
Hot/Cold Injection Molding: Which Approach Is Best for You?
The hot-and-cold molding process gives molders a new tool to achieve top-quality esthetics or to fill challenging thin-wall parts. There are a number of options in heating methods, and this article discusses the ins and outs of each.
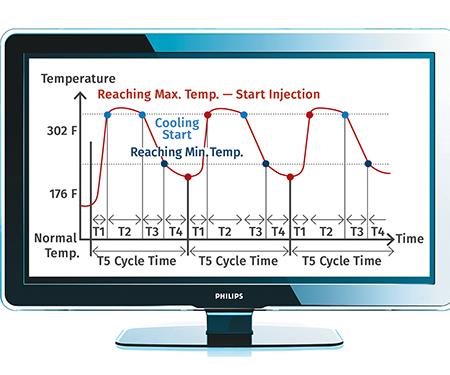
FIG 1: Typical hot/cold injection molding temperature cycle, superimposed on a TV bezel with piano-black surface finish molded with the steam RHCM process.

Two parts molded with the induction-heating IH RHRC process: Imitation-leather stitching (above) for auto interiors; and BenQ projector housing (below).

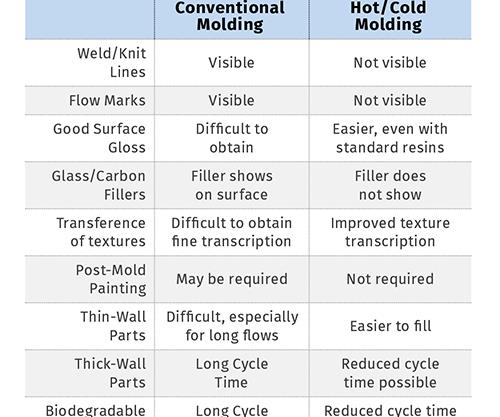
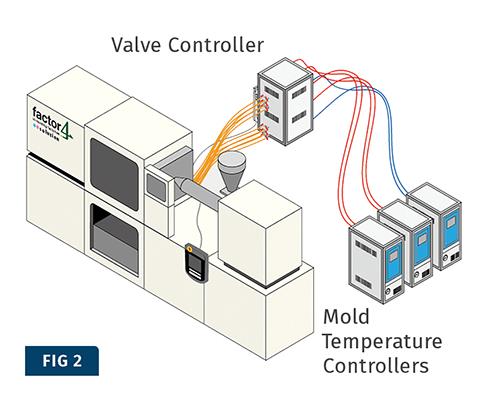
FIG 2: Hot/cold molding cell using water as heating medium.
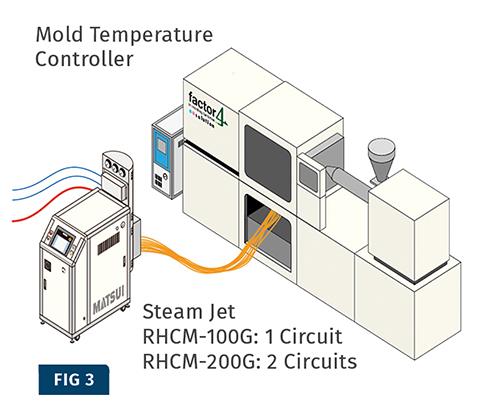
FIG 3: RHCM molding cell using steam as heating medium.
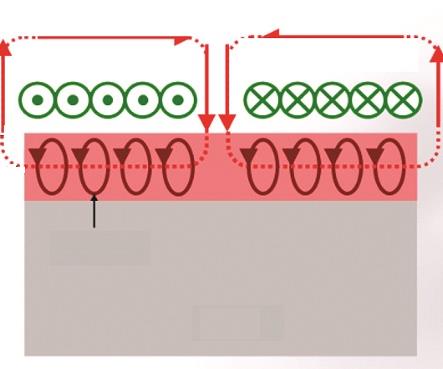
Induction heating generates eddy currents in just the surface layer of the cavity steel. It does not require heating the bulk of the tool.
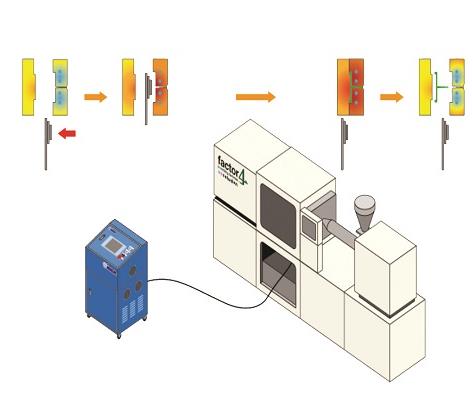
Hot/cold molding cell using electromagnetic induction heating with the induction coils mounted on a robot, so no mold modification is required.



Despite the many advances in injection molding technology, challenges remain in producing visually acceptable parts with high esthetic requirements, free of molded-in stress, and with high dimensional stability, as well as reliably filling thin walls with high flow lengths.
In the early 2000s, several Japanese companies collaborated in developing a molding technology that could satisfy the most stringent surface-quality requirements of their demanding electronic consumer-goods clients. In 2002, Ono Sangyo Co., a leading contract injection molder with a substantial processing technology department, introduced and patented the Rapid Heat Cycle Molding (RHCM) process. In 2009, Matsui Manufacturing Co., the leading plastics auxiliary equipment manufacturer in Japan, joined the RCHM alliance as a manufacturer of a controller for the process. This technology is based on steam as the cavity-heating medium and gained rapid acceptance among Asian consumer-electronics OEM’s.


During the following years, the technology became the default molding process for the production of flat-screen TV bezels, adopted by major brands like Sony and Samsung. Originally, these TV bezels were injection molded, painted, and subsequently clear coated. The RHCM process allowed for molding of TV bezels with molded-in color instead of paint, having a high-gloss surface and free from cosmetic defects such as visible sink marks and weld lines. This approach led to significant cost reductions by eliminating secondary operations and VOC emissions from painting and coating lines.
Despite its obvious and proven benefits, the technology was slow to gain acceptance in other end-user industries and geographical areas. It was not until late in the 2000s when several European companies entered the field and introduced alternative hot/cold molding technologies. (In Europe, the technology is commonly referred to as Variotherm, a widely used term that is a registered trademark of Hofmann Innovation Group in Germany.)
Today, hot/cold molding is gaining rapid acceptance in automotive interior applications and many other consumer-goods applications requiring high surface aesthetics.
CHOICES AMONG HEATING MEDIA
In conventional injection molding, molten polymer enters the mold cavity and contacts the cooler cavity surface. This produces an instantaneously frozen skin layer. This quick transition slightly changes the molecular structure of the polymer, which results in loss of some of the natural gloss of the material. Additionally, polymer adjacent to the frozen skin layer cools rapidly and flows with an increased viscosity relative to the warmer core of the melt front, leading to various kinds of visible imperfections.
The principle of hot/cold molding technology is to raise the mold-cavity surface temperature prior to the polymer entering the cavity, and to subsequently cool the mold cavity once filled, just like in conventional injection molding (see Fig. 1).
Preventing the polymer surface from instantaneously freezing during filling allows the material to retain its natural gloss. Additionally, the melt flows with mostly uniform viscosity throughout the filling process, preventing many of the commonly recognized surface defects associated with conventional injection molding (see accompanying table and images of hot/cold molded parts).
While chilled water is the common cooling medium in hot/cold molding, the processor has several choices in selecting the appropriate heating medium. The choice can be based on personal preferences and available financial budgets, but the main criterion remains the mold-surface temperature that must be attained for a given polymer in order to realize the benefits of hot/cold molding.
OPTION 1: HOT WATER
Pressurized hot water as a heating medium typically requires the least capital equipment investment and, in most cases, modifications to the tool or tool design are not required. The existing cooling channels in the mold are frequently used to circulate hot water in order to get the cavity temperature to the desired level. Using hot water as the heating medium makes this technology a very easy and low-cost option for conducting mold trials during part development and in retrofitting existing injection molding applications with the hot/cold molding process.
The required equipment typically consists of a fluid temperature-control system with one heating and one cooling circuit and a valve bank for fast switching between the heating and cooling circuits (Fig. 2).
While a water-based solution is an easy, relatively low-cost alternative, the process has limitations to be considered. The most limiting factor is the maximum temperature that can be achieved efficiently with water, which is typically about 160 C (320 F). There are systems that can achieve slightly higher temperatures, but if the material and process require cavity surface temperatures above the aforementioned levels, the limited heat capacity of water will substantially increase cycle time relative to other media.
The heat energy and attainable temperature with water are typically sufficient for certain semi-crystalline materials and if the main objectives include improved flow in thin-wall applications with high flow lengths or minor surface improvements. But this heating approach is limiting for certain higher-temperature amorphous materials, as well as for molding applications with short cycle times or that involve foaming.
OPTION 2: HOT OIL
The main benefit of hot oil as the heating medium is its very high heat-transfer characteristic. Also, oil can be heated to 320 C or 608 F, making it suitable for specialty polymers such as PEEK or high-carbon-content polymers. It is relatively easy to implement, and the capital equipment costs are comparatively low. Although the existing cooling channels in the mold could be used to circulate oil in the development or prototype stage, a production tool needs dedicated heating and cooling channels, so some mold modification is necessary.
The main disadvantage of an oil-based system is one shared by hot water: that it requires heating and then cooling a mass of mold steel between the cooling channels and the cavity surface—the only part affecting the plastic—extending cycle times. An oil-based solution should be considered only for very high-temperature resins and where other technologies cannot deliver the desired benefits.
OPTION 3: STEAM
Of all the available technologies, steam heating has been practiced the longest and offers the highest economic benefit for most applications, especially in high-volume part production. Steam carries more than six times the heat energy of water and 18 times that of oil, therefore allowing for significantly faster overall cycle times than with the other liquid media. Attainable temperatures are slightly higher than those achieved with water. The capital equipment costs are slightly higher than with a water hot/cold systems; in addition to the control unit, this approach requires a boiler to produce the steam (see Fig. 3).
Today’s boilers for this type of application are compact and are typically placed right next to the injection molding machine along with the control unit. Tools used for steam hot/cold molding should have separate heating and cooling channels. The heating channels should be placed as close as possible to the cavity walls to attain a higher cavity wall temperature, to reach the desired temperature quicker, and to heat as little steel as necessary, requiring less energy to be removed during the cooling cycle.
OPTION 4: INDUCTION HEATING
Electromagnetic induction as a heating medium is the latest development in hot/cold molding technology (Fig. 4). This technology allows for precise temperature control, temperature variations in different locations in the mold cavity, very rapid temperature cycling, and relatively high maximum temperatures (>200 C, 400 F).
Several different types of systems are available on the market; most require the induction coils to be integrated in the mold. Matsui’s induction heating technology (IH RHRC) heats only the cavity surface by means of robotically mounted induction coils, which are held briefly in front of the cavity half of the mold prior to mold closing. This allows the utilization of any standard tool, without making any modifications or specialized knowhow. Capital equipment requirements are limited to the induction heating control system, application-specific induction coils, and their integration into the back side of the injection molding takeout robot. Alternatively, the coils can be mounted on a dedicated robot actuator that moves in and out of the mold area (Fig. 5).
Induction-based hot/cold molding offers an economical processing solution that can be implemented on existing tools, achieving improved processing results without major sacrifices in productivity. With the typical heatup rate of 70- 110° F/sec, and typical cooldown rate of about 50° F/sec, induction heating provides for a highly dynamic thermal cycle. Some induction heating solutions limit the practical size of a molded part to approx. 20 in. square and also limit three-dimensional parts to about a 1-in.draw.
IMPLEMENTING THE TECHNOLOGY
Hot/cold molding applications are typically defined either during the plastic part design phase, in which case differentiating attributes can be achieved at a lower part cost, or as a problem-solving strategy in existing programs. Examples of the latter include elimination of sink marks and weld lines and improving flow for hard-to-fill parts.
The user of hot/cold molding technology realizes the highest economic benefit if the part and tool design are done with this technology in mind from the start. In this case, parts with Class A surface requirement can be produced without the need for costly painting or coating operations. Hot/cold molding also facilitates special surface characteristics, such as metallic effects or simulated leather stitching, without the need for secondary process steps (see accompanying photos).
In upfront planning for hot/cold molding, the tool design must consider the need for heating the cavity walls. As mentioned above, heating channels or heating coils should be placed as close as possible to the cavity surface to attain maximum efficiency. In the last few years, many challenging hot/cold molding applications with difficult geometries and deep draws have been realized with the use of conformal heating and/or cooling. In these applications, the heating or cooling source follows the contour of the part or, ultimately, the cavity. Conformal heating and cooling allow for a very uniform cavity temperature across the part and for faster cooling because there is typically less heat to remove.
The advent of 3D printing with laser-sintered metal powders has greatly enabled production of conformal cooling systems, either as direct inserts into the mold, or as “lost-core” models for casting conformal cooling systems. In addition to conformal cooling, the recent introductions of high-thermal-conductivity mold coatings and materials have further enhanced the possibilities and efficiencies of the hot/cold molding process.
Once the decision to implement hot/cold molding has been made, determining which technology to use will require careful evaluation of the application. The first input is the material to be processed; this will dictate the required minimum temperature to be attained. Additional inputs are desired surface characteristics, size and geometry of the molded part, volume and duration of part production, and cycle-time and throughput requirements. Extending the cycle time by 5 sec for hot/cold molding a tablet housing that is running conventionally with a 12-sec overall cycle is much more detrimental than extending the cycle by 5 sec for a large automotive part with a 55-sec overall cycle time. For the tablet application, the user might accept a higher capital equipment investment in return for the most dynamic heat-transfer technology that can achieve the fastest possible cycle time.
Most hot/cold equipment manufacturers provide application engineering support, which should be consulted within the project-definition and the implementation phase. It is best to engage with a supplier that can provide a set of different hot/cold molding technologies in order to end up with the choice that is best suited for your given application.
















Related Content

How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More