
How to Prevent Stress Whitening in PP Copolymers
A look at causes, detection, and prevention.

Interior automotive components such as instrument panels are typical applications where stress whitening is a concern.

Whitening or blush occurs on the part surface after impact or deformation.
There are many factors to consider when seeking a robust solution to stress whitening.
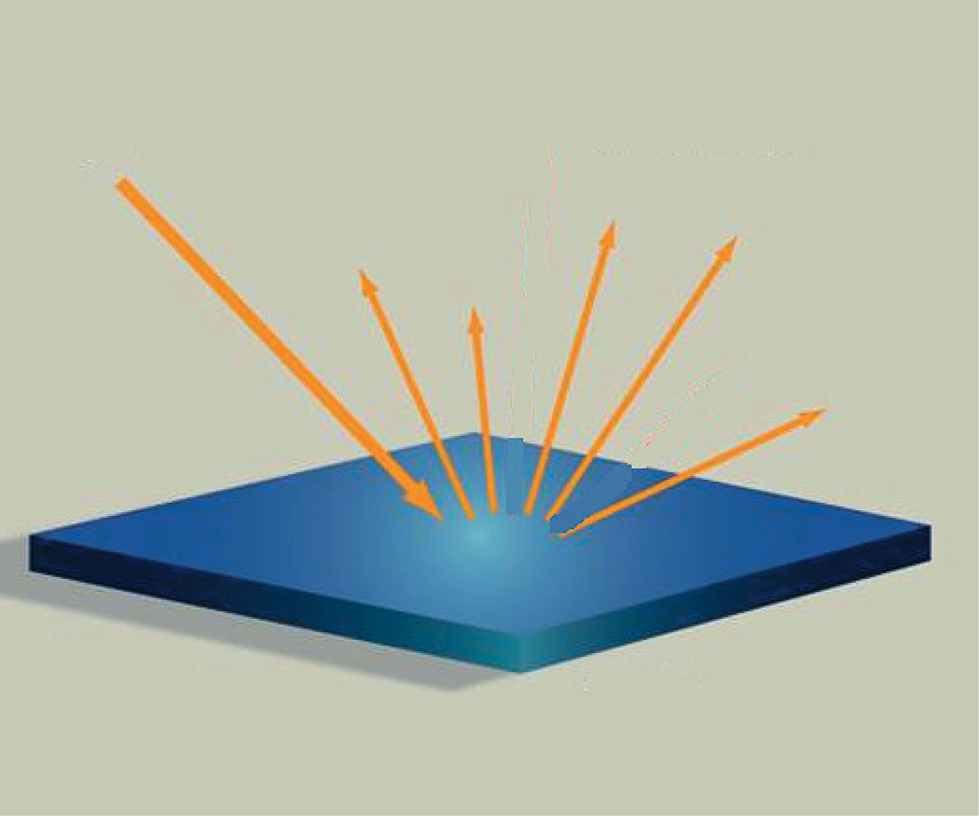
Light is scattered differently in the stressed areas, resulting in a whitened appearance.
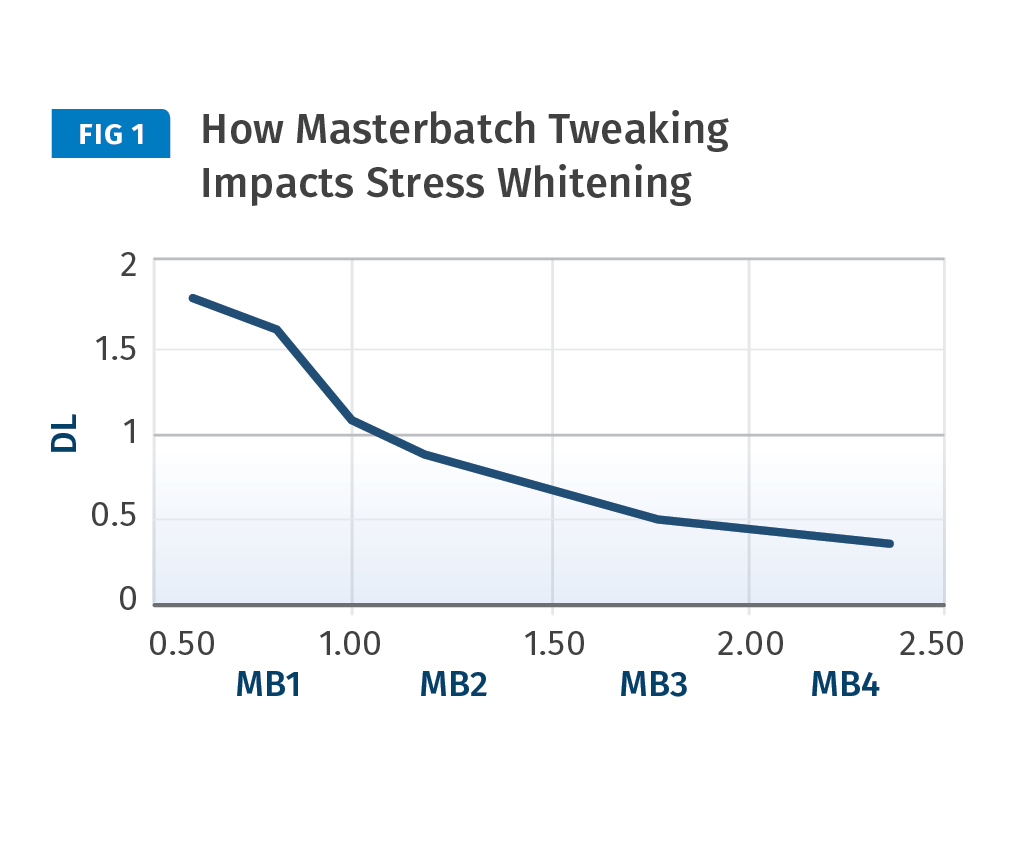
Tweaking masterbatch formulation can lead to substantial differences in stress-whitening propensity. This graph shows the effect of four different masterbatches on change in lightness (DL) before and after impact testing.
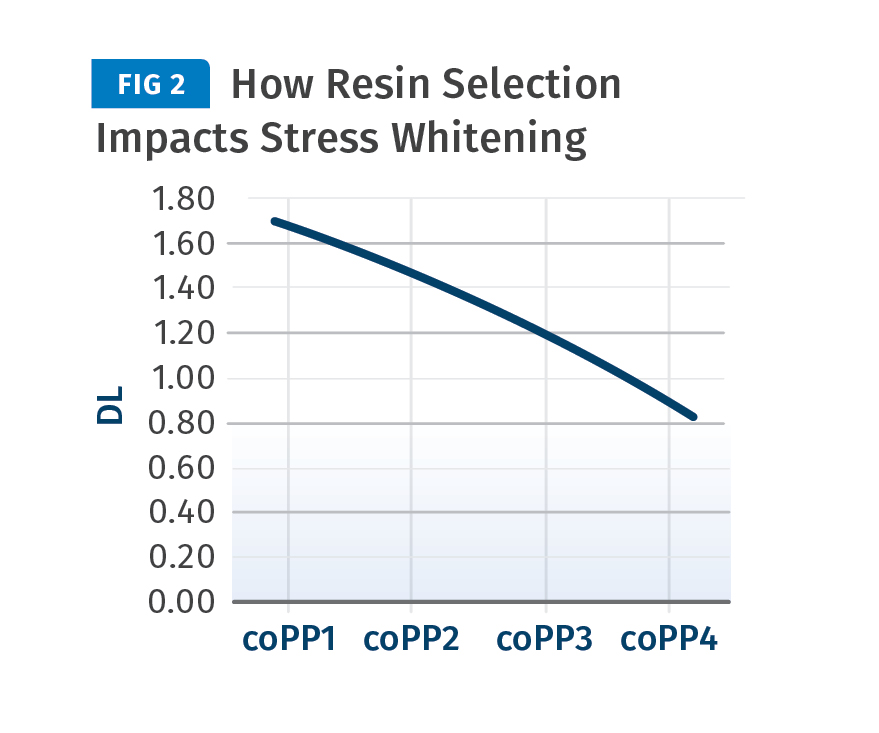
Resin selection (using the same color masterbatch) has an impact on stress whitening. DL = change in lightness before and after impact testing.
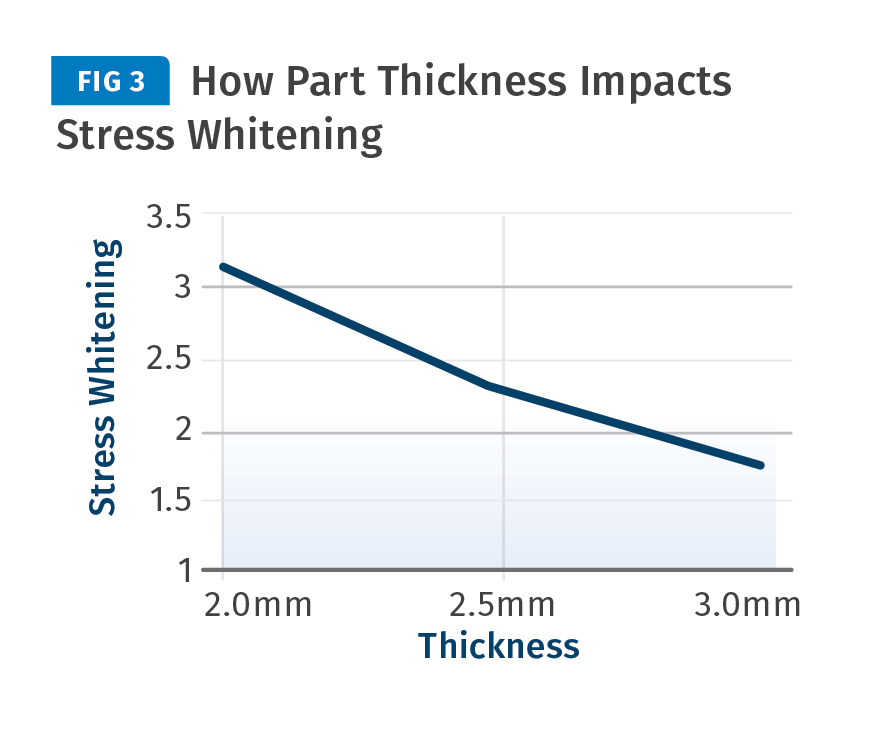
Part thickness can have a key effect on stress-whitening potential. Thinner parts generally show more stress whitening and require more pigment to hide it.

In large parts, such as car door panels, nucleating agents can affect mold shrinkage, which may require more pack-out to fill the mold. That, in turn, can require more ejection force, which can cause stress whitening where the ejector pins contact the part.
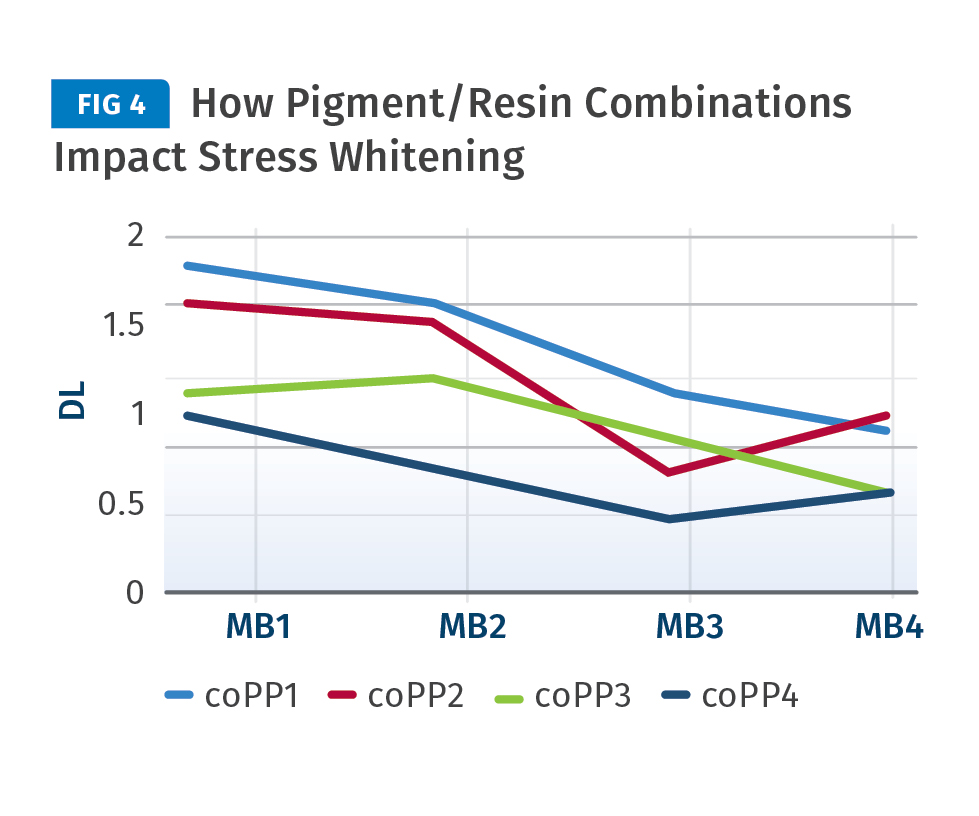
Pigment and resin together have a significant effect on stress-whitening potential. Shown here: the effect of different masterbatches in combination with different PP copolymers on change in lightness (DL) before and after impact testing.



Deciding on and creating ideal coloration is a key part of any product design challenge, but it doesn’t end there. Steps frequently need to be taken to ensure that color will not become compromised over time as a result of environmental factors.
Stress whitening is one type of discoloration that can occur, particularly in certain plastics, such as polypropylene—one area of focus for Americhem, particularly in automotive. We see stress whitening in some PP copolymers; and while PP homopolymer usually doesn’t exhibit stress whitening, when you combine it with certain elastomers to give it more flexibility and impact resistance, a side effect may be stress whitening.


How can we best prevent stress whitening? The key is really a combination of color masterbatch, PP copolymer, and the molding process.
There are certain factors that affect stress whitening, as discussed below. How can we best prevent it? The good news is there are a number of ways you can test materials early in the design process to minimize the risk of whitening. Based on your findings, you can tweak the copolymer composition, processing methods, or product design.
Ultimately, the key is doing comprehensive testing regarding the color masterbatch, PP copolymer, and molding process. Does testing show that a certain masterbatch formulation is causing stress whit- ening? Does resin choice seem to be the culprit? Consider the part’s design and processing, as part thickness or significant force during processing have significant effects on stress-whitening potential. Whatever the case may be, testing is crucial to isolate material variables making a product most prone to stress whitening.
WHAT IS STRESS WHITENING?
Stress whitening starts when stress is created by impact or tension upon a polymeric surface. This stress leads to the creation of microcrazes and/or microvoids—essentially, the microscopic beginnings of cracks that result when stresses overcome the forces bonding particles together. Unlike surface cracks, you cannot feel micro- crazes or microvoids, but you can see them. This is because these tiny aberrations reflect light slightly differently than the surfaces around them, which in turn gives them different color- ation as perceived by the human eye.
How does this work and why does it happen in PP? First, realize there are various ways to
compound a polymer, and PP is not always the same. PP copolymers are much more susceptible to stress whitening. They boast a better balance of impact and stiffness than basic homopolymer, which does not typically exhibit stress whitening. When a piece of PP material is impacted or deformed, microcrazes or microvoids tend to form where elastomer particles in the PP matrix interface with one another. The resulting change in the refractive index (RI) of the materials causes light scattering in the stressed areas of the polymer. The light scattering causes the perceptible color change of whitened appearance at the surface of the part.
RI is a measurement used to describe the bending of light through a medium, and values typically range from 1 to 5 on the RI scale. Values correspond to how quickly light travels through a material compared with how fast light travels in a vacuum. On this scale, the speed of light in a vacuum is equal to 1 and higher values indicate slower speeds. An RI value of 1.5, for instance, corresponds to light travelling 1.5 times slower than the speed of light in a vacuum. Differences in RI values can result in light scattering, or the deflection of visible light rays, which in turn affects human perception of colors.
Since our perceptions of color are dependent on certain wavelengths of light being reflected off a surface into our eyes, when aberrations—such as microcrazes, microvoids, or cracks— start to form, they can change the RI of the material, and in turn, they can scatter reflected light in a way that makes it appear as though there is a color discrepancy around the site. The result is whitening or “blushing” around an area.
Stress whitening does not necessarily show up immediately after impact or tension is applied to a material; in fact, it can take days to fully appear. While results may not be immediate, testing has shown that PP tends to be 95% stable 24 hr after impact. Minimal whitening is likely to occur after that period, but it is important to remember this time span when deciding how to address stress-whitening problems.
WHAT AFFECTS STRESS WHITENING?
Testing has shown that several factors can affect a material’s propensity to display stress whitening. These factors are related to material choice, product design, and processing.
• Color masterbatch formulation: When holding constant the PP copolymer type used and testing within the same color space, tweaking color masterbatch formulation as an independent variable can lead to substantial differences in material stress-whitening propensity. Changes to the masterbatch might include use of different pigment types, particle sizes, or pigment levels—all affect stress-whitening potential (see Fig. 1).
• Copolymer resin: When masterbatch formulations are held constant and the same color space is utilized, we find that differences in PP copolymer resin choice can also lead to variances in stress-whitening potential. Even different PP copolymers specified in the construction of the same part can yield large differences in stress whitening (see Fig. 2).
• Part thickness: The thickness of parts being produced can also factor into stress-whitening potential. The chart shows a thinner part has worse stress whitening than a thicker part using the same PP copolymer and color masterbatch. Our experimentation has shown that as thickness decreases, more pigment will be needed to minimize the visible stress whitening (see Fig. 3).
• Nucleation in large parts: Nucleating agents and certain pigments can affect mold shrinkage during injection molding. This shrinkage may require more pack-out to fill the mold. The result can be a tendency for materials to stick to the mold, which requires more ejection force to be exerted on the part to free it from the mold. This added ejection force can be enough to cause stress whitening, especially in the area where the ejector pins contact the part.
WAYS TO TEST FOR STRESS WHITENING
In order to find out what sort of color changes in material, design, and pro- cessing of PP copolymers result in the least stress whitening, testing must first take place to determine the success of tweaking independent variables. There are a variety of tests for stress whitening beyond simply looking at a piece of material, but there is no “go-to” test method that is clearly accepted in the industry.
• Impact testing: This method compares the color of an area of material before and after an impact. Color is measured in the same area before and within a specific time after impact, and an equation is used to determine the amount of change in the color: Delta L = L (elapsed) – L (initial). L corresponds to lightness, or “whiteness” in this case.
• Grayscale testing: Similar to impact testing, this method measures difference in grayness levels by using imaging software.
• Blush testing: Dart impact testing is conducted to create a white ring on the surface of the polymeric part. One of two methods is then used to calculate the amount of blushing that occurs as a result of the impact: blush factor and blush index. Blush factor is calculated by multiplying Delta L by the blush diameter; and blush index is calculated by dividing the diameter of a created whitened ring by the diameter of the dart used to create the impact.
• Bending test: This test takes an optical measurement of light transmission during the bending of a tensile bar or flex-modulus bar. The higher the light transmission, the less micro-cracking, and therefore the less stress whitening that occurs. Conversely, the lower the light transmission, the more cracking that takes place, causing a higher degree of stress whitening.
ABOUT THE AUTHOR: Chris Miller has been with Americhem since 1993 and is currently a research scientist within the R&D department. Miller currently specializes in regulatory and raw-materials sciences. Prior to his current role, he was the R&D technology leader, development leader for molding, CSL designer, and QT technician for Americhem’s automotive and packaging business units. Contact: (330) 929-3125; cmiller@americhem.
















Related Content

Resins & Additives for Sustainability in Vehicles, Electronics, Packaging & Medical
Material suppliers have been stepping up with resins and additives for the ‘circular economy,’ ranging from mechanically or chemically recycled to biobased content.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
3 Types of 3D Printed Tooling for Injection Molding
3D printed tooling for injection molding, including mold inserts, components and end of arm tooling, were on display at the Plastics Technology Expo.
Read More
Graphene-Enhanced Stretch Film Billed as 'World First'
Thinner, stronger films to be commercialized by Brazil’s Packseven in August.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More