
Hot Runners & 3D-Printed Molds Headlined at K Show
Automotive was a key focus for hot-runner developments. 3D-printed plastic prototype tools were another highlight.


Incoe’s new DF 12 nozzle is designed for automotive molds requiring very long nozzles in tight installation spaces. No wiring is exposed inside the mold.
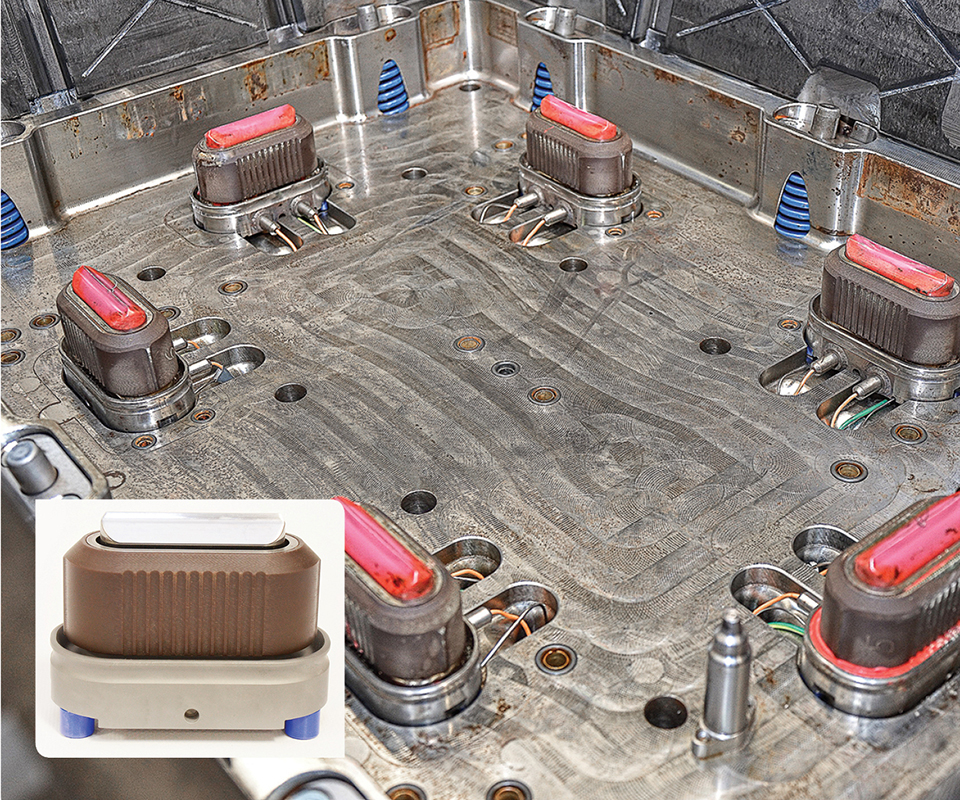
Haidlmair’s new FDU nozzle for large parts resembles a sheet die in spreading the gate out into a wide slit, reducing pressure drop and shear on the melt. Here are six FDUs installed in a mold.

3D printed injection core and cavity for electronic components, made by Robert Seuffer GmbH in Germany, using Stratasys “digital ABS” photopolymer.

Printed plastic blow mold for a PET bottle made with Stratasys Polyjet system.
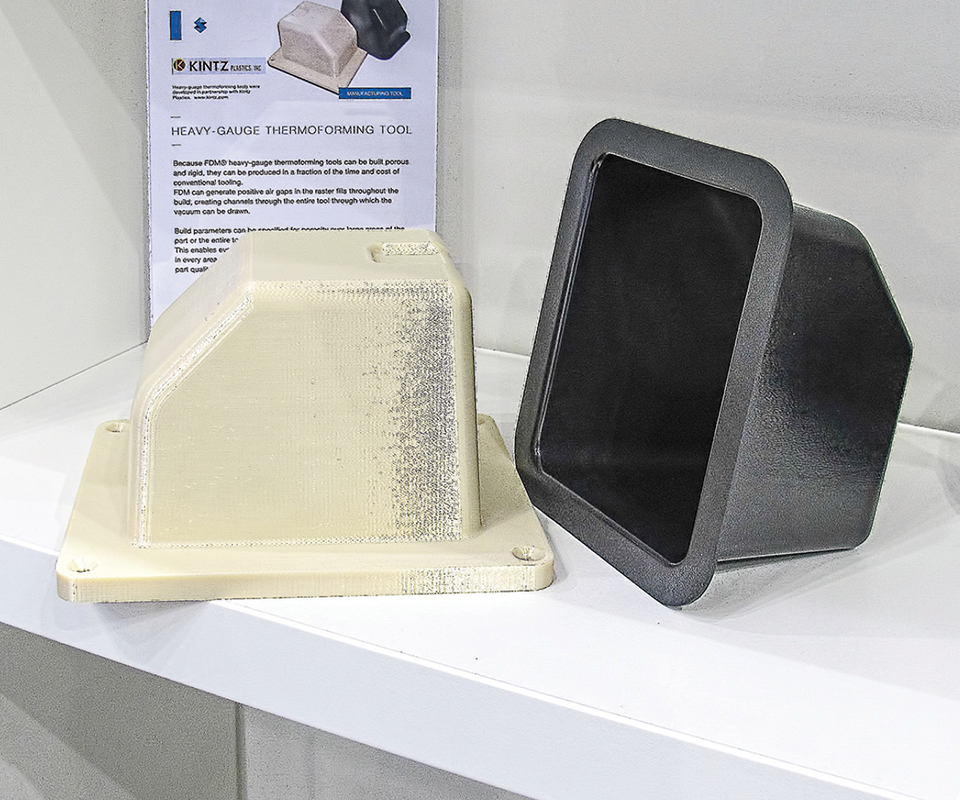
Stratasys FDM-printed tool (left) for thermoformed part (right). The tool is inherently porous, so no vacuum holes are needed.
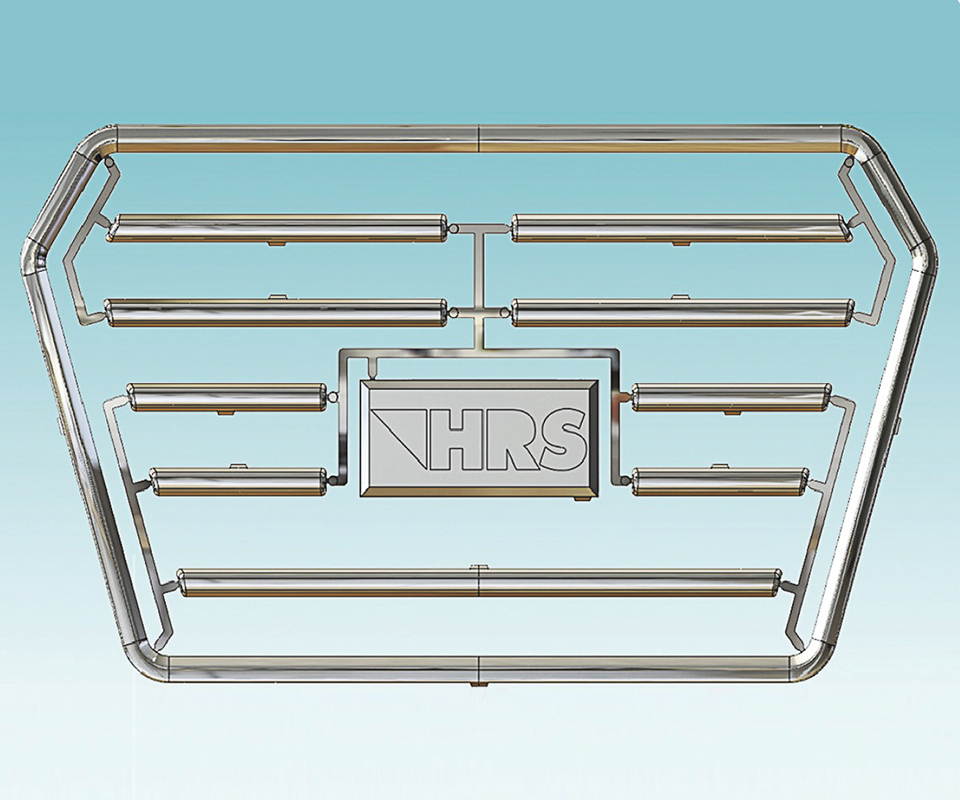
HRSflow demonstrated balanced filling of this vehicle front grille in a family mold with 11 pieces differing in volume by up to 20:1. Company’s FLEXflow servo-driven sequential valve-gating system filled all cavities in the same time period with quality sufficient for chrome plating.


Hot runners and controls, 3D-printed tooling, standardized mold components, and new developments in mold heating and magnetic clamping constituted much of the tooling-related news at K 2016 in Dusseldorf. The show was short on truly novel developments in hot runners—with one exception—but numerous incremental advances were on display. Much of what was new there was reported in the months leading up to the show or in reviews of other shows such as Fakuma 2015 and NPE2015. Without repeating previous headlines, this report is devoted to new and enhanced products not covered previously and to additional information gleaned at the show on some previously announced developments.
PRINTED PLASTIC MOLDS SHOW PROMISE
Skeptics about the idea of molding plastic in plastic—i.e., 3D-printed plastic tooling inserts—saw their most convincing evidence at the booth of Stratasys, Inc., Eden Prairie, Minn. That exhibit featured numerous examples of what Stratasys customers are doing with printed plastic tooling for injection molding, blow molding, thermoforming, and composites fabrication. The main emphasis was on injection, where the message was that you can mold anything from polyolefins, styrenics like ASA, and TPE to engineering materials—nylon, PC, acetal, 30% glass-filled Noryl (PPE alloy), and even 40%-glass PPS—as well as very complex shapes involving side actions, numerous ribs, internal and external threads, etc., with today’s 3D-printed tools. The main limitation is that injection temperatures need to be below 300 C (572 F). How many shots the plastic tools are good for depends on the material being molded and the part—the more complex the geometry and the thinner the walls, the shorter the tool life. Tool life can range from as few as five to 20 shots to as many as 700 to 800 shots, even with engineering resins.
These results have been obtained by customers using Stratasys Polyjet inket-style printers, that dispense droplets of liquid acrylic photopolymer, which are quickly hardened with UV light. The most popular tooling material is what Stratasys calls “digital ABS.” It’s not a polymer grade as such, but a blend that is formulated on the machine during the inkjet deposition process. Multiple heads on the Polyjet machine can dispense different colors or materials in the same spot, so that they blend before being hardened. In this case, droplets blend two Stratasys materials, chosen for heat resistance in one case and toughness in the other, so as to mimic ABS properties.
Because the plastic tooling inserts are poor heat conductors and have no internal cooling, the molds were cooled with air between cycles, which can be as long as 100 sec for an acetal part. Stratasys says a university has printed mold inserts with conformal cooling channels and that the results are encouraging.
Stratasys showed at K that printed plastic molds can also be used to prototype blow molded bottles and thermoformed shapes. In the case of thermoforming, a different type of Stratasys printer, using the FDM process of extruding and fusing thin plastic filaments, produces a porous mold that needs no drilling of vacuum holes. Other exhibits displayed printed plastic layup tools for vacuum bagging glass- fabric composite prepregs. In one case, soluble material was used to print a core for laying up a composite tube with curves and bends. The printed core could be washed out after curing the carbon-fiber/epoxy part.
HOT RUNNERS & CONTROLS
One of the more unusual hot-runner developments at the show was a special nozzle for large parts that reportedly can handle more melt volume with less shear than conventional nozzles. Developed by Austrian moldmaker Haidlmair (North American plant in Concord, Ont.), it draws on the company’s experience in extrusion flat dies for film and sheet. Called the Flat Die Unit (FDU), it is an open nozzle that abandons the usual round opening for a wide slit in which the melt flows over a triangular shape resembling the profile of a flat die. The FDU was shown in action at three machine suppliers’ booths—Milacron, Wittmann Battenfeld, Inc., and Stork of The Netherlands.
Haidlmair presented several comparisons of molding parts with the FDU vs. conventional open round nozzles. In one case, an FDU 58 mm long x 0.5 mm wide provided 5.9 times the flow volume of a 2.5-mm round nozzle with approximately equal shear rate. Because the FDU gate is only 0.5 mm wide, it allows for faster gate freeze than the round nozzle. In another case, one FDU molded a 500 g PP part with the same fill rate and shear rate as two 2.5-mm round nozzles, but at 5-10% lower cycle time. Haidlmair claims that the lower shear provides less stress on the melt and more uniform fill temperature than conventional nozzles.
The FDU is still developmental and is currently available only with Haidlmair molds. The company hopes to make it fully commercial this year. It is also working on an FDU 2.0 version for 2017 that will leave less gate vestige and have faster cycles.
In other hot-runner news, Gunther Hot Runner Systems, Inc. (U.S. office in Hoffmann Estates, Ill.) has updated its OktaFlow multi-tip nozzle for side gating with improved sealing. It’s available in radial or linear versions for up to 128 cavities.
Hasco of Germany (Hasco America Inc., Fletcher, N.C.) introduced Vario Shot nozzles in the 61 series for manifold applications and 62 series for single-nozzle systems. New pressed-in heater in the brass body is said to provide better heat transfer, while the titanium head has low heat transfer.
The units boast larger flow channels—e.g., 5 mm (up from 3.5 mm) on a 25-mm head diam. The nozzles are suited to shots from 30 g to 23 kg. A new thermal hot tip is designed for PC and acrylic optical products. Nozzle lengths are 56 to 300 mm. Also new is a pair of economical G 1250 controllers for small systems with one or two zones (digital LED readout).
HRSflow of Italy (U.S. office, Byron Center, Mich.) offered another impressive demonstration of its FLEXflow servo-driven valve-gate line for sequential or cascade molding of large, cosmetic automotive parts. Korean molder Woojin Plaimm produced a PC/ABS vehicle front grille for chrome plating, which requires very high surface quality. Most remarkable was the use of a family mold with 11 separate parts, with a size ratio of 20:1 between the largest and smallest parts. Formerly, it required separate molds to produce all the different shot weights and still meet the surface demands for chrome-plated parts. With FLEXflow sequential valve gating, one mold and filling process balanced the melt flow to fill all the different shot weights in the same period of time and with the required quality.
A new control option for the FLEXflow system is called FLEXflow One. It eliminates the need for a standalone controller. Instead, a tablet-like touch pendant (or External Smart Interface, ESI) is used to program, in multiple steps, the needle stroke, position, and velocity of every nozzle in a mold; these settings are saved on a memory card in a driver module mounted on the manifold. The ESI is not needed again until the user wishes to modify or change the setup.
Heitec Hot Runner Technology, represented here by Technoject Machinery Corp., Bolton, Ont. (Technoject Machinery Corp./Heitec), introduced a very small (11-mm diam.) nozzle with fully soldered construction that reportedly eliminates any air between components and provides a very narrow processing window. In addition, the company brought out a new control for needle drives that uses twin servo motors to profile opening/closing speeds. It also stores operating recipes for different molds, and programmable limits on needle force will signal an alarm if pin movement is obstructed. A spokesman said that when running highly filled materials, the system can be set to stop pin movement before the final increment of closing position in order to reduce wear.
Among several announcements by Husky Injection Molding Systems Ltd., Bolton, Ont., was the Ultra Helix 350 valve-gate nozzle, a new smaller size (0.35 in. OD), added to previous models (0.5 and 1 in.) introduced at NPE2015. Husky claims both unmatched gate quality and “the longest gate life of any valve gate currently available.”
In addition, Husky is offering its Ultra Side Gate in a new inline configuration with two or four tips (vs. the previous star pattern). Also new is the Lucent system for automotive lighting. The angled manifold can carry hydraulic or pneumatic valve gates. It can be made in all stainless steel. The Ultra Seal and collar control compression within the nozzle to prevent leaks. For automotive molds requiring long nozzles but tight installation spaces, Incoe, Troy, Mich. (incoe.com), showed its new Direct Flow DF 12 nozzle (valve gate or open tip) with 12-mm flow diam. Its reduced outer dimensions and simplified mold cutout are based on the patented MultiPower heater, which offers two heating zones for nozzle lengths up to 600 mm. It features no exposed wiring inside the mold. A DF 8 version is in development, and more sizes are promised.
Männer, one of three hot-runner suppliers in the Barnes Group (U.S. office in Lawrenceville, Ga.; Manner USA Inc), showed off a more compact, second-generation e-plate actuator for all valve pins in a mold simultaneously. A servo-driven cam provides two-speed closing. Optimum gate quality is said to be provided by retracting the pins a tiny bit after closing.
The other news from Männer is a custom mold-validation service for tools that it builds. This can include qualifying the mold design based on the original drawings, qualifying the mold’s cooling capacity, design-of-experiments (DOE) tests to find optimal running conditions and define the process window, and a final acceptance run of parts that are sent to the customer with a quality-measurement report. Männer currently has customers in medical/pharmaceutical markets using this service and others coming in packaging and personal care.
Mastip, Inc. of New Zealand (U.S. office Slinger, Wisc.) has come up with a new conductive hard tip for its nozzles to resist wear from highly filled materials. The G5 tip utilizes a special grade of carbide and a TiN coating to achieve 60-65 Rc hardness. It is accompanied by the H5 nut, or gate insert, composed of a new grade of steel.
Milacron, Cincinnati, showed off the latest Mold-Masters Dura+ automotive lens systems, introduced at Fakuma 2015 (see Jan. ’16 report), which boast new gate styles and increased number of temperature zones on the manifold. Milacron also showed off its Mold-Masters Summit stainless hot runners (introduced at NPE2015) and Sprint system for caps, with new color-change tips. Its brand-new Max servo controller is gaining more mold functions, such as hot-runner and water temperature control, in addition to control of servo axes such as valve gates.
PSG Plastic Service GmbH in Germany (acquired last year by Meusburger, which has a U.S. office in Charlotte, N.C.) exhibited new two-piece manifolds that are vacuum brazed or diffusion welded. These manifolds allow for smooth bends in melt channels, rather than sharp, gun-drilled corners, so as to eliminate hangup zones and permit easier color changes. PSG also showed its new PipeLine manifold system for hydraulic valve gates. It’s designed to utilize one circuit to actuate multiple valves, and it uses the oil, instead of water, for cooling as well.
PSG also had new developments in controls. Its varioFill sequential valve-gate system, which requires manual setting of proportional valves, has been supplemented by the VCON electronic system, which offers two-speed opening and a sensor in the nozzle head that senses the arriving melt and passes on the signal to open the nozzles. The varioFill system also has been enhanced with a slow opening setting to avoid hesitation marks in sensitive products such as optical parts. And PSG’s new profiTemp+ hot- runner controller has a touchpanel and is much more compact than previous versions with multiple digital zone readouts. The new version comes in models for six to 24 or 48 zones. A new app for mobile devices allows users to view the controller display on their device and to make setting changes remotely.
Synventive Molding Solutions, Peabody, Mass., another member of Barnes Group, introduced its SVG+ sequential valve-gating control system. It includes valve-pin monitoring via hall-effect sensors so you can check pin movement from outside the mold. A monitoring box with LCD shows opening times for two selectable zones (of 24), while status lights provide real-time indication of open, intermediate, and closed positions The system uses Synventive’s SynCool 3 waterless, self-cooling actuators (hydraulic or pneumatic). A handheld pendant is available to display pin positions and opening speeds. It clips onto the machine with a magnet.
THERMOPLAY SPA of Italy, another Barnes Group sister company (represented by ALBA Enterprises, Rancho Cucamonga, Calif.), introduced the F 011 mini valve-gate nozzle for small parts like caps and cosmetic items. It has an 11-mm diam. and 13-mm minimum pitch. It’s available with pneumatic or hydraulic actuation, cylindrical or conical pin, and length from 56 to 106 mm. Also new is a special high-pressure valve-gate nozzle for fast cycles in thin-wall packaging. It offers improved sealing to compensate for high injection pressures, a wider melt channel for faster injection, better thermal exchange between pin and cavity plate for faster cooling of the gate area, and mechanical clamping even when not thermally expanded in case of accidental cold startup. The design is available for FN and DN nozzles and for pneumatic or hydraulic actuation.
Top Grade Molds Ltd., Mississauga, Ont., has a new, large single valve-gate nozzle for packaging and pails that provides 50% more throughput than its previous model. The company also showed a new, patented dynamic nozzle seal that is a three-piece assembly with two degrees of freedom to move while maintaining a seal. It’s for screw-in nozzles, which can skew as they expand thermally. This design floats the nozzle inside a lock nut so that it always remains straight, the company says.
In hot-runner controls, the news from Gammaflux, Sterling, Va., is the firm’s first integrated combination of its G24 temperature controller and its SVGC sequential valve-gate controller in a single console for up to 48 zones. New features include ability to monitor temperature, flow, and pressure of water in the mold, Industry 4.0 compatibility, improved early leak detection, improved Mold Wizard (v. 2.0) to aid setup and configuration, communication with the Kistler cavity-pressure monitoring system, and ability to control up to four different molds simultaneously. The company is also working on a servo control system to handle multiple mold functions.
S.i.S.E. of France (SISE Plastics Control Systems, Inc. Atlanta) introduced its M Series, V3 “L” controller (free-standing on a wheeled base) for up to 96 zones. It has a 10-in. color touch- screen as standard and provides easy access to the electronics through lift-out card racks. Coming early this year is an M Series V2 XL version with up to 168 zones and optional 10- and 15-in. touchscreens.
MOLD HEATING DEVELOPMENTS
RocTool Inc. specializes in rapid induction heating of molds for hot/cold (variotherm) molding and composites. In the past six months, it has built test tools to examine how different materials respond to this type of heating: Can it make parts stronger by eliminating weld lines and stresses? Can it allow parts to go thinner? Can flow lengths be increased? RocTool has been comparing induction and conventional mold heating with a range of materials and subjecting test parts to a full range of mechanical testing. RocTool is building a database that currently includes at least 30 materials.
A different hot/cold heating approach called the Z-System for “partial dynamic temperature control” was introduced by Hotset of Germany (U.S. office in Swainsboro, Ga.). Intended for local heating of specific areas of the mold, the concept involves placing electrical heaters in pockets machined behind the cavities. This is said to achieve heating rates of 25° to 60° C/sec. At relatively low cost and low energy consumption, this approach is said to have all the benefits of variotherm molding—erasing weld lines, enhancing gloss, and improving thin-wall molding. It is designed for relatively small parts.
HIGH-PRODUCTIVITY TOOLING
StackTeck Systems Ltd., Brampton, Ont., showed off its latest TRIM (Thin Recess Injection Molding) design for a single-serve PP yogurt cup. Compared with a standard weight of 6.1 to 6.2 g for a 300:1 L/T cup, the new version weighs only 5 g. Stacktech uses modeling software to thin out the bottom of the cup while using thin ribs as flow leaders to the sidewalls. The TRIM design also thins the top quarter of the sidewall to 10 mils vs. 14 mils for the lower portion. The result cuts weight but retains good topload strength and a smooth inner surface for “spoonability.”
MAGNETIC CLAMPING ADVANCES
Tecnomagnete of Italy (U.S. office Sterling Heights, Mich.) highlighted two improvements to its IPC magnetic clamping system: a new touchscreen and an interface to injection machine controllers (Engel’s among them) that transmits data on the actual magnetic holding force and can automatically adjust clamp opening force for smaller molds.
MOLD COMPONENTS
CUMSA USA LLC, U.S. subsidiary of Spanish firm, has extended the size range of its double-rack lifter system for releasing undercuts. The new smallest size is the DR 16 (16-mm nut that holds the two legs) and the new largest sizes are the KR58200L and KR76200L (58- and 76-mm nut). Also new is the ability to cool the angle pin all along its length by means of a heat pipe.
New from Hasco is the Z 1897 SmartLock, said to be the first to combine the advantages of a slide retainer and a limit switch. It reportedly offers precise end-position control, continuous monitoring of the end position, and friction locking and electric position sensing.
Meusburger of Austria (Charlotte, N.C.; meusburger.com) introduced a number of new components:
• E 3330 and E 3360 compact slide units with DLC coating for wear resistance;
• E 1522 and E 1524 ejector-set accelerators, which provide additional stroke;
• DLC-coated flat (E 1820) and round (E 1840) latch locks;
• Expanded range of hydraulic cylinders with up to 200-mm stroke;
• HSS ejector pins with high-temperature resistance and DLC-coated ejector blades;
• E 1352 flat-face centering unit with a round fitting.
Progressive Components, Wauconda, Ill., has added a press maintenance module to its CVe Live mold monitor. The new module allows for manual input of data on press maintenance and on which presses a certain mold runs best. Also new are user alerts by email or text. (See Sept. Keeping Up for a new screw-in USB mold-memory device from Hasco.)
















Related Content

Why Shoulder Bolts Are Too Important to Ignore (Part 1)
These humble but essential fasteners used in injection molds are known by various names and used for a number of purposes.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read More
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read More
Why Shoulder Bolts Are Too Important to Ignore (Part 2)
Follow these tips and tricks for a better design.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More