Kuka robot in mid-cycle with the touch of a hand.

The Rodon Group was an early adopter of the Baxter collaborative robot. Rodon uses it for menial, repetitive tasks like stacking and packing—jobs a person “would hate to do,” says a Rodon manager.

Working 24 hr without interruption at Rodon, Baxter packs more consistently than a human is capable of and keeps accurate part counts.

Fanuc’s new CR-35iA collaborative robot has a soft green safety covering and a large payload capacity of 35 kg.

California custom molder AMA Plastics has built a dedicated automation team over the last few months to apply robotics to the molding floor and beyond.
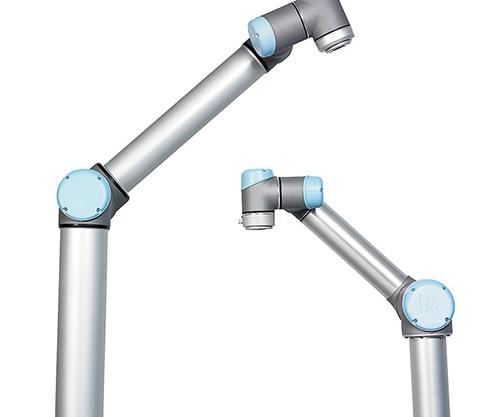
AMA Plastics deploys two UR5 systems from Universal Robots for a variety of tasks. (Shown here: a UR5 and larger UR10.)



The derivation of the word “robot” can be traced back to 1920 and the Czech word for forced labor—“robota”—with its first use coming in a science fiction play by K. Capek entitled Rossum’s Universal Robots. In recent years, a new word and concept for automation has emerged—“cobot”—a mashup of collaborative and robot.
Germany’s Institute for Occupational Safety and Health (IFA) defines the new category thusly: “Collaborative industrial robots are complex machines which work hand in hand with human beings. In a shared work process, they support and relieve the human operator.”



For cost- and quality-conscious plastics processors, that “support and relief” can help offset rising wages, increase worker safety and boost overall efficiency. But the key phrase is, “hand in hand with human beings.” The new “collaborative robots” are distinguished by their ability to work safely in close proximity to humans, without need for protective guarding. While not competing with other jointed-arm industrial robots in terms of speed and precision, collaborative models emphasize lower cost and easy programmability by average personnel.
Although they have been on the market for just a few years, a sizeable number of injection molders already have adopted collaborative-type robots for repetitive, pick-and-place or stack-and-pack operations. So far, four suppliers of these robots have emerged:
• Rethink Robotics, Boston, is a seven-year-old company that put collaborative robots on the map with its Baxter series of two-armed robots, each arm with seven axes. Baxter has 360° sonar and a front-facing vision system to detect human presence and perform its tasks. Its “servo-elastic” control halts motion if an arm meets resistance of less than 1 lb. Its anthropomorphic “face” is an LCD screen with two eyes and a range of expressions that indicate the robot’s “state of mind” and direction of motion.
Last year, Rethink commercialized Sawyer, a one-armed cousin of Baxter that has longer reach, higher payload capacity, and a more sophisticated vision sensor on the seven-axis arm. (For more on Baxter and Sawyer, see Nov. ’ 13 Close Up and Oct. 6, ’15 blog.)
• Universal Robots is a Danish company with a U.S. office in E. Setauket, N.Y. Introduced in 2014, its UR5 and UR10 have one six-axis, articulated arm with true absolute encoders and eight adjustable safety-related functions, as well as 32 built-in I/Os. With a working radius of 33.5 in. (850 mm) and payload capacity of 11 lb (5 kg), the UR5 arm weighs in at about 40 lb. The larger UR10 has a working radius of just over 51 in. and payload capacity of 22 lb. The smaller UR3 model was launched last year.
• Kuka Robotics, Shelby Township, Mich., is the U.S. arm of a German supplier of articulated robots. It introduced the collaborative IIWA (Intelligent Industrial Work Assistant) series with the LWR 5 (Lightweight Robot) in 2013. These robots made their first splash in plastics at the Fakuma 2015 show in Germany last fall, where they appeared as part of the Arburg and Boy Machines exhibits (see Dec. ’15 Close Up).
• Fanuc America, Rochester Hills, Mich., just introduced its first collaborative robots in November. The CR-35iA Collaborative Robot is a six-axis arm described as “the industry’s first 35-kg (77-lb) payload, force-limited collaborative robot designed to work alongside humans without the need for safety fences.” It has a soft outer cover to minimize impact force and is said to stop safely when it touches a human operator or other obstruction. It can integrate Fanuc’s iRVision so it can see what it is picking up.
BAXTER CHIPS IN AT RODON
Custom molder The Rodon Group in Hatfield, Pa., was one of the first manufacturers to adopt Rethink Robotics’ Baxter collaborative robot in early 2013. Two years later, Rodon’s first Baxter unit is still operating, having received several software upgrades, the latest of which (2015) reportedly makes the unit three times faster and twice as precise. Rodon has a building of 125,000 ft2 that houses 109 injection machines from 46 to 400 tons.
Because the firm employs a maximum of seven operators per shift, Baxter has been a valuable addition to handle “labor-intensive, mundane jobs” such as taking parts off conveyors and stacking and layer packing them in boxes, notes Lowell Allen, senior v.p. of manufacturing. “He doesn’t take jobs away from people—he does jobs people would hate to do.” For instance, Baxter is sometimes used to feed scrap into granulators. “It’s noisy and dusty. Imagine doing that all day long,” says Allen.
Baxter has also augmented Rodon’s business: “Baxter allows us to accept jobs that require machine tending all day long, which we could not handle otherwise, without hiring more labor.” He notes that one human operator typically handles 15 machines, and Baxter has helped raise that to 16 or 17 machines in some cases. After Baxter has packed a full box, the operator is needed only to apply packing tape and a label.
“Baxter can be especially valuable on weekends,” says facilities manager Tony Hofmann, “when we might be running 40 machines with three people. Baxter makes a fourth. And since the human operator may be working a long distance away, he just needs to see the green light on top of Baxter’s ‘head’ to know he’s functioning properly.”
Rodon has become so accustomed to Baxter that Allen and Hofmann can’t resist saying “he” and “him” when referring to it. Says Allen, “He’s just another employee —though one that doesn’t take lunch or bathroom breaks. He has worked as long as three months without a stop.”
“We’re highly steeped in robotics here,” adds Hofmann. “Every one of our presses has a robot or picker on it. Our goal is for the robot to handle parts out of the mold and into the box with one robot cycle. But some jobs don’t allow for that, which is where Baxter comes in.” After the press robot places the parts on a conveyor, Baxter can take those parts off the conveyor for packing.
“We use Baxter for long runs, short runs—we move him around to different presses, and just plug him in where we need him. He’s very adaptable,” says Hofmann, “and he avoids the need for another person per shift.”
Allen says one of the most demanding jobs Baxter performed was stacking and packing 5-in. acrylic lighting globes. No scratches or scuff marks could be tolerated. A parts-removal robot handed off the globes to Baxter, equipped with suction cups on his arms. Baxter created array of 40 globes, then placed an insert before starting the next layer. In all, Baxter packed five layers of 40 globes each. “He’s more consistent than humans in stacking. And he keeps an accurate count of the parts—which is very helpful.”
On another job, Baxter packed plastic trowel blades, three at a time, into a box with very little clearance. That job would have required two people because of its complexity. Another benefit on this job was that Baxter doesn’t mind handling hot parts, and in this case, “the parts were warm enough that they could warp if not stacked perfectly,” Hofmann remarked.
Safety is the biggest advantage Rodon sees in collaborative robots. “Full-servo robots are fast and accurate, but you sure don’t want to get in their way when they’re moving,” says Allen. Baxter’s low speed and collision sensitivity alleviate that risk.
Another safety feature is Baxter’s expressive “face.” Says Allen, “The way he turns his head indicates where his arm is going. He also stares at you to let you know he’s aware of your presence. That’s comforting to the QC guys, for example, when they visit the robot’s station.”
The second big benefit is ease of programming. “That’s a big one,” says Hofmann. “In the middle of the night, if Baxter gets off track, there’s no need to get a programmer out of bed. The third-shift person can just hit the ‘teach’ buttons on Baxter’s wrist and lead the arm through its motions, and it will remember them.”
In two years, Rodon has used Baxter to handle parts for personal care, point-of-purchase displays, shelf organizers, toys, and construction implements. “We haven’t made much use of his vision capabilities,” Allen notes. “We would love to use him to sort parts, but we’re not quite there yet.” He adds that the more sophisticated vision capability on the new Sawyer robot can also be applied to Baxter. “With more precise vision we could use Baxter to inspect parts for defects and also to snap parts together for assembly.”
“We had Sawyer in here for a trial,” notes Hofmann. “It’s more compact, and the arm design is unique—it can get into very cramped spaces. A lot of the time we only use one arm of Baxter,” he adds, so Sawyer might be an appropriate solution.
AMA GOES COLLABORATIVE
A more recent convert to collaborative robots is custom injection molder AMA
Plastics in Riverside, Calif. AMA invested in its first collaborative robots last year, a decision made easier by the looming implementation of a statewide minimum-wage increase to $10/hr on Jan. 1, 2016. Some groups in the state are pushing to increase that figure to $15/hr.
AMA currently operates two UR5 systems from Universal Robots. At the same time, it also purchased two LR Mate 200iC conventional six-axis units from Fanuc. The latter are designed for high-speed part handling, machine tending, and assembly. They have the same payload capacity as the UR5 collaborative models—11 lb (5 kg) at the wrist—but AMA added the Fanuc models for higher-speed tasks that the UR5 is not equipped to handle.
At AMA, the four new robots have taken on jobs that largely replace entry-level assembly workers and allow more experienced and skilled employees to move into more demanding roles. The financial decision to invest in automation was pretty straightforward, according to Michael Engler, v.p. of operations.
“The robots cost about $32,000,” Engler explains. “If you run three people around the clock, you’re looking at about $100,000/yr, so you do the math—it’s a pretty quick cost savings. If one robot can run 24 hr a day for a third of a year, the payback is instant.”
In the spring of 2015, AMA hired Jim Hanke as its new director of engineering. An industrial engineer with nearly 30 years’ experience in plastics, Hanke brought expertise in automation, including design and implementation of full production cells. Since Hanke’s hiring, AMA has built a dedicated team of employees focused on deploying the new collaborative systems and other types of robots. “We’re dedicated to making automation work,” Hanke says.
Projects taken on by the Fanuc and Universal robots have included operations like sanding and buffing, inserting o-rings, cutting gates, and handing parts off to workers, welding stations, and automatic testing units. “We were able to pick certain aspects of those jobs that were highly repetitive or required a very intricate task,” Engler says. In one instance, this involved an insert that can be inset in two different orientations, while only one is correct. “By having the robot do it, we get that consistency,” Engler says.
A brand-new task taken on by AMA’s UR5 robots is an assembly that requires laser engraving. This will be handled by a Universal robot with a vision sensor that will verify part quality.
In a gaming industry application, workers had been tasked with placing heated inserts to a proper depth, posing safety and quality issues. AMA created an enclosure where the UR5 picks up the hot pin and inserts it to a controlled depth. For another part, workers had removed small left and right elastomer components from three presses by hand. Now, the robots handle the removal and inspection to separate the left from the right. Using a traditional three-axis robot for this particular job would require a special end-of-arm tool that would have to move in conjunction with the various machine strokes. “A three-axis would be limited,” Hanke says. “The Universal can go in there and do all that because of the additional access.”
Hanke admits he was initially skeptical about collaborative robots, but he has since warmed to the concept for certain applications and job scenarios. “If you want to do collaborative, it has to be safe,” Hanke says. “You’ve got to have the robot toned down for the speed. If you want to sit this next to people that are doing assemblies and taking away some of those operations, it’s great.”
Engler concedes that collaborative robots won’t match up in a head-to-head race with specially designed, high-speed packaging robots, but he says that’s not the point: “If you’re a high-speed packaging supplier and you’re used to running sub-7-sec cycles, you’re not going to use a collaborative robot,” Engler says. “But if you’re me and you have process cycle times that are a minute, two minutes sometimes, then these are really applicable.”
(Learn more about AMA in the May 2015 On-Site feature.)
















Related Content

Tracing the History of Polymeric Materials, Part 25: Silicones
The long road to the development of silicone resulted in a chemistry that is remarkably versatile.
Read More
Multi-Purpose TPV with Post-Industrial Recycled Content
Teknor Apex’s new Sarlink R2 3180B TPV offered with 25% PIR content.
Read More
Fast-Cycling Selective Laser Sintering System
Nexa3D announced the QLS 260 for metal and polymer production.
Read More
Thermoplastic Elastomers With Recycled Content for Automotive Applications
Avient announced new grades of TPE to meet demand for recycled content.
Read MoreRead Next

Up Close And Personal With Rethink Robotics’ Sawyer Robot
Without fail, whenever there are robots in a booth at a trade show, people are going to stop and stare.
Read More
Injection Molding, California Style
There are particular challenges associated with plastics processing in the Golden State. But opportunities beckon for those who can overcome them. That’s the story of AMA Plastics.
Read More
‘Collaborative’ Robot Works Alongside Human Workers
The goal of Baxter's builder is to make U.S. manufacturing more globally competitive by making automation more affordable and easier to implement.
Read More