How to Start a Hot-Runner Mold That Has No Tip Insulators
Here's a method to assist with efficient dark-to-light color changes on hot-runner systems that are hot-tipped.


Dark-to-light color changes on hot-runner systems can be time-consuming and costly for molders. Excessive downtime and scrap during color changes cut into processors’ profit margins and can make them less competitive. Thermal-gate (hot-tip) designs in hot-runner systems are common and can be unusually difficult to clean, depending on the tip design. Here I’ll discuss methods to assist with efficient dark-to-light color changes on hot-runner systems that are hot-tipped.

Fig. 1: Dark-to-light color changes can be problematic because of the possibility that the dark color could contaminate the lighter-colored part.
An injection molder’s top priority is to achieve the highest possible productivity while utilizing the least amount of capital. Dark-to-light color changes can be problematic because of the possibility that the dark color could contaminate the lighter colored part (see Fig. 1). In many situations the streaking’s origin is in the hot-runner system. That system is a complicated piece of tooling that on occasion allows for dead spots where color hangs up. The goal for injection molders is to be able to clean these dead spots quickly and efficiently.



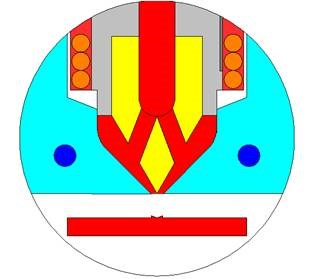
Fig. 2: Thermal gating or hot-tip gating generally represents a more economical mold investment than valve gating. The thermal gate forms a small, solidified, cold plastic slug (or bubble) inside the gate bore during the cooling time of the part.
Thermal gating or hot-tip gating generally represents a more economical mold investment than valve gating. The thermal gate (see Fig. 2) forms a small, solidified plastic slug (or bubble) inside the gate bore during the cooling time of the plastic part. This cold slug remains in the gate during the mold-open step, part ejection, and mold-close motion. With the next injection, the pressurized melt flushes the cold slug into the melt stream that fills the empty cavity. While all molding parameters (pressure, temperature, and time) are focused on producing a high-quality plastic part, they are also responsible for the formation of the cold slug at every cycle to avoid drooling and stringing at the gate.
The issue with purging a thermal-gate system is removing the color from the bubble at the gate of the hot-runner system. The larger the bubble, the more difficult it is to clean. The color in a smaller bubble may be removed by raising the hot-runner tip temperatures by 100° F and using a commercial purging compound to clean the machine. However, if the bubble is large, it will be impossible to remove the color without further action.
One way to counter large bubbles in the gate is to install thermoset inserts in the gate area. The inserts will reduce the size of the bubble, making it easier for the purging compound to remove the dark color. Raising the temperature of the hot-runner tip will also assist with the removal of the color. Most hot-runner manufacturers offer thermoset inserts as an option to their customers.

Fig. 3: Molders that have thermal-gate hot runners but no tip insulators should purge the machine and then remove the cavity plate. After the cavity plate is removed, and time has been allowed for the tips to cool, each plastic bubble will have to be removed manually.
Molders that have thermal-gate hot runners but no tip insulators will have to use a different approach for cleaning and maintaining the hot-runner system. The best solution for this scenario is to purge the machine and then remove the cavity plate. After that plate is removed, and time has been allowed for the tips to cool, each plastic bubble will have to be removed manually (Fig. 3). After all the bubbles are removed, the cavity plate may be replaced and then natural-color resin is run through the machine.
As a result, the bubble will become natural resin and make color changes easier because no dark color will be present in the gate. Using the purging compound after this task has been complete will be sufficient for for dark-to-light color changes.
About the Author
At the time of publication, Andrew Reeder serves as the North American sales manager for Thermoplastics at Chem-Trend, located in Howell, Michigan. Chem-Trend specializes in manufacturing purge compounds (Ultra Purge), release agents and other chemical specialties. With two decades of expertise, Andrew has been aiding companies within the plastic industry to decrease their purging expenses through the utilization of Ultra Purge. Contact: 810-852-1000
Related Content

Novel System Produces Color on Demand
Ampacet’s FluxQF technology features a quick-dispersion universal carrier with novel machinery that provides automated color blending in quantities down to 50 lb.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Additive Masterbatches for Monomaterial PE Film Applications
Ampacet’s Biax4CE portfolio of additives and white color concentrates designed for MDO-PE and BOPE applications.
Read More
DSM Launches an AI Powered Color & Mechanical Properties Prediction Tool
Called Lucidiris, this prediction tool can reduce time to market when developing colors of high-performance materials for a variety of applications.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More