
Hybrid Injection Clamps The Best of Both Worlds?
In between all-electric and hydraulic-powered injection machines, a new species of hybrid clamp has emerged. Advocates say it combines the best qualities of electric servos and hydraulics without their disadvantages.


A new choice in injection machines is electric/hydraulic hybrids like this Eltec machine from Krauss-Maffei. Based on hydromechanical two-platen designs, they offer the speed and precision of electric servo drives plus the flexibility of hydraulic clamping.
The piston lock (1) is engaged during mold opening and closing.
When the molds touch, the main ram lock (2) is engaged and the piston lock is released.
For clamping, the ballscrews resume turning and pressurize hydraulic cylinders (3). Valves open to deliver a small volume of oil from those cylinders to the central ram (4). Tonnage is built by pushing with the ballscrews and central ram.
Sodick Plustech’s Eclipse line uses a central servomotor and ball screw for mold opening and closing. After clamping locks engage the central ram, a central hydraulic “pancake” cylinder pulls on the tiebars for clamping.
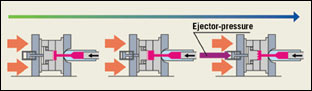
Hybrid presses are well-suited to injection-compression molding. Sodick Plustech also offers the option of this novel “ejection-compression” function using its electric-powered ejector.
The Eltec hybrid from Krauss-Maffei uses electric ballscrews integrated with the tiebars for opening and closing. A self-contained, “closed-loop” hydraulic system buried inside in the fixed platen delivers 1.5 liters of oil to each tiebar for clamping. The “power nut” engages to generate clamp pressure. A “travel nut” is engaged during platen movements.
Demag’s El-Exis Series uses an electric motor to power a “hydrostatic” closed-loop hydraulic system to power a toggle. This arrangement downsizes the hydraulic accumulator and pump package by 66%.

Hybrid clamping designs typically start with hydromechanical locking. This EM unit from Mitsubishi uses a split-nut lock system.
Hybrid clamp designs that combine electric servomotors with novel hydraulic circuit configurations are now competing for molders’ attention as alternatives to all-electric or all-hydraulic clamping systems. A handful of OEMs supplying these new clamp styles say they can deliver greater processing speed and precision than conventional hydraulic-powered clamps at lower cost than all-electric machines.
Until recently, the term “hybrid” applied mainly to machines that used electric-driven screw plastication but hydraulics everywhere else. The case for that type of “hybrid” is that it provides most of the achievable energy savings at the smallest additional cost. Now there’s a new kind of hybrid in town, and its rationale is not mainly about energy savings.



Demag Plastics Group, Krauss-Maffei, Meiki, Mitsubishi, and Sodick Plustech contend that their hybrid clamp configurations deliver the precision, accuracy, repeatability, and energy savings of servomotor designs along with the power, reduced initial cost, and familiarity of a hydraulic drive—but without the contamination and oil-maintenance issues. These suppliers say hybrid clamp systems, which achieve high-speed mold movements and fast tonnage generation, address issues they view as shortcomings of more traditional clamp styles such as hydraulic toggles, fully hydraulic, hydromechanical, and all-electric toggles. The cost of hybrid machines is in between those of hydraulic and all-electric models.
So far, few hybrid units have been sold in the U.S. Meiki leads the way with about a dozen sold here. Krauss-Maffei has around four hybrid machines at North American beta-test sites. Mitsubishi aims to sell 10-20 hybrid presses this year in North America, says Tom Geddes, general manager of engineering. The company has delivered more than 100 units to clients in Asia.
At present, U.S. molders decline to comment on their experience with hybrid clamps. “It is too early to say what improvements we are getting with the hybrid clamp,” says John Hahn, v.p. of engineering for molder MGS Mfg. Group of Germantown, Wis. The firm recently installed a new Eltec unit from Krauss-Maffei. The press may be used in a clean-room or optical application, Hahn says.
Hybrid presses are made by the same firms that build hydraulic and all-electric machines, so clearly they feel the hybrids have a place. Yet they still must convince molders why they should spend more for this design than on a hydraulic model, and why they should not go all the way and get an all-electric machine.
Why go hybrid?
All-electric machines have made considerable headway in the marketplace, despite their higher price, and have accounted for 20% to 25% of U.S. machine sales in the last three years. All-electrics are said to provide energy savings, greater speed and precision, and cleaner, quieter operation than hydraulic-powered machines. However, one aspect of all-electric machines that may not appeal to some molders is that they are toggle-clamp machines. The rare exceptions are some small (3.2 to 7.5 tons) non-toggle electric machines built by Nissei. According to Nissei sources, this non-toggle approach is limited to such small presses because it requires larger servo motors, which add to the price premium for electric machines.
Most, though not all, of the new hybrids are two-platen clamps with a hydromechanical style of locking mechanism. Hydromechanical clamps are characterized by split nuts or other means of locking the position of the moving platen before applying clamp tonnage with one or more short-stroke or “pancake” hydraulic cylinders. In the hybrids, electric servomotors instead of hydraulics are used for mold traverse movements.
Hybrid systems are designed to appeal to molders who like some of the features of all-electric machines but do not favor toggle clamps. Debates over the relative merits of toggles and fully hydraulic clamps have persisted for decades. Among the drawbacks cited for toggles are their more limited range of stroke adjustment and the risk that die-height adjustment when the mold is closed can lead to overclamping after the mold warms up and expands. Toggles also reportedly make it difficult to use less than maximum tonnage or to ramp tonnage up and down during a cycle. Some machine builders say that toggles also require more time for mold set-up (die-height adjustment) than a hydraulic or hybrid unit.
Toggle critics also raise questions about maintaining mold parallelism if the linkages don’t all perform or wear uniformly. There is also potential for higher platen deflection since most toggles generate force on the corners of the platen rather than the center. (Nissei recently came out with an all-electric three-stage toggle clamp that answers this criticism by applying force at the center of the platen.) Finally, the need for grease to lubricate toggle linkages presents potential contamination issues that counteract the cleanliness argument for all-electrics.
Notwithstanding these criticisms, toggle clamps remain popular and they have plenty of defenders. At least 17 firms offer all-electric presses with toggle clamps. Says Kent Royer, product sales manager for Milacron’s Roboshot electric-toggle machines, “Toggle clamps are a proven technology and offer the user reliability, simplicity, and rigidity. We have tests that show an electrically driven toggle clamp can achieve ±0.0005-in. positioning accuracy. That means that the molder who is adding automation can be sure that the robot will find the part in the same place every time.”
“Toggle units have a shorter locking time and pressure-generation time, since the design or kinematics leverage a larger force with less energy,” says John Ward, technical sales manager at Van Dorn Demag. His firm’s El-Exis machines are the only members of the hybrid category that have toggles powered by an electric servo-driven hydraulic pump.
Toggles may have a slight edge in clamp-tonnage build-up time. “A toggle has an amplification ratio at the end of the stroke, meaning it locks up faster than a hydraulic system, says Ward. Lock-up can be as quick as 0.2 sec with a toggle system vs. 0.5 sec for a hydraulic system, he claims.
“The toggle has greater opening force than a hydraulic clamp, and thus the toggle lends itself well to deep-draw parts,” adds Ward. Cycle time in the molding phase is also an area of debate. “With an electric driven system a user can start injection while the clamp is closing, so functions can be overlapped for cycle time savings,” says Milacron’s Royer. “Likewise, during the cooling phase, we can unlock and decompress the tonnage without opening the clamp. This can minimize the delay and shave half a second of cycle time. This unlocking step can be done with a hydraulic system, but there is a question of accuracy,” says Royer.
Like other two-platen, hydromechanical machines, most of the new hybrid clamps reduce the overall machine length vs. toggles or fully hydraulic machines. Compared with hydraulic two-platen machines, the hybrids are said to offer increased precision and accuracy and reduced maintenance.
Hybrids are said to be more suitable than toggles for coining or injection-compression processes, which require injecting into a partly open mold, followed by full closing and lock-up. Thermosets or optical lenses are applications that commonly use injection-compression, notes Paul Caprio, v.p. for injection molding at Krauss-Maffei.
Another advantage claimed for hybrids is the “closed-loop” nature of their hydraulic systems. The hydraulics are completely encapsulated within one of the platens—instead of being recirculated to a central tank—so leaks are much less likely. Only a small amount of oil is used in these systems, which are designed to require no servicing by the molder. “The oil reservoir for the clamping units holds just 1 gal of oil,” says Henry Chang, Meiki’s assistant manager of customer service. “The amount is so small that the machine ships with the oil in it.” Sodick Plustech’s Eclipse and Krauss-Maffei’s Eltec machines use only about 1.5 gal of oil.
For the most part, machine builders make no claims for increased speed or energy efficiency of hybrid clamps relative to standard hydromechanical presses. However, Meiki points out that some cycle-time savings can be achieved in mold opening and closing with servomotors and ball screws to drive the moving platen. This system has low inertia and very quick acceleration and deceleration—only 100 millisec from zero to maximum speed—as well as a position accuracy of 0.05 mm (0.002 in.) for the switchover position to decelerate from high speed.
Diversity of designs
Krauss-Maffei’s two-platen Eltec hybrid line spans a range of 55 to 165 tons. These models use electric ballscrews integrated with the tiebars to drive rapid-traverse open/close movements and a hydromechanical system for lock-up. Once the split-nut locks around each of the tiebars, the system delivers oil to four small short-stroke cylinders on the tiebars in the stationary platen. Clamping occurs in the four corners of the platen, like a standard hydromechanical or toggle press. The cylinder movement is only 6 mm and uses about 1.5 liters of oil for each tiebar. “Our standard C series unit would require about 180 liters [45 gal] of oil,” says Caprio. Tonnage build-up is as quick as 0.5 sec, he says. A servo pump drives the hydraulic system. Electric motors drive injection, ejection, and plastication.
Meiki developed what it calls a pumpless clamping device for its New Advanced Direct Electric Machine (Nadem) series of hybrid-clamp machines. The line currently ranges from 88 to 1430 tons, but Meiki plans to add models up to 2000 tons in the next year. This design uses two servomotors and ballscrews on diagonal corners of the platen for rapid-traverse clamp movements. What’s unique about this design is that the ballscrews—which have their own locking/unlocking mechanisms separate from that on the central ram—continue turning during lock-up. Their motion compresses cylinders built around the ballscrews, moving a small amount of oil out of those cylinders and into the central clamping cylinder to build hydraulic pressure. The result is to push on the corners of the platen and with the center ram, applying more widely distributed pressure than with other designs.
“Clamp-tonnage build-up will be two to three times faster than a straight hydraulic—and may be as quick as an all-electric,” says Meiki’s Chang. The unit can achieve mold/clamp movements up to 800 mm/sec. Nadem machines also have electric servo-driven ejection, injection, and plastication.
The new EM line from Mitsubishi (MHI) generates hydraulic clamp force on the four tiebars in the corners of the platen. An electric inverter motor drives the hydraulic system. One servomotor drives a single central ballscrew mechanism to move the platen back and forth. The drive system drives opening and closing motions up to 1.3 times faster than a conventional hydraulic Mitsubishi press. Clamp-speed accuracy is so tight that a zero setting is possible for clamp-slowdown areas, says MHI. The unit provides a mold stopping accuracy of 0.0012 in., which compares favorably to 0.039 in. for MHI’s hydraulic machine, says Tom Geddes. He adds that the platen design helps reduce deflection by at least 50%.
MHI’s EM machines also have electric plastication, injection, and ejection. The line now spans 720 to 1200 tons, though plans are being considered to add a 1500-tonner and maybe a 2000-ton model. The line may eventually extend to 3000 tons.
An electric-driven center ballscrew performs rapid-traverse motions on the Eclipse series of hybrid presses from Sodick Plustech (sold here by Yamazen). After the center ram is locked in position, an accumulator-assisted, doughnut-shaped, central “pancake” hydraulic cylinder surrounding the ballscrew pulls on the tiebars to create clamping force. These hybrids come in sizes of 5.5 to 385 tons, including a vertical 40-tonner. Servomotors also actuate the ejector and plasticating screw, while injection is accomplished hydraulically with the assistance of a gas accumulator for high speed.
Sodick Plustech sources say electric drive provides faster acceleration and deceleration of mold travel, as well as greater position accuracy. Meanwhile, direct hydraulic clamping reportedly provides finer pressure control, more uniform pressure distribution, delicate mold protection, and greater die-height range.
Demag Plastic Group’s El-Exis S series (sold here by Van Dorn Demag) is designed as a high-speed packaging machine. It currently comes in sizes of 66 to 462 tons, though models up to 1000 tons are planned. The El-Exis S has a different kind of hybrid clamp from all the others. It uses self-contained hydraulics (which Demag calls a “hydrostatic drive”) to drive a toggle. The hydraulic pump is driven by an AC frequency motor. The system has response time of 12 millisec, platen speeds up to 25 in./sec, and position control as tight as 0.01 mm, says John Ward, technical sales manager. “We felt that a self-contained hydrostatic drive was a better option than using components such as belt drives or rack-and-pinion systems. The latter may be more sensitive to wear and stretching and can yield variations in accuracy and be less responsive,” he says.
The toggle clamp is styled to generate clamp forces at an angle to the mold face. Along with the platen design, it helps to drive the clamp force toward the center of the platen for uniform distribution across the mold face, says Ward. He also notes that the motor and pump work only as hard as is required to meet the instantaneous demand of the process and stop during idle portions of the cycle, rather than spilling oil over a relief valve back to the tank. “This hybrid system saves energy,” he claims. “A 200-ton conventional hydraulic machine may need 100 gal of oil, but our unit needs only 1.5 liters.” The hydrostatic system is mounted atop the clamp for ease of access.
Using a strain gauge on the tiebar, mold-protection sensitivity can be set as low as 5 bar (72.55 psi), and response within 0.2 mm of travel is reportedly achievable.
Other machine functions—injection, core pull, ejection, and carriage movement—are powered by a gas accumulator and variable-volume hydraulic pump. This arrangement provide high precision, low noise, and energy consumption half that of a comparable hydraulic machine without compromising performance, says Ward.
















Related Content

IPEX Opens Injection Molding Facility in North Carolina
The pipe and fittings manufacturer’s new 200,000-square-foot facility represents a $200 million investment and will create 150 jobs.
Read More
Injection Compression Molding as Alternative to Thermoforming
Arburg will show its all-electric Allrounder 720 A press utilizing injection compression molding to create thin-wall IML cups from PP.
Read More
Custom Injection Molder Plugs into All Electric Machines
Formerly a showroom for early-aughts-era Van Dorn hydraulics, the newest additions to Drummond Industries’ transforming fleet are all-electric Niigata injection molding machines.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More