
How to Select and Process High-Density Thermoplastic Materials
Choosing and working with high-density materials requires special knowledge in the areas of applications, mold design, and processing. Here are best practices that should increase your understanding.


A nebulizer for a ventilation scan used to detect pulmonary embolisms delivers radioisotopes to a patient’s lungs. High-density materials are used in this application to shield the patient from radiation.
When made with a traditional plastic like PS, this 4 x 6 in. box weighs about 0.15 lb. Using the same part design with the same volume, but changing the density of the material will increase part weight. Using a material with a specific gravity of 11, that same part is now about 2 lb.

Because consumers often associate heavier weight with higher quality, manufacturers are selecting high-density formulations for a range of housewares.

High-density polymer materials enhance weight and balance in gaming chips.


Two factors are accelerating the use of high-density thermoplastic material formulations in diverse applications such as radiation shielding, projectiles, appliance components, and packaging. First, environmental, health, and safety concerns are driving demand for lead replacement. Second, there is a need to increase part density without the use of metals, which restrict design freedom and are typically more costly and complicated to process than polymer compounds. High-density thermoplastic (TP) compounds offer valuable benefits, including sustainable, non-toxic formulations, an excellent balance of properties, and the ability to be melt processed using common methods.
However, choosing and working with these materials requires specialized knowledge. For example, selection of the polymer matrix and the type of high-density filler additive has a major effect on the properties of the material and how well it meets application requirements over the life cycle of the part. Also, many nuances must be considered when processing high-density formulations, including tool design, molding method, and adjustments to factors such as barrel temperature, processing speeds, and even materials and parts handling.


This article provides practical guidance and suggested practices to increase your understanding of high-density polymer formulations, and where and how to use them. It will help you choose the right material for your application, and optimize mold design and processing.
Weighing in on High-Density formulations
High-density TP formulations that replace lead and other metals have a high specific gravity between 2 and 11, in contrast to unfilled plastics such as polystyrene (PS), which have a specific gravity of about 1.0. Even 40% long-glass reinforced nylon 66 has a specific gravity of only 1.74. High-density formulations offer a major boost in part mass, but avoid many of the drawbacks of metal, including design restrictions, higher costs, and more-complex processing and secondary operations such as machining.
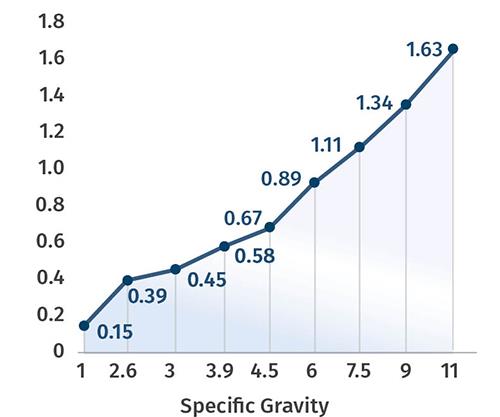
By replacing a traditional plastic with a high-density material, you can keep the same part geometry while adding weight and heft for balance, momentum, or a perception of higher quality. Figure 1 shows how a high-density formulation can increase part weight. This 4 x 6 in. box has various geometries, such as float pads on the bottom. When made with a traditional plastic like PS, it weighs about 0.15 lb. Using the same part design with the same volume, but changing the density of the material will increase part weight (see Fig. 2). By choosing a material with a specific gravity of 2.6, part weight will increase to 0.4 lb. A specific gravity of 6 will boost part weight to 0.67 lb. If we go all the way to a specific gravity of 11, that same part is now approaching 2 lb. This represents a 987% increase in part weight from the original PS to a high-density formulation with a specific gravity of 11.
High-density TP materials can also be formulated to be non-toxic compared with lead metal, contributing to safety and sustainability initiatives, and provide a balance of tensile strength, flexural modulus, and heat-deflection temperature (HDT). They are melt processable using common molding and extrusion methods.
Get the Lead Out
Lead is a concern for environmental, safety, and health reasons. It is tightly regulated under numerous laws and directives, including the European Union’s Restriction of Hazardous Substances (RoHS) and Waste Electrical and Electronic Equipment (WEEE) directives, and California statutes covering plumbing and water safety.
California also restricts the use of lead bullets and lead shot to protect wildlife that eat carrion. In human health, especially for babies and young children, lead exposure can cause irreversible neurological damage that leads to developmental difficulties. There are also risks to workers using products made with lead, as well as disposal concerns. A few years ago, OSHA lowered the allowable level of airborne particulates in machine shops that use lead.
Given all these concerns, high-density polymer formulations are replacing lead in applications such as radiation shielding for nuclear medicine and X-ray equipment and in non-toxic ammunition.
There are many scenarios for using high-density formulations to replace metals other than lead. The goal is often to add weight for performance reasons, such as better balance for sporting goods, or to indicate higher quality. For example, appliance manufacturers are replacing lightweight zinc die-cast knobs with high-density TP materials to appeal to consumers’ perception that heavier weight means greater value.
Choosing the Right Material
As with any plastic, the first step in material selection is determining the application’s requirements. These range from physical, mechanical, and electrical performance to environmental exposures (temperature, UV light, chemicals) and aesthetics. Applicable regulatory requirements and industry standards also must be met.
Fortunately, there are multiple high-density material options available, thanks to the ability to combine different resin matrixes with different types of high-density additives such as minerals and metal powders. For example, a high-density compound can be based on a soft TPE, if needed. Figure 3 shows a TPE with a Shore A hardness of 35 to 40, specific gravity of 8 and low tensile strength of 150 psi.
On the other end of the spectrum is polyether ether ketone (PEEK), offering high tensile strength, modulus, and HDT. A PEEK-based material with a specific gravity of 6 delivers a tensile strength of almost 15,000 psi.
Figure 4 displays specific-gravity ranges for different types of applications. For instance, radiation-shielding applications may require materials with a specific gravity in the 6 to 11 range, while some low-energy shielding needs materials with specific gravities of only 2 to 5.
Designing the Mold
High-density compounds have specific properties that impact mold design. Although you can follow conventional design practices and use a cold-runner or hot-runner system, and choose two- or three-plate molds, some adjustments may be required. One is the type of steel used in the mold. For lower-specific-gravity materials and lower-volume operations, a P20 steel is a good standard. As you advance in specific gravity and volume, a more abrasion-resistant material, such as an S7, H13, or 420 steel, is needed. Certain high-density additives can affect softer tools.
High-density additives also increase thermal conductivity of the matrix; so a short flow length should be used to promote complete mold filling and prevent the flow front from freezing up too early and causing a high-pressure situation. Avoid Small runners; a slightly larger diameter is recommended. In cold-runner designs, a full-round system can provide a homogeneous melt path for the material. Trapezoidal configurations can be used to avoid sharp edges, but angled tunnel gates can create problems. High-density materials tend to be more brittle due to their high loading of dense additives, and if flexing is too great on demolding, they will crack and break.
If using a hot-runner system, ensure it offers mechanically and thermally balanced melt flow. Internally or externally heated elements are both fine, but because of the high temperature, H13 steel is recommended. Also, higher viscosity and abrasion from high loadings of the high-density additives can be somewhat harsh on heating elements, so ensure they are robust. Finally, avoid valve gates because high-density materials do not provide as clean a shut-off as traditional plastics.
Other guidance on gate design includes keeping the flow front open as long as possible to minimize shear. Tab gates, large fan gates, large tunnel, and diaphragm gates are acceptable, as long as they provide 60-80% wall thickness. A thicker wall will allow the flow front to remain open longer. If gates are too small (submarine or pin gates), there is a good chance of freeze-up before the part is fully filled.
High-density polymers do not require exotic cooling systems. You can use U channels, baffles, and bubblers. Because of the higher thermal conductivity of the material, in many instances the amount of cooling time can be reduced.
Finally, highly filled materials call for uniform pressure across the part when it is pushed off the core or out of the cavity. This will help avoid cracking due to an imbalance in the ejector system. Also, minimize falling distance of ejected parts onto a bin or conveyor. High-density additives can reduce the properties of the plastic (tensile strength, impact resistance) and robotic or manual handling may be needed to reduce risk of damage.
Processing High-density Materials
Injection molding is the most common method for processing high-density TP formulations, but profile extrusion, sheet extrusion, and thermoforming can also be used. However, these materials are not well suited to extrusion blow molding (poor melt strength) or rotational molding (non-uniform wall thickness).
Here are some key processing tips:
• Use a higher barrel temperature to reduce viscosity and injection pressure.
• Minimize the material in the barrel and hot-runner system by cleanly flushing it out of the hot runner in every shot.
• Use moderate to fast injection speeds to minimize skin-layer build-up and avoid inconsistent fill.
• In extrusion, use moderate screw rpm and a coarse screen pack to reduce pressure in the die.
• Control mold temperature to provide uniform heating. Water and/or oil heating is usually adequate for these materials.
Another consideration is materials handling. The heavier weight of these materials means a vacuum loader will not be able to handle those with a specific gravity above 5 or 6. An auger system or even hand loading may be necessary.
ABOUT THE AUTHORS
Jean-Paul Scheepens has international experience in operations management, mergers and acquisitions, continuous process improvement, supply-chain planning, and marketing. As senior product manager at PolyOne in Avon Lake, Ohio, he is responsible for the growth and profitability of the Specialty Engineered Materials portfolio. Contact: (440) 930-3057; jean-paul.scheepens@polyone.com; polyone.com.
Paul Hans has more than 26 years of experience in the polymer industry and holds a Ph.D. in Polymer Science. He is a senior product scientist at PolyOne and develops highly engineered specialty polymer materials to improve performance and productivity. Contact: (440) 930-3216, paul.hans@polyone.com.
















Related Content

As Currier Grows in Medical Consumables, Blow Molding Is Its ‘Foot in the Door’
Currier Plastics has added substantial capacity recently in both injection and blow molding for medical/pharmaceutical products, including several machines to occupy a new, large clean room.
Read More
Catheter Specialist Finds Sweet Spot Serving Small, Medium-Sized Concerns
Medical-component specialist LightningCath has carved a niche meeting the needs of small to medium-sized entrepreneurs with complex catheter designs … quickly.
Read More
Plastic Compounding Market to Outpace Metal & Alloy Market Growth
Study shows the plastic compounding process is being used to boost electrical properties and UV resistance while custom compounding is increasingly being used to achieve high-performance in plastic-based goods.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More